1.本发明涉及半导体技术领域,特别涉及一种挤压装置、光刻胶供应系统以及光刻胶供应方法。
背景技术:
2.光刻胶是微电子技术中微细图形加工的关键材料,特别是近年来大规模和超大规模集成电路的发展,更是大大促进了光刻胶的研究开发和应用。通常的,光刻胶置于光刻胶瓶内,通过氮气向光刻胶瓶内施加压力抽取光刻胶实现光刻胶的取用。采用这种取用手段,光刻胶的利用率较低。
3.为了提高光刻胶的使用率,会将光刻胶瓶倾斜放置,但光刻胶的残留率依然较高。
技术实现要素:
4.本发明实施例提供一种挤压装置、光刻胶供应系统以及光刻胶供应方法,通过挤压装置挤压光刻胶瓶,从而提高光刻胶瓶中光刻胶的利用率。
5.为解决上述技术问题,本发明的实施例提供了一种挤压装置,包括:底座,底座用于承载放置光刻胶瓶;支撑轨道,支撑轨道竖直设置在底座上;挤压结构,挤压结构的端部可移动的设置在支撑轨道上,以使挤压结构沿支撑轨道的轨道方向上下移动;驱动模块,驱动模块用于驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,且还用于驱动发生形变后的挤压结构以使挤压结构沿支撑轨道的轨道方向上下移动。
6.相对于现有技术而言,通过驱动模块驱动挤压结构挤压光刻胶瓶,使得光刻胶瓶在挤压结构挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过驱动模块驱动挤压结构沿支撑轨道的轨道方向上下移动,以使挤压结构可以挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
7.另外,支撑轨道包括第一轨道以及第二轨道;第一轨道与第二轨道竖直设置在底座上;挤压结构的一端部可移动地设置在第一轨道上,挤压结构的另一端部可移动地设置在第二轨道上;驱动模块用于驱动第一轨道与第二轨道之间的挤压结构,以使挤压结构围成的区域面积减小。通过第一轨道和第二轨道共同支撑挤压结构,固定挤压结构的两个端部,以提高挤压结构挤压光刻胶瓶的效果。
8.另外,支撑轨道可移动的设置在底座上;驱动模块用于驱动第一轨道与第二轨道之间的挤压结构,包括:驱动模块用于驱动支撑轨道沿水平方向移动以带动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小。
9.另外,挤压结构为封闭环形结构。
10.另外,还包括:固定单元,固定单元设置在底座上,用于固定放置在底座上的光刻胶瓶。通过固定单元固定光刻胶瓶,避免光刻胶瓶随着挤压结构的移动而移动,从而影响挤压结构的挤压效果。
11.另外,还包括:第一检测模块,用于检测光刻胶瓶中光刻胶的液面高度,且第一检
测模块与驱动模块通信连接,驱动模块基于检测到的液面高度驱动发生形变后的挤压结构向远离底座的方向移动。通过第一检测模块,检测光刻胶的液面高度,从而控制驱动模块驱动挤压结构,实现了挤压过程的自动化。
12.另外,第一检测模块包括:第一感应单元,第一感应单元用于检测液面高度是否低于第一预警高度,且驱动模块与第一感应单元通信连接,当第一检测模块检测到液面高度低于第一预警高度时,驱动模块驱动发生形变后的挤压结构,以使挤压结构沿支撑轨道的轨道方向向远离于底座的方向移动;第二感应单元,第二感应单元用于检测液面高度是否低于第二预警高度,第二预警高度低于第一预警高度,且第二预警高度表示光刻胶耗尽时的液面高度。通过第二感应单元检测光刻胶的液面高度,以知晓光刻胶瓶中的光刻胶的存量是否充足。
13.另外,第一检测模块还包括:第一报警单元,第一报警单元与第一感应单元通信连接,用于在第一感应单元检测到液面高度低于第一预警高度时发出第一报警信息;第二报警单元,第二报警单元与第二感应单元通信连接,用于在第二感应单元检测到液面高度低于第二预警高度时发出第二报警信息。通过报警单元实时监控光刻胶的液面光刻胶,发出报警信息以通知相关工作人员进行查看,以保证挤压装置处于正常工作状态。
14.另外,第二检测模块,第二检测模块位于挤压结构上,用于在挤压结构发生形变期间检测挤压结构的形状;驱动模块与第二检测模块通信连接,当第二检测模块检测到挤压结构的形状满足预设形状时,驱动模块停止驱动挤压结构以使挤压结构停止形变。通过第二检测模块实时检测挤压结构的形状,满足预设形状时停止挤压,避免不必要的能量损耗。
