1.本实用新型涉及汽车发动机缸体压铸技术领域,尤其涉及一种汽车发动机缸体压铸模具用夹具。
背景技术:
2.汽车发动机缸体是汽车结构中重要的零件,目前发动机缸体大多为铝合金的压铸件,该铸件中间凝固有多个镶嵌件,在该项目压铸生产过程中,镶嵌件需要稳定,准确的放入压铸模具中,然后启动压铸程序,浇注铝合金液体,铝合金冷却凝固后通过机械手加持压铸毛坯的料柄取出毛坯,并完成后续的加工得到需要的发动机下缸体产品。在当前的毛坯压铸工艺生产过程中,使用铁夹钳将镶嵌件一个一个加持装入压铸模具,导致如下技术问题:
3.生产效率低下;放入压铸模具过程中定位不够准确;镶嵌件温度损失迅速,产品质量合格率低下。
技术实现要素:
4.针对现有技术的不足,本实用新型的目的是提供一种汽车发动机缸体压铸模具用夹具,通过镶嵌件夹爪来对镶嵌件进行抓取,生产效率高。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种汽车发动机缸体压铸模具用夹具,包括连接臂、镶嵌件夹爪和料柄夹爪;所述料柄夹爪设置在所述连接臂的一侧,所述镶嵌件夹爪设置在连接臂相对的一侧。
7.进一步的,所述镶嵌件夹爪与所述料柄夹爪对称设置在所述连接臂的一端。
8.进一步的,所述料柄夹爪为第一卡盘,所述第一卡盘上的卡爪的夹持端设置有多个单向齿形牙,所述单向齿形牙的牙型向靠近所述第一卡盘一侧倾斜。
9.优选的,所述第一卡盘为三爪气动卡盘,包括第一气缸和三个第一卡爪,第一气缸驱动三个第一卡爪运动,所述第一卡爪上的夹持端设置有多个单向齿形牙,所述单向齿形牙的牙型向靠近所述第一卡盘一侧倾斜。
10.进一步的,所述镶嵌件夹爪包括多个第二卡盘,多个所述第二卡盘与镶嵌件安装位置相对应,多个所述第二卡盘设置在横板上,横板设置在连接臂上,横板位于连接臂上与所述料柄夹爪相对的一侧。
11.进一步的,所述第二卡盘的卡爪上的夹持面与镶嵌件的被夹持面相适配。
12.进一步的,所述第二卡盘为五个,五个所述第二卡盘设置在横板的长度方向上,所述横板的长度方向与所述连接臂的轴向相垂直。
13.优选的,所述第二卡盘为两爪气动卡盘,两爪气动卡盘的两个卡爪对称设置。
14.进一步的,所述两个卡爪的夹持端的端面与镶嵌件的被夹持面相适配。
15.进一步的,所述第二卡盘包括第二气缸和两个第二卡爪,两个第二卡爪对称设置,所述第二气缸驱动所述两个第二卡爪,所述两个第二卡爪的夹持端的端面与镶嵌件的被夹
持面相适配。
16.本实用新型与现有技术相比的有益效果是:
17.本技术提供的一种汽车发动机缸体压铸模具用夹具,包括连接臂、镶嵌件夹爪和料柄夹爪;所述料柄夹爪设置在连接臂的一侧,所述镶嵌件夹爪设置在连接臂相对的一侧。通过设置在连接臂上的镶嵌件夹爪来对镶嵌件进行抓取,通过在连接臂上设置的料柄夹爪能够对缸体上的料柄进行抓取,提高了缸体压铸过程的生产效率。
附图说明
18.图1为本实用新型实施例的仰视结构示意图;
19.图2为本实用新型实施例的侧视结构示意图;
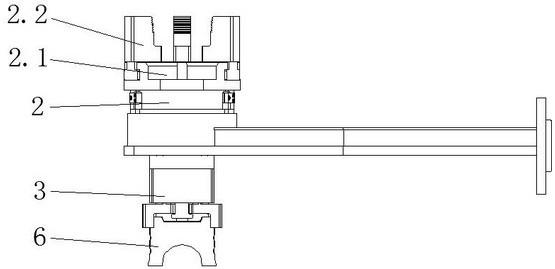
20.图3为本实用新型实施例的第一卡爪的结构示意图;
21.图4为本实用新型实施例的第二卡爪的结构示意图。
22.图中:1、连接臂,2、第一卡盘,2.1、第一气缸、2.2、第一卡爪,2.3、单向齿形牙,3、第二卡盘、3.1、第二气缸,3.2、第二卡爪,3.3、夹持面,4、横板,5、法兰盘,6、镶嵌件。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进型清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
24.实施例1
25.如图1
‑
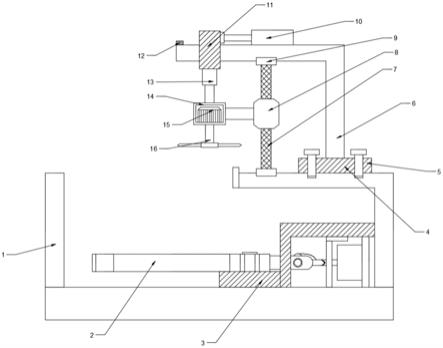
4所示,一种汽车发动机缸体压铸模具用夹具,用于汽车发动机气缸压铸机的机械手上,包括:连接臂1,通设置在其一端的法兰盘5与机械手臂连接,实现多轴运动;料柄夹爪,固定设置在连接臂1的一侧,用于夹取缸体上的料柄,并将压铸了镶嵌件6的缸体从压铸模具中取出;以及镶嵌件夹爪,固定设置在连接臂1相对的一侧,用于夹取镶嵌件6,并将镶嵌件6放入到缸体中。上述技术方案通过在连接臂1的正反两方向固定设置料柄夹爪与镶嵌件夹爪,通过设置在连接臂1上的镶嵌件夹爪来对镶嵌6件进行抓取,实现将镶嵌件6压铸到缸体的过程中的夹取作业,通过在连接臂1上设置的料柄夹爪能够对缸体上的料柄进行抓取,提高了缸体压铸过程的生产效率。另外,镶嵌件夹爪与料柄夹爪共同利用一个连接臂1与机械手臂连接,其结构紧凑,降低了生产成本。
