1.本发明涉及一种绞线技术,具体涉及一种用于绞线系统的线盘移动装置及包括该线盘移动装置的绞线系统。
背景技术:
2.在电线电缆等行业,应用绞线机将多根单支或多根导线扭成一股,是常用的工艺;因此,绞线机也是常用的设备之一。按绞线方式,绞线机可以分为单绞机、对绞机、高速绞线机、退扭机、笼式绞线机、框式绞线机、管式绞线机及盘式绞线机等。
3.如图1
‑
1、1
‑
2至图1
‑
3,图1
‑
1为现有框式绞线机的俯视结构示意图,图1
‑
2和图1
‑
3为框式绞线机中的翻盘机构2的两种状态示意图,分别示意了翻盘机构2与框式绞线主体1之间不同状态的情形。框式绞线机包括配合使用的框式绞线主体1和翻盘机构2。框式绞线主体1包括整体为圆柱形的框架,在周向方向上均匀布置多排安装架(图中结构示意了3排安装架);在轴线方向上,每排导线盘固定排设置有多个导线盘安装座(图中结构示意了4个导线盘安装座),用于安装导线盘。翻盘机构2包括翻转板和翻转驱动装置(气缸、油缸或其他动力装置),翻转板设置有定位导线盘的结构,数量与安装架的四个导线盘安装座对应;通过翻转驱动装置可以使翻转板翻转与安装架配合,将安装架上空线的导线盘(实际上,不一定没有导线,也可能基于其他原因,需要进行更换,为了描述的方便,统称为空线的导线盘)接下,实现下盘操作;或将满线的导线盘推送到安装架上,然后在安装固定在框式绞线主体1的安装座上,实现上盘操作。
4.利用该框式绞线机的具体过程如下:
5.1、旋转框式绞线主体1的圆柱形的框架,使适当的安装架与翻盘机构2对应;
6.2、将满线的导线盘顺序放置在翻转板的相应定位机构中;
7.3、通过翻转驱动装置,使翻转板翻转,将翻转板上的满线导线盘上推至相应安装架的4个导线盘安装座上,然后将导线盘固定,实现上盘操作;
8.4、旋转框式绞线主体1的圆柱形的框架,使另一个安装架与翻盘机构2对应;同时通过翻转驱动装置复位;
9.5、将满线的导线盘顺序放置在翻转板的相应定位机构中;
10.6、通过翻转驱动装置,使翻转板翻转,使翻转板上的满线导线盘上推至相应安装架的四个导线盘安装座上,然后将导线盘固定,实现上盘操作;
……
11.如此往复操作,将12个导线盘全部固定在导线盘安装座。
12.在进行绞线操作之后,还需要通过基本相同的方式,将12个空线的导线盘卸下(下盘操作),然后再将12个满线的导线盘安装固定(上盘操作)。
13.在进行下盘/上盘操作时,需要进行经过多次循环(如果需要安装更多个导线盘,需要更多次的循环操作),才能将框式绞线机主体的多个线盘进行更换,这就导致下盘/上盘操作效率特别低,还需要人工频率搬移较重的导线盘(满线的导线盘重量近1吨重),导致劳动强度大。
14.另外,利用现有技术进行上盘等导线盘更换操作前,需要在框式绞线机附近堆放满线的导线盘;在进行下盘等导线盘更换操作后,在框式绞线机附近也会堆放空线的导线盘。导线盘的堆放就会占用较大的空间,导致绞线机工作环境拥挤,生产安全隐患增加。
15.如何解决现有技术中导线盘更换操作的问题,是当前本领域技术人员需要解决的问题。
技术实现要素:
16.基于现有技术存在的问题,本发明的一个目的在于,提供一种绞线系统的导线盘更换装置,以降低导线盘更换操作的劳动强度,提高导线盘更换操作效率,减少工作空间无效占用,改善绞线系统工作环境。
17.进一步的目的是,提供一种包括上述导线盘更换装置的绞线系统。
