1.本实用新型属于锂离子电池技术领域,具体涉及一种便于极耳柔性支撑的电池组及焊接辅助治具。
背景技术:
2.从国内外市场发展来看,锂离子电池组的市场份额不断提升,市场对于电池组结构提出更多更高的要求。现有锂离子电池组的极耳焊接需要稳固的支撑结构方可获得高质量的焊接效果,但由于一些高能量密度电池包空间结构的限制,电池结构难以有效支撑极耳。
技术实现要素:
3.本实用新型第一目的是提供一种便于极耳柔性支撑的电池组,可以实现对极耳的柔性支撑,保障极耳彼此间的焊接质量和效率。本实用新型第一目的由以下技术方案实现:
4.一种便于极耳柔性支撑的电池组,包括排列设置的至少一个电芯组模块,电芯组模块包括若干个层叠设置的电芯;其特征在于,还包括转接板及转接板支撑件,所述转接板支撑件固定设置于所述至少一个电芯组模块的至少一组相对的两侧面上,所述转接板的端部固定连接于转接板支撑件,且转接板与电芯的顶封区之间形成间隔;所述转接板上对应电芯组模块的各极耳开设有极耳插孔。
5.具体地,所述转接板与电芯的顶封区之间形成0.5
‑
2mm的间隔。
6.具体地,所述转接板包括位于上层的pcb板和位于下层的绝缘板。
7.具体地,所述电池组还包括极耳连接片,所述转接板上还设置有用于装配所述极耳连接片的连接片装配孔。
8.具体地,所述电池组还包括极性相反的第一总电极和第二总电极。
9.具体地,所述层叠设置的电芯的主体部彼此间设置有泡棉层。
10.具体地,所述支撑件为两个侧护板,两个侧护板分别贴设于电芯组模块的电芯层叠方向的前后两侧,两个侧护板位于极耳侧的端部高于电芯的顶封区,所述转接板的两端固定连接于两个侧护板位于极耳侧的端部。
11.具体地,所述至少一个电芯组模块为并排设置的两个以上的电芯组模块,各电芯组模块的同一侧共用一个侧护板。
12.本实用新型第二目的是提供一种焊接辅助治具,专门针对上述电池组的结构,为上述电池组提供辅助定位。本实用新型第二目的由以下技术方案实现:
13.一种焊接辅助治具,包括用于将所述侧护板压紧于电芯组模块侧面的侧包围组件、及用于将所述转接板边缘压紧于两个侧护板位于极耳侧端部的盖板。
14.具体地,所述侧包围组件包括三侧面包围结构及独立侧压板,三侧面包围结构由前侧板、左侧板、右侧板预先组装构成,独立侧压板可分离地设置于三侧面包围结构的侧向开口出,独立侧压板与三侧面包围结构彼此间设置有第一锁扣机构。
15.本实用新型的有益效果包括:转接板支撑件及转接板构成的柔性支撑机构一方面可以对每个极耳进行独立柔性支撑,另一方面,由于转接板与电芯的顶封区存在间隔,焊接过程中压头可对转接板施加其弹性变形范围内的压力,调控其形变以及极耳间隙,便于焊接,此设计特别适用于结构空间非常有限的电池组结构。此外,本实用新型提供的焊接辅助治具便于将柔性支撑机构定位至电芯组模块上,便于电池组的组装同时为极耳的焊接提供便利。
附图说明
16.图1为每个电芯组模块的立体图。
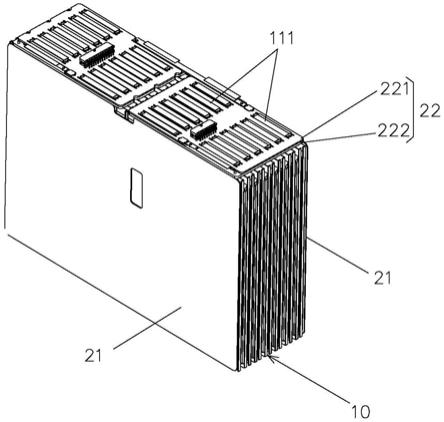
17.图2为本实用新型实施例提供的电池组的立体图。
18.图3为本实用新型实施例提供的电池组的剖视图。
19.图4为本实用新型实施例提供的电池组中转接板的立体图。
20.图5为本实用新型实施例提供的电池组设置了极耳连接片及总电极的立体图。
21.图6为本实用新型实施例提供的电池组及定位辅助治具的分解图。
具体实施方式
22.下面结合附图对本实用新型的具体实施方式作进一步说明,为了便于说明,本技术中可能会对方位进行定义,这些方位的定义仅仅为了便于清楚地描述相对的位置关系,并不用于对装置在生产、使用、销售等过程中实际方位的限制。下面结合附图对本实用新型的具体实施方式作进一步说明:
23.实施例一
