1.本实用新型涉及强化偏光塑胶片加工设备。
背景技术:
2.偏光镜片是只允许自然界中某一特定偏振方向的光穿过的镜片。偏光镜片拥有由内而外的辨识度,能有效地排除和过滤光束中的散射光线和紫外光线,使光线能在正轨的透光轴投入眼睛视觉影像,使呈现出来的影像体验别有一番滋味,使视野清晰自然,使看到的事物更真实、清晰、自然,对色彩美学的把控堪称精妙,对眼睛起到很好的保护作用,适用于海上活动、滑雪、驾驶、钓鱼、草原上漫步等等。
3.传统技术中,偏光镜片是增加一层偏光膜来达到偏光效果,在制程中是先贴膜再强化。具体加工时,在贴膜前需要先压弯偏光膜,传统压弯制程是:先裁切30*30cm的整片偏光膜a进行冲压,如图1所示,在整片偏光膜a上冲压出若干压弯单元,再经过裁切形成若干偏光膜单元b。然后,将偏光膜单元b贴膜经注塑机注塑成型偏光镜片。最后,再对偏光镜片进行强化处理,制成强化偏光镜片。
4.现有的制程相当繁琐;压弯制程需要制作各种规格的公母模具,每套模具费用大概为7万元人民币左右,压弯后再裁型,操作不方便,还会产生约 25%
‑
35%的边角料,造成很大浪费;偏光贴膜后再强化,强化效果欠佳,镜片表面硬度低,不耐冲击,强化药水引起的彩虹现象明显。
5.另外,有的镜片生产厂家在过去过量生产非偏光镜片(pc片和pax片),而今市场发生变化,人们对偏光镜片的需求日异增长,对非偏光镜片的需要逐渐减少,过去生产的非偏光镜片长久未被合理利用出货,成为呆货,造成库房积压,浪费原料,耗费人力。
6.有鉴于此,本发明人专门针对强化偏光镜片的制程进行研究,开发设计了一套新型加工设备,本案由此产生。
技术实现要素:
7.本实用新型的目的在于提供一种强化偏光塑胶片加工设备,以简化制程,提高生产效率,避免浪费,提高产品品质。
8.为了实现上述目的,本实用新型采用的技术方案如下:
9.强化偏光塑胶片加工设备,包括强化涂布机、烘干机、uv胶涂布机、偏光膜压弯机、贴合机和光固化箱;强化涂布机、烘干机和uv胶涂布机依次设置在贴合机的一侧,强化涂布机具有盛装强化液的槽体,强化涂布机的槽体上安装第一镜片架和第一涂布头,第一涂布头的位置正对第一镜片架上的镜片,uv胶涂布机上设有第二镜片架和第二涂布头,第二涂布头的位置正对第二镜片架上的镜片,强化涂布机、烘干机、uv胶涂布机和贴合机之间设有用于传送镜片的第一机械手;偏光膜压弯机设置在贴合机的另一侧,偏光膜压弯机和贴合机之间设有用于传送偏光膜的第二机械手,偏光膜压弯机包括机台、机台上盖、转盘、电机、传动箱、加热器、抽气泵、中控机和模碗;机台上盖以可翻转的方式盖在机台上,机台和机台
上盖对应开设用于上下料的操作口;机台上安装电机、传动箱、抽气泵、转盘和加热器,转盘和加热器位于机台和机台上盖之间,转盘的局部暴露在操作口;电机、加热器和抽气泵与中控机连接并由中控机控制工作,电机通过传动箱与转盘的转轴连接传动,使转盘以可旋转的方式安装在机台上;转盘上均匀分布地安装了若干模碗,模碗的碗口上罩有硅胶垫,模碗的碗口外边沿和硅胶垫上箍有固定环,借助固定环与模碗的碗口配合使硅胶垫固定在模碗的碗口,且硅胶垫与模碗之间形成密封气室,模碗的碗底形成进出气孔,进出气孔通过气管与抽气泵连接;光固化箱设置在贴合机的前侧,贴合机和光固化箱之间设有用于传送镜片的第三机械手。
10.所述硅胶垫上形成凹槽,用于定位放置偏光膜。
11.所述固定环的侧面形成螺纹通孔,螺钉旋拧在螺纹通孔中,且由螺钉锁紧硅胶垫。
12.所述模碗的碗底形成圆柱,圆柱的中心开设进出气孔。