18.本发明提供的绞线系统的导线盘更换装置,包括储盘机构和移盘机构;储盘机构包括储盘架,储盘架上形成至少一个线盘通道,线盘通道设置有与导线盘配合的导线盘滚道;每个线盘通道至少具有二个导线盘的放置空间;这样,可以在储盘机构预先存放满线的导线盘,也可以存储下盘操作后空线的导线盘,进而减少框式绞线机附近也会堆放空线的导线盘或满线的导线盘,减少工作空间无效占用,改善绞线机工作环境。另外,从储盘架上移动或移转导线盘,也可以降低导线盘更换操作的劳动强度,减少车间内起重装备的使用。
19.移盘机构包括固定轨道座、推盘移动块和线盘推杆,固定轨道座与推盘移动块在横向方向上可移动配合;线盘推杆内端安装在推盘移动块上,外端伸出,以推动导线盘移动;线盘推杆与线盘通道对应,以推动从线盘通道移出的导线盘移动。这样可以利用移盘机构推动导线盘滚动,降低导线盘更换操作的劳动强度或减少车间内起重装备的使用。
20.另外,移盘机构和储盘机构的配合,可以使导线盘的移动或移转更加的快捷和方便,也能够提高导线盘的更换效率。
21.进一步的技术方案中,线盘推杆内端可缩地安装在推盘移动块上。这样线盘推杆就有两种状态,缩回状态和伸出状态,缩回状态时,可以避免线盘推杆与导线盘之间的干涉,方便移盘机构的推盘移动块复位;伸出状态可以使线盘推杆与导线盘的中孔或边缘相抵触,以推动导线盘滚动。
22.进一步的技术方案中,固定轨道座与推盘移动块之间还设置有驱动机构。这样可以使移盘机构更加省力,降低劳动强度或减少车间内起重装备的使用,并可以为移盘机构的自动化操作的实现提供前提,提高导线盘更换操作的效率。
23.进一步优选技术方案中,在延伸方向上,导线盘滚道高度逐渐下降。这样可以利用导线盘滚道形成倾斜性,利用导线盘自身重力在导线盘滚道延伸方向的分力,使导线盘可以自动从储盘机构中滚动,并移动至指定位置,这样可以更大幅度地提高导线盘更换效率,减少更换操作劳动强度,减少车间内起重装备的使用。
24.进一步的技术方案中,包括两个储盘机构,移盘机构位于两个储盘机构之间;一个储盘机构中,导线盘滚道远离移盘机构一端高于另一端的高度,形成上盘储盘机构;另一个储盘机构中,导线盘滚道远离移盘机构一端低于另一端的高度,形成下盘储盘机构。这样,在进行导线盘更换操作过程中,下盘操作后空线的导线盘可以直接移到并利用导线盘滚道滚动并存储到下盘储盘机构中;同时,可以使上盘储盘机构中的导线盘自动滚动并移出上
盘储盘机构并滚动到预定的翻盘机构中,进而可以更大幅度地提高导线盘更换效率,减少更换操作劳动强度,减少车间内起重装备的使用。
25.进一步的技术方案中,上盘储盘机构中导线盘滚道的坡度小于上盘储盘机构中导线盘滚道的坡度。由于满线的导线盘重量大于空线的导线盘,可以控制导线盘在上盘储盘机构中滚动速度,同时保持在下盘储盘机构中导线盘自动滚动效果,在保证导线盘滚动安全性的同时,保证上盘和下盘操作的衔接性。
26.进一步的技术方案中,储盘架设置有可伸缩的定位销。在适当位置,设置适当数量定位销可以实现对导线盘的定位,以控制上盘或下盘操作过程中导线盘的位置,控制导线盘更换操作的进程。
27.进一步的技术方案中,储盘架至少一侧形成与线盘通道相通供导线盘进出线盘通道的窗口。这样可以在储盘架侧方移出或移入导线盘提供更多操作位置,进而方便导线盘更换操作的灵活性。
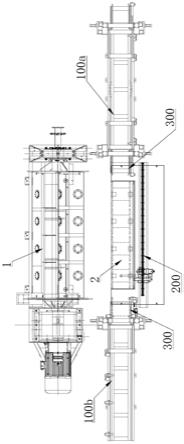
28.进一步的技术方案中,储盘架至少形成两层上下布置的线盘通道;还包括升降装置,升降装置包括升降架、线盘托架和升降驱动组件,线盘托架与升降架固定;升降架与储盘架之间在上下方向上可移动配合;升降驱动组件设置在升降架与储盘架之间,以驱动升降装置相对于储盘架上下移动。设置多层线盘通道可以根据绞线系统的需要,预先储存适当数量的、满线的导线盘,或为下盘操作后存放空线的导线盘提供足够的空间位置。