24.如图1所示为两个电芯组模块10,每个电芯组模块包括若干个层叠设置的电芯11,各电芯的极耳111朝向同一面,以供后续进行适应性的弯折(图1中已经进行了弯折)及彼此间串并联的焊接。本实施例中,层叠设置的电芯主体部彼此间设置有泡棉层12,用于实现电芯主体部彼此间的缓冲。
25.结合图2和图3所示,本实施例提供的电池组,包括至少一个电芯组模块10、两个侧护板21及转接板22。两个侧护板21分别贴设于电芯组模块10的电芯层叠方向的两侧,侧护板21材质为环氧树脂,两个侧护板21位于极耳侧的端部高于电芯11的顶封区(所述顶封区,是指电芯本体进行封装时,供极耳伸出的顶端封装部位),转接板22的两端支撑于两个侧护板21位于极耳侧的端部,使得转接板22与电芯11的顶封区之间形成0.5
‑
2mm的间隔。本实施例中,至少一个电芯组模块10的同一侧共用一个侧护板21。
26.结合图2和图3所示,本实施例中的转接板22包括位于上层的pcb板221和位于下层的绝缘板222。如图4所示,转接板22上对应电芯组模块的各极耳,开设有极耳插孔220,供电芯组模块10的各极耳穿插并伸出转接板22顶部,伸出的极耳部分用于进行弯折及后续焊接。
27.参见图5,本实施例提供的电池组还包括极耳连接片228,结合图4所示,转接板22上还设置有连接片装配孔229,用于装配极耳连接片228,极耳连接片228用于辅助实现电芯极耳间的串联或并联连接(根据实际应用需求而设置)。本实施例提供的电池组还包括极性相反的第一总电极227和第二总电极226,用于连接至少一个电芯组模块的电芯串联或并联
后的总输入输出端。
28.上述实施例提供的电池组中,侧护板21及转接板22构成的柔性支撑机构一方面可以对每个极耳进行独立柔性支撑,另一方面,由于转接板22与电芯11的顶封区存在间隔,焊接过程中压头可对转接板22施加其弹性变形范围内的压力,调控其形变以及极耳间隙。
29.参见图6所示,本实施例还提供将侧护板21及转接板22定位于电芯组模块上的定位辅助治具,以便进行极耳焊接。该定位辅助治具包括用于将侧护板21压紧于电芯组模块侧面的侧包围组件51、及用于将转接板22边缘压紧于两个侧护板21位于极耳侧端部的盖板52。具体地,侧包围组件51包括三侧面包围结构511及独立侧压板512,三侧面包围结构511由前侧板5111、左侧板5112、右侧板5113预先组装构成,独立侧压板512可分离地设置于三侧面包围结构511的侧向开口出,独立侧压板512与三侧面包围结构511彼此间设置有锁扣机构519。盖板52可分离地配合于侧包围组件51的上端开口,盖板52上开设有露出电芯组模块各极耳的窗口521,盖板52与侧包围组件51彼此间设置有锁扣机构529。
30.本实施例提供的电池组的组装过程,以及通过定位辅助治具对电池组进行焊接前辅助定位的过程如下:
31.1)堆叠电芯,形成如图1所示的至少一个电芯组模块;
32.2)电芯组模块两侧贴侧护板21;
33.3)将步骤2的产品装入三侧面包围结构511,并通过独立侧压板512压紧;保证侧护板受压力作用时,不会发生位置变化;
34.4)转接板22与电芯极耳穿插装配,装配完成后转接板22边缘被侧护板21顶部支撑,转接板22与电芯顶封区之间有至少1mm间隙,对电芯极耳形成柔性支撑;
35.5)根据串并需求折弯相应极耳;
36.6)在转接板22上方安装盖板52,压紧转接板22边缘位置;焊接过程中压头可对转接板22施加其弹性变形范围内的压力,调控其形变以及极耳间隙。
37.以上实施例仅为充分公开而非限制本实用新型,凡基于本实用新型的创作主旨、无需经过创造性劳动即可等到的等效技术特征的替换,应当视为本实用新型揭露的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。