13.所述转盘上布设两圈模碗,每圈设有15个模碗,转盘上共安装30个模碗。
14.所述操作口对应转盘设计呈扇形。
15.所述机台具有平台和环形侧壁,机台上盖铰接在环形侧壁上。
16.所述机台上盖的边沿设有一对把手,以方便将机台上盖翻转至开启或盖合。
17.采用上述方案后,本实用新型使用时,一方面将平整的偏光膜直接裁切成适合镜片大小的偏光膜单片,将裁切好的偏光膜单片放置在模碗的硅胶垫上,利用加热器使偏光膜单片升温,再利用抽气泵进行抽气将硅胶垫吸附在模碗上,使偏光膜单片随硅胶垫而变形,实现偏光膜单片的压弯制作;另一方面,将非偏光镜片经强化涂布机和烘干机进行强化处理,再经uv胶涂布机上胶;然后,将上胶的强化非偏光镜片与压弯的偏光膜单片,经贴合机贴合在一起,再经光固化箱固化,制成强化偏光塑胶镜片。
18.本实用新型既可节省传统压弯方式中浪费的25%
‑
35%的边角料,又可节省传统压弯方式中所产生的各种巨额模具费以及人员等成本,将每套7万元的模具费用降至每个3000元的模碗费用,大大节约成本,提高生产效率,还可以有效消化原有非偏光镜片的库存,二次利用制作新型偏光片,避免浪费。
19.总之,本实用新型节省财力物力人力,简化了传统偏光片生产制程,可利用非偏光库存片再加工,适合任意规格非偏光镜片结合偏光膜,提高偏光效果,光学度数稳定,先强化再贴偏光膜的制程使镜片强化效果好,镜片表面硬度高,耐冲击性提高,还可避免强化药水引起的彩虹现象,提高产品品质。
20.以下结合附图及具体实施例对本实用新型做进一步详细说明。
附图说明
21.图1是传统压弯方式的流程示意图;
22.图2是本实用新型的结构示意图;
23.图3是偏光膜压弯机的结构示意图;
24.图4是模碗、固定环和硅胶垫正面示意图;
25.图5是模碗、固定环和硅胶垫背面示意图;
26.图6是使用本实用新型的压弯流程图。
27.标号说明:
28.整片偏光膜a,偏光膜单元b,偏光膜单片c;
29.偏光膜压弯机10:机台1,操作口11,平台12,环形侧壁13,机台上盖2,操作口21,把手22,转盘3,中控机4,模碗5,进出气孔51,气管 52,圆柱53,固定环6,螺纹通孔61,硅胶垫7,凹槽71;
30.强化涂布机20,烘干机30,uv胶涂布机40,贴合机50,光固化箱60,第一机械手70,第二机械手80,第三机械手90。
具体实施方式
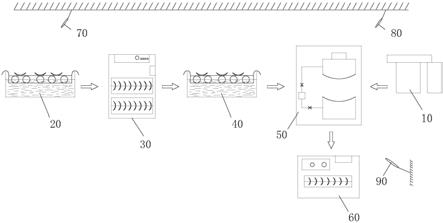
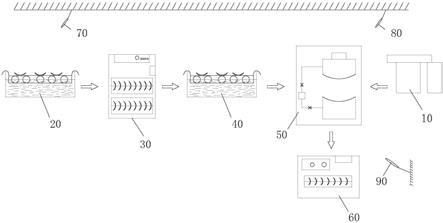
31.如图2至图5所示,是本实用新型揭示的强化偏光塑胶片加工设备,包括强化涂布机20、烘干机30、uv胶涂布机40、偏光膜压弯机10、贴合机50 和光固化箱60。
32.本实用新型分非偏光镜片强化、偏光膜压弯以及贴合三部分组成。
33.一部分是非偏光镜片的强化。强化涂布机20、烘干机30和uv胶涂布机 40依次设置在贴合机50的一侧。强化涂布机20具有盛装强化液的槽体,强化涂布机20的槽体上安装第一镜片架和第一涂布头,第一涂布头的位置正对第一镜片架上的镜片。烘干机30中安装红外线加热管。uv胶涂布机40上设有第二镜片架和第二涂布头,第二涂布头的位置正对第二镜片架上的镜片。强化涂布机20、烘干机30、uv胶涂布机40和贴合机50之间设有用于传送镜片的第一机械手70。
34.使用时,将非偏光镜片经强化涂布机20涂布强化液,再经烘干机30烘干,在非偏光镜片上形成强化层,完成对非偏光镜片的强化处理,再经uv 胶涂布机30上胶,由第一机械手70送至贴合机50中。