29.基于上述导线盘更换装置,提供的绞线系统包括配合使用的绞线主体和翻盘机构,还包括上述任一种绞线系统的导线盘更换装置,翻盘机构与储盘机构的线盘通道相对应,线盘推杆的外端伸至翻盘机构的上方。即绞线主体、翻盘机构可以和上述导线盘更换装置配合使用,同样可以达到降低导线盘更换操作的劳动强度,提高导线盘更换操作效率,减少工作空间无效占用,改善绞线机工作环境等目的。
附图说明
30.参照描述本发明具体实施方式具体结构的附图,可以更方便地进一步描述本发明,其中,以相应的部分代替全部。应当说明的是:本发明的其它布置是可能的,因此附图的特殊性不应仅理解为能够取代本发明的一般性描述。
31.图1
‑
1为现有框式绞线机的俯视结构示意图;
32.图1
‑
2和图1
‑
3为框式绞线机中的翻盘机构2的两种状态示意图,分别示意了翻盘机构2与框式绞线主体1之间不同状态的情形;
33.图2为本发明提供的绞线系统的整体布局图;
34.图3
‑
1为储盘机构100主视结构示意图;
35.图3
‑
2为储盘机构100一个角度的立体结构示意图;
36.图3
‑
3为储盘机构100另一个角度的立体结构示意图;
37.图4
‑
1为移盘机构200上视结构示意图(以使用状态为参照);
38.图4
‑
2为移盘机构200的立体结构示意图。
具体实施方式
39.为了便于理解,本部分中,在对绞线系统描述的同时,对本发明提供的绞线系统的
导线盘更换装置的技术方案进行描述,不再单独描述导线盘更换装置。
40.应当说明的是:
41.1、如无特别说明,本部件中的方位词以对应示意图为参考确定。
42.2、为了便于理解,图中用虚线示意出导线盘的轮廓,但导线盘本身不应当解释为对本专利保护范围的限制。
43.请参考图2,该图为本发明提供的绞线系统的整体布局图。图2所示的绞线系统中,除了包括翻盘机构2与框式绞线主体1之外,还包括导线盘更换装置,导线盘更换装置包括两个储盘机构100和一个移盘机构200。其中,翻盘机构2与框式绞线主体1位置相对应,以便于将框式绞线主体1上空线的导线盘500接下,或将满线的导线盘500推送到框式绞线主体1的相应位置。移盘机构200位于翻盘机构2的下侧,两个储盘机构100分别位于移盘机构200左右两侧,并分别与翻盘机构2左右两端相对。
44.为了描述的方便,两个储盘机构100分别用100a(图2中右侧)和100b(图2中左侧)指示,分别表示上盘储盘机构100a和下盘储盘机构100b。
45.两个储盘机构100可以相同,其具体结构可以参考图3
‑
1至3
‑
3。图3
‑
1为储盘机构100主视结构示意图,图3
‑
2为储盘机构100一个角度的立体结构示意图,图3
‑
3为储盘机构100另一个角度的立体结构示意图。
46.储盘机构100包括储盘架110,储盘架110上形成3个线盘通道111,图中实施例形成架体结构的线盘通道111。本领域技术人员可以理解,也可以根据实际需要形成箱体或壳体结构的线盘通道111。如图所示,线盘通道111设置有与导线盘500配合的导线盘滚道112。本实施例中,导线盘滚道112位于线盘通道111下部两侧架体骨架上台阶结构上,并与导线盘500两个边沿配合。可以理解,导线盘滚道112也可以和导线盘500的其他部分(中间部或中间孔的两端的凸台等等)配合。在储盘架110形成为箱体或壳体结构的线盘通道111时,也可以是具有一定宽度的轨道面。
47.本实施例中,每个线盘通道111至少具有四个导线盘500的放置空间。如图3
‑
1至3
‑
3所示意中实施例,一个储盘架110共可以存放12个导线盘500。
