1.本发明涉及绞线设备领域,特别是一种漆包线专用型绞线机。
背景技术:
2.绞线机是一种用于绞合导体的设备,包括床身、主动轴、收线装置和绞线框,绞线框与主动轴固定,绞线框可在床身上转动,绞线框在转动的过程中环绕收线装置。绞线框在转动过程中带动导体转动,使至少2根导体相互环绕绞合,实现绞合导体的功能。
3.现有技术中针对漆包线专用的绞线设备,由于各牵引轮和导轮的位置以及绞合过线系统等设计不合理,漆包线绞合后针孔数量难以把控,影响漆包线的绞合品质。
技术实现要素:
4.针对上述一个或多个问题,本发明提供一种漆包线专用型绞线机,优化漆包线绞合过线系统,减少漆包线绞合后针孔数量,提高绞合品质。
5.为实现上述目的,本发明选用如下技术方案:一种漆包线专用型绞线机,包括机架总成以及装配在所述机架总成上的进线组件、框式摇架组件、地轴总成、a端主轴总成、b端主轴总成以及连接在所述a端主轴总成和b端主轴总成的摆臂之间的绞工组件,其中:
6.所述进线组件将外部进线系统的多股线体引入经由分线板分线后,依次经过所述a端主轴总成的连接轴、a端主轴、a端主轴导轮集中,集中的线体通过所述绞工组件绞合成绞合线体后穿过所述b端主轴总成的b端主轴导轮、b端主轴进入所述框式摇架组件,所述绞合线体依次经过所述框式摇架组件的主动拉线轮组件、从动拉线轮组件、换向导轮组件、排线器组件、收线盘组件,由所述收线盘组件的收线盘收卷。
7.优选地,所述a端主轴总成和b端主轴总成分别设有a端主轴和b端主轴,所述a端主轴和b端主轴的一端分别通过主轴轴承座装配在所述框式摇架组件的支撑架体上,另一端分别通过同步带与所述地轴总成传动连接。
8.优选地,所述a端主轴总成远离所述摆臂的一端设有一连接轴,所述连接轴的一端对准位于所述机架总成外侧的进线组件的分线板,所述的进线组件与外部进线系统连接,所述a端主轴和b端主轴以及连接轴位于轴心位置设有用于穿线的穿线孔,且靠近所述摆臂位置分别设有a端主轴导轮和b端主轴导轮。
9.优选地,所述框式摇架组件在支撑架体靠近所述b端主轴设有主动拉线轮组件以及位于所述主动拉线轮组件一侧上方的从动拉线轮组件和另一侧上方的换向导轮组件。
10.优选地,所述主动拉线轮组件包括装配在支撑架体底部的伺服电机组件和装配在支撑架体上的减速器组件,所述伺服电机组件通过同步带与所述减速器组件的输入端连接,以传动至装配在所述减速器组件输出端的主动拉线导轮,所述从轮拉线导轮组件的从动拉线导轮通过架体固定在所述减速器组件的斜上方。
11.优选地,所述排线器组件位于所述框式摇架组件的支撑架体中部,包括有排线器安装座、安装在所述排线器安装座上的丝杆、滑动安装在所述丝杆上的排线器以及所述排
线器上排线导轮,所述减速器组件的一侧设有磁粉离合器,所述磁粉离合器的入力轴由减速器组件驱动,出力轴通过同步带与所述丝杠的一端连接。
12.优选地,所述框式摇架组件在支撑架体靠近所述a端主轴设有收线盘组件,所述收线盘组件包括装配在所述支撑架体的一固定顶头和一活动顶头以及所述固定顶头和所述活动顶头之间的收线盘,所述收线盘由所述固定顶头的收线轴传动以使转动,所述收线轴的一端通过同步带与所述减速器组件一侧的磁粉离合器传动连接。
13.优选地,所述绞工组件包括设置在所述a端主轴总成的摆臂端部的a端绞工固定板和设置在所述b端主轴总成的摆臂端部b端绞工固定板以及连接a端绞工固定板与b端绞工固定板之间的绞工,所述绞工朝向所述框式摇架组件的一侧设有用于穿过线体若干绞工磁眼座,所述a端绞工固定板上还包括有装配绞工导轮的绞工导轮架,所述线体由a端主轴导轮引出后绕过所述绞工导轮进入所述绞工磁眼座。