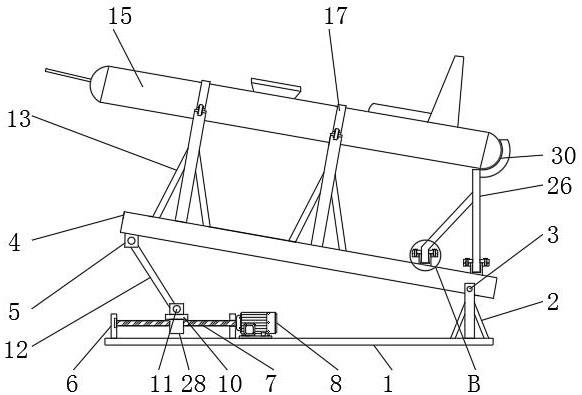
35.另一部分是偏光膜的压弯。偏光膜压弯机10设置在贴合机50的另一侧。偏光膜压弯机10和贴合机50之间设有用于传送偏光膜的第二机械手80。偏光膜压弯机10包括机台1、机台上盖2、转盘3、电机、传动箱、加热器、抽气泵、中控机4和模碗5,其中,电机、传动箱、加热器和抽气泵因位置隐蔽且为常见构件,图中未示出。
36.机台上盖2以可翻转的方式盖在机台1上,机台1和机台上盖2对应开设用于上下料的操作口11和21。为了方便组装各构件,优化结构是所述机台1具有平台12和环形侧壁13,机台上盖2铰接在环形侧壁13上。为了方便操作,所述机台上盖2的边沿设有一对把手22,以方便将机台上盖2翻转至开启或盖合。
37.机台1上安装电机、传动箱、抽气泵、转盘3和加热器,转盘3和加热器位于机台1和机台上盖2之间,转盘3的局部露在操作口11和21,以便上料和下料的操作。
38.中控机4与电机、加热器和抽气泵连接,并由中控机4控制电机、加热器和抽气泵工作与否。
39.电机通过传动箱与转盘3的转轴连接传动,使转盘3以可旋转的方式安装在机台1上。为了方便操作,所述机台1和机台上盖2的操作口11和21 对应转盘4设计呈扇形。
40.转盘3上均匀分布地安装了若干模碗5,具体地,此实施例在转盘3上布设两圈模碗5,每圈设有15个模碗5,转盘3上共安装30个模碗5。
41.模碗5的碗口上罩有硅胶垫7,模碗5的碗口外边沿和硅胶垫7上箍有固定环6,借助固定环6与模碗5的碗口配合,使硅胶垫7固定在模碗5的碗口,且硅胶垫7与模碗5之间形成密封气室,模碗5的碗底形成进出气孔 51,进出气孔51通过气管52与抽气泵连接,通过开启
抽气泵可将密封气室中气体向外抽,以带动硅胶垫7贴向模碗5的碗底,或关闭抽气泵使密封气室中停止抽气,硅胶垫7在自身弹性的作用下离开模碗5的碗底。为了方便定位偏光膜,硅胶垫7上还形成凹槽71用于放置偏光膜。为了使模碗5、硅胶垫7和固定环6装配更牢固,所述固定环6的侧面还形成螺纹通孔61,将螺钉旋拧在螺纹通孔61中,且由螺钉的内端锁紧硅胶垫7。为了连接方便,所述模碗5的碗底形成圆柱53,圆柱53的中心开设进出气孔51,气管52 连接在圆柱53上。
42.偏光膜压弯机10使用时,配合图6所示,将平整的整片偏光膜a直接裁切成适合镜片大小的若干偏光膜单片c,在转盘3上安装所需规格、弯度的模碗5,在操作口11和21将裁切好的偏光膜单片c放置在硅胶垫7的凹槽 71上,转盘3旋转时将放有偏光膜单片c的模碗5带入机台1和机台上盖2 之间,利用加热器使偏光膜单片c升温,再利用抽气泵进行抽气,将硅胶垫7和偏光膜单片c一起吸附在模碗5上,偏光膜单片c变形,实现偏光膜单片c的压弯制作。再通过第二机械手80将压弯的偏光膜单片c送至贴合机 50中。
43.第三部分是贴合。光固化箱60设置在贴合机50的前侧,贴合机50和光固化箱60之间设有用于传送镜片的第三机械手90。光固化箱60中安装紫外线光发生器。贴合机50用于将上胶的强化非偏光镜片与压弯的偏光膜单片贴合在一起,贴合机50为常见设备,比如选择临海市威龙眼镜机械厂生产的 tm125
‑
b型号设备。贴合完成后,再由第三机械手90送入光固化箱60中进行固化,即制成强化偏光塑胶镜片产品。
44.上述仅为本实用新型的优选实施例,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。