48.请参考图4
‑
1和图4
‑
2,图4
‑
1为移盘机构200上视结构示意图(以使用状态为参照),图4
‑
2为移盘机构200的立体结构示意图。移盘机构200包括固定轨道座210、推盘移动块220和线盘推杆230。固定轨道座210与推盘移动块220在横向方向上可移动配合,即推盘移动块220可以相对于固定轨道座210在图2中粗线箭头方向移动。固定轨道座210与推盘移动块220之间可以形成滑轨式移动配合,也可以形成滚动轨道的移动式配合,也可以二者兼有。
49.线盘推杆230内端安装在推盘移动块220上,以随推盘移动块220在横向方向移动。线盘推杆230外端伸出,以推动导线盘500移动。线盘推杆230与线盘通道111对应,以推动从线盘通道111移出的导线盘500。线盘推杆230推动导线盘500移动时,可以从外侧通过与导线盘500边沿抵触的方式推动导线盘500滚动。
50.本实施例中,固定轨道座210与推盘移动块220之间设置有传动机构(配合使用的齿轮与齿条)和动力机构(电机),可以通过动力机构驱动齿轮旋转,使推盘移动块220可以相对于固定轨道座210在横向方向上移动。当然,可以理解,也可以设置其他的传动机构及适合的动力机构(滑轮机构、液压机构等等),实现相应的目的。
51.利用上述包括导线盘更换装置的绞线系统进行上盘操作时,就可以在上盘储盘机构100a预先存放满线的导线盘500;进行下盘操作时,就可以在下盘储盘机构100b存储下盘操作后空线的导线盘,进而减少框式绞线机附近堆放的空线的导线盘或满线的导线盘,减少工作空间无效占用,改善绞线系统工作环境。另外,从储盘架110上移动或移转导线盘,也可以降低导线盘更换操作的劳动强度,减少车间内起重装备的使用。
52.另外,利用移盘机构200推动导线盘滚动,可以降低导线盘更换操作的劳动强度,或减少车间内起重装备的使用。移盘机构200和储盘机构100的配合,可以使导线盘500的移动或移转更加的快捷和方便,能够大幅度提高导线盘的更换效率。
53.再参考图4
‑
2,优选技术方案中,线盘推杆230内端能够可缩地安装在推盘移动块220上。这样,线盘推杆230就有两种状态:缩回状态和伸出状态。缩回状态时,可以避免线盘推杆230与导线盘500之间的干涉,方便移盘机构200的推盘移动块220复位;伸出状态时,可以使线盘推杆230与导线盘500的中孔或边缘相抵触,以推动导线盘滚动。
54.线盘推杆230推动导线盘500移动时,可以通过插入导线盘500的中间孔,也可以从外侧通过与导线盘500边沿抵触的方式推动导线盘500滚动。同时,为了方便线盘推杆230的伸缩运作,本实施例中,推盘移动块220可以设置气缸,以推动线盘推杆230伸出或缩回。当然,也可以设置相应的弹簧,实现线盘推杆230的自动复位,也可以设置其他实现线盘推杆230伸缩的机构,如齿轮齿条、蜗轮蜗杆或设置适当的连杆机构。
55.可以理解,固定轨道座210与推盘移动块220之间设置有驱动机构,设置使推盘移动块220伸缩的气缸,可以使移盘机构200更加省力,降低劳动强度,减少车间内起重装备的使用,并可以为移盘机构200的自动化操作的实现提供前提,提高导线盘更换操作的效率。
56.请再参考图3
‑
1至3
‑
3,在延伸方向上,导线盘滚道112高度逐渐下降(以图3
‑
1为参考,从左向右逐渐下降)。这样可以利用导线盘滚道112形成倾斜性或坡度,利用导线盘500自身重力在导线盘滚道112延伸方向的分力,使导线盘500可以自动从储盘机构100中滚动,并移动至指定位置。
57.下面结合图3
‑