15.另外,第三检测模块,第三检测模块位于支撑轨道上,用于检测挤压结构的高度;驱动模块与第三检测模块通信连接,当第三检测模块检测到挤压结构的高度到达预设最大高度时,驱动模块控制挤压结构停止移动。通过第三检测模块实时检测挤压结构的高度,达到预设最大高度时,停止对挤压结构的驱动,防止挤压结构在支撑轨道上滑脱。
16.本发明实施例还提供了一种光刻胶供应系统,包括:上述挤压装置以及放置底座上的光刻胶瓶;光刻胶瓶包括瓶身部、瓶底部以及瓶盖部,瓶身部用于存放光刻胶,瓶盖部设置有通孔,以及穿过通孔且自光刻胶瓶外部延伸至瓶身部内的导管;驱动模块用于驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,以挤压光刻胶瓶;驱动模块还用于驱动挤压结构以使挤压结构沿支撑轨道的轨道方向向远离于底座的方向移动,以保证位于瓶身部内的光刻胶的液面高度在预设范围内,使光刻胶经由导管流出。
17.相比于现有技术而言,通过挤压装置挤压光刻胶瓶,使得光刻胶瓶在挤压装置挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过挤压装置挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
18.另外,瓶身部的材料包括韧性材料部以及塑性材料部,瓶身部受到挤压结构挤压的区域为塑性材料部,瓶身部未受到挤压结构挤压的区域为韧性材料部。通过设置一种光刻胶瓶的材料,使的光刻胶瓶不用固定在底座上,也能防止光刻胶瓶随着挤压结构的移动而移动。
19.本发明实施例还提供了一种光刻胶供应方法,包括:应用于上述光刻胶供应系统,包括:驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,以挤压位于挤压装置底座上光刻胶瓶;驱动发生形变后的挤压结构以使挤压结构沿支撑轨道的轨道方
向向远离于底座的方向移动,以保证位于底座上光刻胶瓶内的光刻胶的液面高度在预设范围内,使光刻胶经由导管流出。
20.相比于现有技术而言,通过挤压光刻胶瓶,使得光刻胶瓶在挤压装置挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
21.另外,驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,以挤压位于挤压装置底座上光刻胶瓶之前,还包括:当检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息;基于预警信息,驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小或驱动发生形变后的挤压结构,使挤压结构沿支撑轨道的轨道方向向远离于底座的方向移动。
22.另外,当检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息,包括:检测光刻胶的液面高度是否高于第一预警高度,第一预警高度为预设范围的最高高度;当检测到光刻胶的液面高度低于第一预警高度时,发出预警信息。
23.另外,当检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息,包括:检测光刻胶的液面高度是否高于第二预警高度,第二预警高度为预设范围的最低高度;当检测到光刻胶的液面高度低于第二预警高度时或无法检测到光刻胶的液面高度时,发出标示光刻胶耗尽的警报信息。
附图说明
24.一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,除非有特别申明,附图中的图不构成比例限制。
25.图1为本发明第一实施例提供的挤压装置的结构示意图;
26.图2为本发明第一实施例提供的挤压结构的挤压原理图;
27.图3为本发明第二实施例提供的光刻胶瓶的结构示意图;
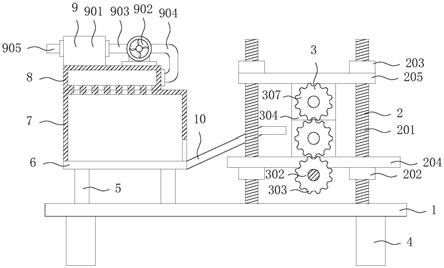
28.图4为本发明第二实施例提供的光刻胶供应系统的结构示意图;
29.图5~图7为本发明第二实施例提供的光刻胶供应系统的工作示意图。
具体实施方式
30.目前,为了提高光刻胶的使用率而将光刻胶瓶倾斜放置,但光刻胶的残留率依然较高。
