1.本实用新型涉及激光切割领域,尤其涉及激光切割生产线。
背景技术:
2.汽车门环是组成车身骨架的重要结构件,其先经过热成型加工,再利用五轴激光切割生产线对边和孔进行精确切割。现有的五轴激光切割生产线由多个工人辅助一台独立的五轴激光切割机完成对产品的切割。五轴激光切割机上配置有一个激光切割头,在对热成型后的产品进行切割边或孔时,由一个激光切割头对产品完成整个的切割工艺,以此保证每一产品上边框线等的切割精度。但是采用一台五轴激光切割机切割产品上所有的边或孔时存在较多问题。1、采用一台五轴激光切割机完成一个产品上的边框线和孔的切割,切割时间长,尤其对于一些产品大、边框线复杂且多的情形,其效率低;2、每台五轴激光切割机需要配置多人维持生产中的上件、取件、废料处理、产品检验等工作内容,人工成本高;3、对于一条进行热冲压成型的生产线,需要配置多台五轴激光切割机匹配其产能,每台五轴激光切割机还需要配置半成品箱、成品箱、废料框、打磨台、漏孔检查检具等,因此,其整体的占地面积大,工具多,成本高。4、对同一批产品利用多台五轴激光切割机及辅助的夹具进行加工,由于设备和夹具的差异会使同一批产品中存在较大的差异,不能保证同一批产品的一致性;5、在现有的生产中,由人工从料台的一侧进行上料,料台的另一侧同时进行切割操作,人工上料时对料台产生的扰动会影响料台另一侧的切割精度。因此,现有的五轴激光切割生产线及切割方法严重影响了企业的发展。
技术实现要素:
3.为了克服现有技术中的缺陷,本实用新型实施例提供了一种激光切割生产线,利用该激光切割生产线在加工产品时能够有效提高切割效率,降低人工成本,降低设备的占地面积,保证同一批次产品的切割精度。
4.为达到上述目的,本实用新型采用的技术方案是:一种激光切割生产线,包括沿第一方向排列的至少三个切割工位,位于生产线一端的第一切割工位一侧的多个所述切割工位上均设有用于冲压成形件定位的多个定位销,每一所述切割工位上方均架设有激光切割头,多个所述切割工位上的所述激光切割头用于连续对同一所述冲压成形件切割。
5.上述技术方案中,沿所述第一方向在所述切割工位的两侧相对设有床身,每一所述切割工位上方平行设有至少两个架设于所述床身上的横梁,每一所述横梁上设置一个所述激光切割头,所述横梁沿与所述第一方向相垂直的第二方向延伸,且与所述冲压成形件相对较长的一边平行。
6.上述技术方案中,所述生产线还包括有位于相邻两个所述切割工位间的暂存工位,位于所述生产线一端且靠近所述第一切割工位的上料工位,位于所述生产线另一端的下料工位。
7.上述技术方案中,在所述下料工位与所述切割工位间还设有漏孔检测工位,在所
述漏孔检测工位上设有与所述冲压成形件上通孔一一对应的漏孔检测销,所述漏孔检测销与信号发生装置相连。
8.上述技术方案中,在每一所述切割工位上均设置有一移动小车,设有所述定位销的定位夹具设置于所述移动小车上,位于所述切割工位上的所述移动小车与废料板链机相连。
9.上述技术方案中,在每一所述切割工位沿所述第二方向的两端均设有机械手,所述机械手用于在相邻的两个所述工位间移动所述冲压成形件。
10.本实用新型至少具有如下有益效果:
11.1.将多个切割工位串联形成激光切割生产线,利用多个切割工位协作对同一冲压成形件进行切割,多个工位同步操作,保证切割效率及同一批次产品加工后的一致性;且降低设备的占地面积,降低人工成本。
12.2.在相邻的切割工位间设有暂存工位,在切割工位的两端设有机械手在相邻工位间移动冲压成形件,以此保证每一切割工位都能持续工作,减少等待时间,提高切割效率。
13.3.在下料工位与切割工位间设有漏孔检测工位,提高产品的合格率,减少工作人员的工作量。
14.4.在每一工位上均设置有移动小车,设有定位销的定位夹具设置于移动小车上,在更换不同的加工产品时,只需更换小车上的定位夹具,方便快捷;位于切割工位上的移动小车与废料板链机相连,便于废料的集中排出。