14.优选地,所述进线组件包括固定在所述机架总成外侧的进线架固定杆以及沿着线体活动方向在所述进线架固定杆上依次设有专用计米器、断线检测架、分线眼模架、分线架以及分线架上的分线板。
15.优选地,所述多股线体由外部进线系统进入,依次经过专用计米器、断线检测架、分线眼模架、分线架的分线板、连接轴的穿线孔、a端主轴的穿线孔、a端主轴导轮、绞工导轮、若干绞工磁眼座、b端主轴导轮、b端主轴对的穿线孔、主动拉线导轮、从动拉线导轮、换向导轮、排线导轮,由收线盘收卷。
16.相较于现有技术,本发明具有以下有益效果:
17.本发明采用独特的船型结构设计,主动拉线导轮位于主轴总成的中心线上,相比常规绞线机优化了漆包线绞合过线系统,减少漆包线绞合后针孔数量,提高绞合品质,主动拉线组件的动力控制为伺服电机组件,可通过改变电子齿轮比的数值获得大范围的绞距调节。
附图说明
18.为了更清楚地说明技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
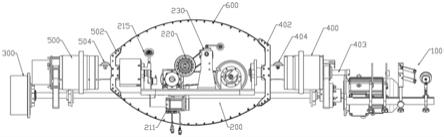
19.图1为本发明的结构示意图。
20.图2为本发明的结构示意图。
21.图3为本发明的结构示意图。
具体实施方式
22.为了能够清楚、完整地理解技术方案,现结合实施例和附图对本发明进一步说明,显然,所记载的实施例仅仅是本发明部分实施例,所属领域的技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.如图1
‑
3所示,一种漆包线专用型绞线机,包括机架总成(图中未示出)以及装配在所述机架总成上的进线组件100、框式摇架组件200、地轴总成300、a端主轴总成400、b端主轴总成500以及连接在所述a端主轴总成400和b端主轴总成500的a端摆臂402和b端摆臂502
之间的绞工组件600。
24.所述a端主轴总成400和b端主轴总成500分别设有a端主轴401和b端主轴501,所述a端主轴401和b端主轴501的一端分别通过主轴轴承座装配在所述框式摇架组件200的支撑架体201上,另一端分别通过同步带与所述地轴总成300传动连接。
25.所述a端主轴总成400远离所述摆臂402的一端设有一连接轴403,所述连接轴403的一端对准位于所述机架总成外侧的进线组件100的分线板,所述的进线组件100与外部进线系统连接,所述a端主轴401和b端主轴501以及连接轴403位于轴心位置设有用于穿线的穿线孔,且靠近所述摆臂位置分别设有a端主轴导轮404和b端主轴导轮504。
26.所述框式摇架组件200在支撑架体靠近所述b端主轴501设有主动拉线轮组件210以及位于所述主动拉线轮组件210一侧上方的从动拉线轮组件220和另一侧上方的换向导轮组件215。
27.所述主动拉线轮组件210包括装配在支撑架体底部的伺服电机组件211和装配在支撑架体上的减速器组件212,所述伺服电机组件211通过同步带与所述减速器组件212的输入端连接,以传动至装配在所述减速器组件212输出端的主动拉线导轮213,所述从轮拉线导轮组件220的从动拉线导轮221通过架体固定在所述减速器组件212的斜上方。
28.所述框式摇架组件200的支撑架体中部还设有排线器组件230,包括有排线器安装座231、安装在所述排线器安装座上的丝杆232、滑动安装在所述丝杆上的排线器233以及所述排线器上排线导轮234,所述减速器组件212的一侧设有磁粉离合器214,所述磁粉离合器214的入力轴由减速器组件驱动,出力轴通过同步带与所述丝杠232的一端连接。