31.为解决上述问题,本发明第一实施例提供了一种挤压装置,通过驱动模块驱动挤压结构挤压光刻胶瓶,使得光刻胶瓶在挤压结构挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过驱动模块驱动挤压结构沿支撑轨道的轨道方向上下移动,以使挤压结构可以挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
32.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的各实施例进行详细的阐述。然而,本领域的普通技术人员可以理解,在本发明各实施例中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施例的种种变化和修改,也可以实现本技术所要求保护的技术方案。以下各个实施例的划分是为了描述方便,不应对本发明的具体实现方式构成任何限定,各个实施
例在不矛盾的前提下可以相互结合,相互引用。
33.下面将结合附图对本实施例提供的挤压装置10,进行具体说明。
34.参考图1,挤压装置10,包括:底座100,底座100用于承载放置光刻胶瓶(未图示);支撑轨道101,支撑轨道101竖直设置在底座100上;挤压结构102,挤压结构102的端部可移动的设置在支撑轨道101上,以使挤压结构102沿支撑轨道101的轨道方向上下移动;驱动模块103,驱动模块103用于驱动挤压结构102以使挤压结构102发生形变,使挤压结构102围成的区域面积减小,且还用于驱动发生形变后的挤压结构102以使挤压结构102沿支撑轨道101的轨道方向上下移动。
35.在本实施例中,支撑轨道101包括第一轨道111以及第二轨道121;第一轨道111与第二轨道121竖直设置在底座100上;挤压结构102的一端部可移动地设置在第一轨道111上,挤压结构102的另一端部可移动地设置在第二轨道121上;驱动模块103用于驱动第一轨道111与第二轨道121之间的挤压结构102,以使挤压结构102围成的区域面积减小。通过第一轨道111和第二轨道121共同支撑挤压结构102,固定挤压结构102的两个端部,以提高挤压结构102挤压光刻胶瓶的效果。
36.具体地,支撑轨道101可移动的设置在底座10上;驱动模块103用于驱动第一轨道111与第二轨道121之间的挤压结构102,包括:驱动模块103用于驱动支撑轨道101沿水平方向移动以带动挤压结构102以使挤压结构102发生形变,使挤压结构102围成的区域面积减小。
37.参考图2,图2为挤压结构102的俯视图,底座100位于的圆形区域内。初始状态下,第一轨道111以及第二轨道121位于底座100的边缘位置(如图中虚线所示),且挤压结构102为封闭环形结构(如图中虚线所示),光刻胶瓶放置在挤压结构102所围成的区域内。随着驱动模块驱动第一轨道111与第二轨道121沿连线的方向相互靠近,使得第一轨道111与第二轨道121之间的挤压结构102向内挤压,挤压结构102由圆形变为椭圆形,且随着第一轨道111以及第二轨道121的移动,挤压结构102围成的椭圆形的偏心率逐渐增大,最终趋近于两条靠近的直线。随着挤压结构102围成的椭圆形的偏心率增大,即挤压结构102围成的面积减小,在挤压结构挤压的水平面内,光刻胶瓶中可容纳的光刻胶的容量越来越小,最终趋近于0,以使挤压结构102挤压的水平面内,减少光刻胶的剩余量,从而提高光刻胶的利用率。
38.需要说明的是,本实施例以具体地第一轨道111和第二轨道121作为支撑轨道101的具体实现方案,并不构成对本方案的限定,在其他实施例中也可以仅采用一个支撑轨道或多个支撑轨道实现,本领域技术人员清楚,本实施例中,支撑轨道用于提供挤压结构上下移动的支点,且用于实现挤压结构挤压的形变,符合上述作用的相关装置,都应该属于本方式的保护范围。
39.继续参考图1,在本实施例中,挤压装置10还包括:第一检测模块105,第一检测模块105用于检测光刻胶瓶中光刻胶的液面高度,且第一检测模块105与驱动模块103通信连接,驱动模块103基于检测到的液面高度驱动发生形成后的挤压结构102向远离底座100的方向移动。通过第一检测模块105,检测光刻胶的液面高度,从而控制驱动模块103驱动挤压结构102,实现了挤压过程的自动化。
40.具体地,第一检测模块包括:第一感应单元115和第二感应单元125。
41.第一感应单元115用于检测光刻胶的液面高度是否低于第一预警高度,且第一感