15.为让本实用新型的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
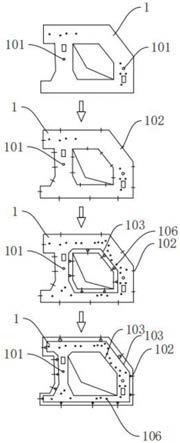
17.图1是本实用新型实施例中切割步骤示意图;
18.图2是本实用新型实施例中切割路径示意图;
19.图3是本实用新型实施例中废料形状示意图;
20.图4是本实用新型实施例中激光切割生产线示意图;
21.图5是本实用新型实施例中激光切割生产线侧视图;
22.图6是本实用新型实施例中漏孔检测工位示意图;
23.以上附图的附图标记:1、冲压成形件;101、基准孔;102、切割线;103、预设边框;104、整圆线;105、边框线;106、通孔;2、第一切割工位;3、第二切割工位;4、第三切割工位;5、第四切割工位;6、暂存工位;7、上料工位;8、下料工位;9、漏孔检测工位;10、床身;11、横梁;12、激光切割头;13、定位夹具;131、定位销;14、移动小车;15、板链机;16、检测夹具;161、漏孔检测销;17、全密封防护罩内;18、机械手;181、抓手;19、废料区。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.实施例一:参见图1~6所示,一种冲压成形件切割方法,该冲压成形件1具有三维曲面造型,所述切割方法用于在该冲压成形件1上形成预设边框103,该冲压成形件1切割方法包括以下步骤:
26.在第一切割工位2对冲压成形件1切割至少两个基准孔101;
27.根据所述基准孔101将所述冲压成形件1定位至第二切割工位3,在所述第二切割工位3上在所述冲压成形件1上切割出多个切割线102,其中,所述切割线102的一端位于所述冲压成形件1的边缘上,所述切割线102的另一端位于与该切割线102对应的所述预设边框103和所述冲压成形件1的边缘之间;
28.根据所述基准孔101将所述冲压成形件1定位至第三切割工位4,在所述第三切割工位4上对所述冲压成形件1进行激光切割,从而形成所述预设边框103,其中,当激光切割头12位于所述切割线102的延长线和所述预设边框103形成的交汇点时,使所述激光切割头12作圆周运动,其中,所述圆周运动形成的整圆线104与所述交汇点相切,且所述整圆线104和与其对应的所述切割线102相交。
29.利用多个切割工位协作对同一冲压成形件1进行切割,多个切割工位同步操作,保证切割效率及同一批次产品加工后的一致性。
30.所述预设边框103和与其相近一侧的所述冲压成形件1的边缘间为废料区19,每一所述预设边框103对应的所述切割线102位于与其对应的所述废料区19内。所述切割线102的一端位于冲压成形件1的边缘上,所述切割线102的另一端位于与该切割线102对应的所述预设边框103和所述冲压成形件1的边缘之间,即所述切割线102的另一端和与其对应的所述预设边框103间形成有保留距离,可防止将所述切割线102的端部延长至所述预设边框103上时,所述切割线102与所述预设边框103相交处的误差。因为在不同的切割工位上,受设备本身及所述冲压成形件1移动等因素的影响,使不同的所述切割工位间对所述预设边框103的确认存在一定的误差。即在所述第二切割工位3上将所述切割线102的一端延伸至其所确认的所述预设边框103上,当所述冲压成形件1移动至所述第三切割工位4时,其所确认的所述预设边框103与所述第二工位上确认的所述预设边框103间存在一定误差,从而影响所述边框线105的切割精度。