29.所述框式摇架组件200在支撑架体靠近所述a端主轴401设有收线盘组件240,所述收线盘组件240包括装配在所述支撑架体的一固定顶头241和一活动顶头242以及所述固定顶头和所述活动顶头之间的收线盘243,所述收线盘243由所述固定顶头的收线轴传动以使转动,所述收线轴244的一端通过同步带与所述减速器组件一侧的磁粉离合器214传动连接。
30.所述绞工组件600包括设置在所述a端主轴总成的摆臂端部的a端绞工固定板601和设置在所述b端主轴总成的摆臂端部b端绞工固定板602以及连接a端绞工固定板与b端绞工固定板之间的绞工603,所述绞工603朝向所述框式摇架组件的一侧设有用于穿过线体若干绞工磁眼座604,所述绞工固定板上还包括有装配绞工导轮的绞工导轮架,所述线体由a端主轴导轮引出后绕过所述绞工导轮进入所述绞工磁眼座,经过若干绞工磁眼座后经过绞工导轮绕所述b端主轴导轮进入b端主轴的穿线孔。
31.所述进线组件100包括固定在所述机架总成外侧的进线架固定杆101以及沿着线体活动方向在所述进线架固定杆101上依次设有专用计米器102、断线检测架103、分线眼模架104、分线架105以及分线架上的分线板。
32.所述进线组件100将外部进线系统的多股线体引入经由分线板分线后,依次经过所述a端主轴总成400的连接轴403、a端主轴401、a端主轴导轮404集中,集中的线体通过所述绞工组件600绞合成绞合线体后穿过所述b端主轴总成500的b端主轴导轮504、b端主轴501进入所述框式摇架组件200,所述绞合线体依次经过所述框式摇架组件200的主动拉线轮组件210、从动拉线轮组件220、换向导轮组件230、排线器组件230、收线盘组件250,由所述收线盘组件的收线盘收卷。
33.具体地,所述多股线体由外部进线系统进入,依次经过专用计米器102、断线检测架103、分线眼模架104、分线架105的分线板进入连接轴403的穿线孔,穿过所述a端主轴401的穿线孔后绕过所述a端主轴导轮404达到绞工导轮,随后按顺序穿过对所述绞工内侧的若干绞工磁眼座604,在绞工转动时多股线体进行绞合,经过绞工导轮和b端主轴导轮504进入b端主轴501的穿线孔,所述b端主轴504伸入所述框式摇架组件200中且穿线孔对齐所述主动拉线导轮213,绞合后的线体以顺时针的方向绕过所述主动拉线导轮213和从动拉线导轮221,随后通过换向导轮215进行换向,经过排线导轮后由收线盘收卷。
34.多股所述线体在绞合后通过独特的船型结构设计,主动拉线导轮处于b端主轴的中心线上,相比常规绞线机优化了漆包线绞合过线系统,减少漆包线绞合后针孔数量,提高绞合品质。所述主动拉线轮组件由所述伺服电机组件211驱动,在所述支撑架体靠近所述b端主轴位置还设置有编码器组件260,通过同步带与所述b轴主轴的连接,进而获取所述b轴主轴的转动参数,通过编码器组件和伺服电机组件控制减速器组件212输出,分别驱动主动拉线导轮和磁分离合器的入力轴旋转,进而改变电子齿轮比的数值获得大范围的绞距调节。
35.上述披露的仅为本发明优选实施例的一种或多种,用于帮助理解技术方案的发明构思,并非对本发明作其他形式的限制,所属领域的技术人员依据本发明所限定特征作出其他等同或惯用手段的置换方案,仍属于本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。