1,以图为2参照对如何利用导线盘滚道112倾斜性的原理进行说明。上盘储盘机构100a中,其导线盘滚道112远离移盘机构200一端高于另一端的高度;下盘储盘机构100b中,其导线盘滚道112远离移盘机构200一端低于另一端的高度。
58.在进行上盘操作时,对于上盘储盘机构100a而言,在释放锁止或定位机构之后,导线盘500可以利用导线盘滚道112的倾斜性,自动从上盘储盘机构100a中向左滚动,并到达翻盘机构2;然后利用移盘机构200的线盘推杆230推动导线盘500继续左移,并到达预定位置。在进行下盘操作时,可以利用移盘机构200的线盘推杆230将翻盘机构2卸下的、空线的导线盘500向左推动并到达下盘储盘机构100b。在下盘储盘机构100b中,导线盘500可以利用导线盘滚道112倾斜性,自动从下盘储盘机构100b向左滚动,并到达预定位置。
59.这样就可以更大幅度地提高导线盘的更换效率,减少更换操作劳动强度,减少车间内起重装备的使用。
60.本实施例中,上盘储盘机构100a中导线盘滚道112的坡度小于上盘储盘机构100a中导线盘滚道112的坡度。由于满线的导线盘500重量大于空线的导线盘500,这样可以控制导线盘500在上盘储盘机构100a中滚动速度,同时保持在下盘储盘机构100b中导线盘自动滚动效果,在保证导线盘滚动安全性的同时,保证上盘和下盘操作的衔接性。
61.为了控制上盘或下盘操作过程中导线盘500的位置,控制导线盘更换操作的进程,储盘架110可以设置可伸缩的定位销113。在适当位置,设置适当数量定位销113可以实现对导线盘500的定位。当然定位销113伸缩可以利用适当的动力机构控制,可以是弹簧或气缸等等。
62.请参考图3
‑
1,储盘架110至少一侧形成与线盘通道111相通供导线盘500进出线盘通道111的窗口114。这样在工作场所比较狭窄的情况下,可以在储盘架110侧方移出或移入导线盘500提供更多操作位置,进而方便导线盘更换操作的灵活性。
63.如图3
‑
1至3
‑
3,本实施例中,储盘架110形成3层上下布置的线盘通道111。为了方便不同层线盘通道111中导线盘500上下移动,储盘机构100还可以包括升降装置300。升降装置300包括升降架310、线盘托架320和升降驱动组件330。线盘托架320与升降架310可以固定相连。升降架310与储盘架110之间在上下方向上可移动配合(可以是滑动配合,或滚动配合)。升降驱动组件330设置在升降架310与储盘架110之间,以驱动升降装置300相对于储盘架110上下移动。
64.升降驱动组件330可以为气缸,并可以利用气缸的气体可压缩性产生对导线盘500的缓冲。当然,升降驱动组件330也可以是其他具体结构,如液压元件、齿轮齿条、蜗轮蜗杆等等。
65.可以理解,根据实际需要,可以设置适当层数的导线盘滚道112以满足绞线系统的需要,预先储存适当数量的、满线的导线盘,或为下盘操作后存放空线的导线盘提供足够的空间位置。
66.再参考图2,储盘机构100包括升降装置300时,可以根据实际需要,设置升降装置300的具体位置。上储盘机构的升降装置300和下储盘机构的升降装置300可以均靠近翻盘机构2设置,也可以分别远离翻盘机构2设置,还可以一个靠近翻盘机构2设置和远离翻盘机构2设置。
67.虽然在上述描述中已经描述了本发明的优选实施例,但是相关技术领域的技术人员可以理解,在不脱离本发明所要求的范围的情况下,可以在设计、构造或操作的细节上进行许多变化或修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。