26.本实施例的镶嵌件夹爪与料柄夹爪对应设置在所述连接臂1一端的正反两侧,优选的,镶嵌件夹爪与料柄夹爪对称设置在所述连接臂1一端的正反两侧,对称设置有助于连接臂1的运动平稳。
27.所述料柄夹爪为第一卡盘2,需要说明的是第一卡盘2可以为气动也可以为电动或液压卡盘,本实施例中所述第一卡盘2为三爪气动卡盘,此外,第一卡盘2也可以为气动四爪卡盘,可以理解的是,本实用新型的第一卡盘2不限于此,只要能够自动夹持住缸体上的料柄即可。
28.所述第一卡盘2上的卡爪上的夹持端设置有多个单向齿形牙2.3。所述单向齿形牙2.3的牙型向靠近第一卡盘2一侧倾斜,需要说明的是,牙型倾斜设置有利于更好的抓取料柄。
29.本实施例中的第一卡盘2包括第一气缸2.1和三个第一卡爪2.2,第一气缸2.1和三个第一卡爪2.2对应安装在第一卡盘2上,第一气缸2.1驱动三个第一卡爪2.2运动,从而实现取放所述料柄。第一卡爪2.2上的夹持端设置有多个单向齿形牙2.3。所述单向齿形牙2.3的牙型向靠近第一卡盘2一侧倾斜。
30.使用时,第一气缸2.1与第一卡爪2.2之间使用螺栓固定,当正向进气时,三个第一卡爪2.2向圆心运动,夹住料柄;当反向进气时,松开料柄,零件脱离料柄夹爪。每个夹爪为八个单向锯齿牙口,该结构对于夹紧所述料柄不松动稳定可靠。
31.所述镶嵌件夹爪包括多个第二卡盘3,多个所述第二卡盘3之间的位置与所述镶嵌件6在所述缸体内的安装位置相对应,多个所述第二卡盘3固定设置在横板4上,横板4用于承载支撑并定位多个第二卡盘3,保证多个第二卡盘3的位置与缸体内的多个镶嵌件6的位置相适配,横板4固定设置在连接臂1上,横板4位于连接臂1上与料柄夹爪相对的一侧。多个第二卡盘3的设置能够同时夹取多个镶嵌件6,提高了生产效率。
32.所述第二卡盘3的卡爪的夹持端设置有与镶嵌件6的被夹持侧相匹配的仿形结构(即所述第二卡盘3的卡爪的夹持端的夹持面3.3与镶嵌件6的被夹持面相适配)。仿形结构的设置能够实现镶嵌件6的夹紧定位稳定可靠。
33.本实施例中的镶嵌夹爪包括五个第二卡盘3,五个所述第二卡盘3设置在横板4的长度方向上,所述横板4的长度方向与所述连接臂1的轴向相垂直。
34.需要说明的是,第二卡盘3可以为气动也可以为电动或液压卡盘,可以理解的是,本实用型的第二卡盘3不限于此,只要能够实现自动夹取镶嵌件6即可。
35.本实施例中的第二卡盘3为两爪气动卡盘,具体的,第二卡盘3包括第二气缸3.1和两个第二卡爪3.2,第二气缸3.1和两个第二卡爪3.2对应安装在第二卡盘上,其中两个第二卡爪3.2对称设置在第二卡盘上。第二气缸3.1驱动两个第二卡爪3.2运动,第二气缸3.1正反向进气实现两个第二卡爪3.2同向与反向动作,从而完成镶嵌件6的夹紧和松开。
36.两个第二卡爪3.2的夹持端的夹持面3.3与镶嵌件6的被夹持面相适配。
37.需要说明的是,本实施例中的三爪气动卡盘(mhs2
‑
50d)与两爪气动卡盘(jgz160
‑
1)均可以在市场上或者私人订购所得。
38.使用时,本实施例中的镶嵌件夹爪与料柄夹爪通过各自的气缸和压铸机上的电信号实现控制,首先由镶嵌件夹爪一次性抓取五个镶嵌件6放入压铸模具,然后合模,通过料缸浇注入铝合金液体,缸体在模具内部成型冷却后,模具开模,然后由料柄夹爪抓取缸体上的料柄将缸体取出。
39.本实施例与现有技术相比的有益效果是:
40.1.通过设置在连接臂上的五个第二卡盘来对镶嵌件进行抓取,由于五个 镶嵌件同时放入模具中,缩短了生产周期,提高镶嵌件6定位的可靠性,提高质量的同时提高了劳动生产率;
41.2.通过镶嵌件夹爪与料柄夹爪对称设置在所述连接臂一端的正反两侧,连接臂与机械手臂连接,镶嵌件夹爪与料柄夹爪共同利用一个机械手臂,提高了生产效率,降低了生产成本。
42.3.通过在第一卡爪2.2上的夹持端设置有多个向靠近第一卡盘2一侧倾斜的单向齿形牙2.3,能够更好的抓取料柄。
43.4.两个第二卡爪3.2的夹持端的夹持面3.3与镶嵌件6的被夹持面相适配(即第二卡爪3.2的夹持端设置有与镶嵌件6的被夹持侧相匹配的仿形结构),能够实现镶嵌件6的夹紧定位稳定可靠。
44.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。