31.在所述第三切割工位4上对所述冲压成形件1进行激光切割的切割路径包括位于所述废料区19的引入线,与所述引入线相连且与所述预设边框103相对应的边框线105,与所述边框线105相连且与所述切割线102相对应的整圆线104。所述整圆线104与所述切割线102的延长线和所述预设边框103形成的交汇点相切,且所述整圆线104和与其对应的所述切割线102相交,实现了废料的分离,保证所述预设边框103的一次形成,避免了在形成所述预设边框103时进行接刀操作,还可以避免激光器为了打断废料而开关光,缩短切割时间,保证所述预设边框103的切割精度。
32.所述基准孔101用于所述冲压成形件1在每一所述切割工位上的定位。优选地,可
将所述基准孔101设置于所述冲压成形件1相对的两端。
33.所述冲压成形件1的大小至少为,由于所述冲压成形件1较大,切割后的所述废料区19较大且较重,因此,需要在所述冲压成形件1上切割出多个切割线102,使所述废料区19划分形成多个,依次与所述冲压成形件1分离。多个所述切割线102在所述废料区19环绕所述预设边框103排列。具体的,所述切断线可选用等离子切割从所述冲压成形件1的边缘朝向所述预设边框103切割形成。采用等离子切割可降低切割成本。所述切断选也可选用激光切割,由所述废料区19内背离所述预设边框103切割至所述冲压成形件1的边缘,如图2所示。所述切割线102的一端位于所述冲压成形件1的边缘上,所述切割线102的另一端位于与该切割线102对应的所述预设边框103和所述冲压成形件1的边缘之间。所述切割线102与所述预设边框103间的保留距离可根据所述废料区19的宽度进行确定。具体的,所述保留距离大于1mm。相邻所述切割线102间的距离根据所述冲压成形件1的重量、厚度、相邻所述切割线102间形成的所述废料大小等确定。具体的,相邻所述切断线间的距离可选取50mm~500mm,优选地,相邻所述切断线间的距离可选取200mm。
34.对于不同的加工产品,每一所述冲压成形件1上的所述预设边框103的数量也不同。利用仿真分析将产品上的切割量转化成所述激光切割头12的切割时间,再平均分配至每一所述切割工位上,从而提高整体的切割效率,减少等待时间。在所述预设边框103的数量大于等于两个时,所述切割步骤还包括由多个切割工位对所述冲压成形件1进行激光切割形成一个或多个所述预设边框103,其中,每一所述预设边框103由所述激光切割头12一次切割形成。即,可将两个或两个以上的所述预设边框103在一个所述切割工位上完成;也可将多个所述预设边框103分配至多个所述切割工位上,由每一所述切割工位分别切割形成一个或多个所述预设边框103。
35.为了进一步提高切割效率,每一所述切割工位上可设置至少两个激光切割头12,两个所述激光切割头12独立控制,实现每一所述激光切割头12在x轴、y轴、z轴、a轴、c轴,其可同时对同一所述冲压成形件1进行切割。由此,可在形成所述切割线102或所述预设边框103的同时在所述冲压成形件1上切割至少一个通孔106。也可在切割步骤中安排某一切割工位独立完成切割通孔106的工序。
36.一种激光切割生产线,包括沿第一方向排列的至少三个切割工位,位于生产线一端的第一切割工位2一侧多个所述切割工位上均设有用于冲压成形件1定位的多个定位销131,每一所述切割工位上方均架设有激光切割头12,多个所述切割工位上的所述激光切割头12用于连续对同一所述冲压成形件1切割。其中,所述冲压成形件1具有三维曲面造型,所述激光切割头可在x轴、y轴、z轴、a轴、c轴五个方向运动。
37.将多个所述切割工位串联形成激光切割生产线,用于对同一所述冲压成形件1进行切割,多个所述切割工位同步操作,保证切割效率及同一批次产品加工后的一致性。多个所述切割工位进行串联,减少了辅助工具及工作人员的使用量,降低了生产成本。
38.当需要在冲压成形件1上切割形成两个框线时,所述激光切割生产线可包括有四个切割工位,如图4所示,其为沿第一方向依次排列的第一切割工位2、第二切割工位3、第三切割工位4与第四切割工位5。
39.沿所述第一方向在所述切割工位的两侧相对设有床身,每一所述切割工位上方平行设有至少两个架设于所述床身上的横梁17,每一所述横梁17上设置有一个与激光切割头
12相连的升降轴,所述横梁17沿与所述第一方向相垂直的第二方向延伸,所述激光切割头12可绕ac轴旋转。具体的,如可将所述床身沿x轴方向延伸设置,将所述横梁17沿y轴方向延伸设置,将所述升降轴沿z轴方向延伸设置,所述激光切割头12可在x轴、y轴、z轴、a轴、c轴五个方向运动。
40.优选地,每一所述切割工位上方平行设有至少两个架设于所述床身上的横梁17,以使每一所述切割工位上方能够有至少两个可独立运行的激光切割头12。放置于所述切割工位上的所述冲压成形件1相对较长的一边与所述横梁17相平行,从而缩短相邻的所述切割工位间的距离,减少所述冲压成形件1在相邻所述切割工位间移动消耗的时间。
41.为了进一步提高所述激光切割生产线的切割效率,所述生产线还包括有位于相邻两个所述切割工位间的暂存工位6。设置所述暂存工位6可用于存放两个所述切割工位间的半成品,以保证每一所述切割工位都能持续工作,减少等待时间,提高切割效率。为防止相邻所述切割工位上五轴激光切割设备的干涉,两个所述切割工位间需要保持一定的距离。所述暂存工位6只需要放置所述冲压成形件1,其与所述切割工位间的距离相对两个所述切割工位间的距离相比更小,可缩短所述机械手18每次移动所述冲压成形件1的时间。
42.位于所述激光切割生产线一端且靠近所述第一切割工位2还设有上料工位7,位于所述生产线另一端设有下料工位8。在所述下料工位8与所述切割工位间还设有漏孔检测工位9,在所述漏孔检测工位9上设有与所述冲压成形件1上通孔106一一对应的漏孔检测销161,所述漏孔检测销161与信号发生装置相连。参见图6所示,多个所述漏孔检测销161与所述定位销131设置于一检测夹具16上。所述机械手18将切割完成的产品放置于所述检测夹具16上,此时,所述检测夹具16上的所述定位销131处于伸出状态,所述漏孔检测销161处于缩回状态。当所述定位销131伸入产品上对应的所述基准孔101内后,产品完成定位,随后所述漏孔检测销161朝向产品伸出,如果所述检测夹具16上的多个所述漏孔检测销161全部插入产品上的所述通孔106内,所述信号发生装置未产生警报信号,则证明该产品切割合格,所述定位销131与所述漏孔检测销161缩回,漏孔检测工序完成,所述机械手18将产品移动至所述下料工位8,减少了工作人员进行产品检验的工作,保证了产品的合格率。
43.参见图5所示,在每一所述切割工位上均设置有一移动小车14,设有所述定位销131的定位夹具13设置于所述移动小车14上。在所述激光切割生产线切换加工产品时,所述移动小车14带动所述定位夹具13、所述检测夹具16移出所述激光切割生产线进行更换,使所述激光切割生产线能够根据不同的产品及时进行调整。位于所述切割工位上的所述移动小车14与废料板链机15相连,便于切割后的废料能够集中排出。
44.在每一所述切割工位沿所述第二方向的两端均设有机械手18,所述机械手18能够实现在所述第一方向、所述第二方向与竖直方向上的自由移动。所述机械手18沿所述第一方向移动可将所述冲压成形件1在相邻的所述工位间移动。所述机械手18沿所述第二方向移动可带动所述机械手18上的抓手181朝向或背离位于所述定位夹具13上的冲压成形件1移动,从而抓取所述冲压成形件1。所述机械手18沿竖直方向移动可将所述冲压成形件1与所述定位夹具13相分离。
45.进一步优选地,所述激光切割生产线位于全密封防护罩内17,便于除尘,保证工作人员的工作环境干净整洁。
46.本实用新型中应用了具体实施例对本实用新型的原理及实施方式进行了阐述,以
上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。