应单元115与驱动模块103通信连接,当第一检测模块检测到光刻胶的液面高度低于第一预警高度时,驱动模块103驱动发生形变后的挤压结构102,以使挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动。
42.在具体的应用过程中,随着光刻胶瓶中光刻胶的使用,光刻胶瓶中光刻胶的液面高度下降,当光刻胶的液面高度下降至第一预警高度时,驱动模块103驱动挤压结构102挤压光刻胶瓶,由于挤压结构102的挤压,与挤压结构102所在同一水平面内的光刻胶瓶的容积减小,相应的光刻胶的液面高度将会上升,随着光刻胶的使用,挤压结构102持续挤压,直至挤压到最小位置。此时驱动模块103驱动挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,以挤压不同平面内的光刻胶瓶,以使光刻胶瓶中光刻胶的液面上升,随着挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,当挤压结构102移动到最高点时,位于挤压结构102高度以下的光刻胶瓶的光刻胶的利用率较高。
43.第二感应单元125,用于检测液面高度是否低于第二预警高度,第二预警高度低于第一预警高度,且第二预警高度表示光刻胶耗尽时的液面高度。
44.在具体的应用过程中,随着光刻胶的使用以及挤压结构102的挤压,光刻胶的液面高度始终是位于第一预警高度附近,当挤压结构102无法继续挤压时,随着光刻胶的使用,光刻胶的液面高度持续下降至第二预警高度,表明光刻胶瓶中的光刻胶即将耗尽,通过第二感应单元125可以及时通知相关工作人员对光刻胶瓶进行更换,保证光刻胶的持续供应,避免光刻胶的供应缺失从而影响半导体制程过程的运行。
45.具体地,第一预警高度设置为导管可以顺利吸出光刻胶瓶中的光刻胶的高度,光刻胶的液面高度高于第一预警高度可以确保光刻胶的供应;第二预警高度设置为导管口的高度,当光刻胶的液面低于导管口的高度或者无法检测到光刻胶的液面时,光刻胶瓶中的光刻胶消耗完,发出标示光刻胶耗尽的警报信息以提醒相关工作人员更换光刻胶瓶。
46.相应的,第一检测模块105还包括第一报警单元135和第二报警单元145。第一报警单元135与第一感应单元115通信连接,用于在第一感应单元115检测到液面高度低于第一预警高度时发出第一报警信息。第二报警单元145与第二感应单元125通信连接,用于在第二感应单元125检测到液面高度低于第二预警高度时发出第二报警信息。通过第一报警信息以及第二报警信息可以及时通知相关的工作人员检测挤压装置10的具体工作状况,保证挤压装置10处于正常的运行状态。
47.在具体的使用过程中,第一报警信息和第二报警信息可以通过不同频率的报警铃声进行实现,也可以通过将报警信息发送到相关的操作平台进行显示实现,本领域技术人员清楚符合本技术第一检测模块105的工作模式的器件以及报警条件,都应该属于本发明的保护范围之内。
48.本实施例中,挤压装置10还包括第二检测模块107,第二检测模块107位于挤压结构102上,用于在挤压结构102发生形变期间检测挤压结构102的形状。驱动模块103与第二检测模块107通信连接,当第二检测模块107检测到挤压结构102的形状满足预设形状时,驱动模块103停止驱动挤压结构102以使挤压结构102停止形变。
49.在具体的应用过程中,第二检测模块107可以通过位于挤压结构102侧壁的传感器实现,挤压结构102在挤压过程中,挤压结构102所围成的面积减小,即挤压结构102包含传感器的一端与传感器检测的另一端之间的距离逐渐减少,通过将预设形状转换成预设距
离,当传感器检测到的距离满足预设距离时,此时挤压结构102的形状满足预设形状。通过第二检测模块107实时检测挤压结构102的形状,满足预设形状时停止挤压,避免不必要的能量损耗。
50.本实施例中,挤压装置10还包括第三检测模块106,第三检测模块106位于支撑轨道101上,用于检测挤压结构102的高度。驱动模块103与第三检测模块106通信连接,当第三检测模块106检测到挤压结构102的高度达到预设最大高度时,驱动模块103控制挤压结构102停止移动。
51.具体地,预设最大高度与上述第二预警高度齐平,以保证光刻胶瓶中的光刻胶被消耗完,进一步确保光刻胶瓶中光刻胶的残留量较低。
52.在具体的应用过程中,第三检测模块106可以是位于支撑轨道预设最大高度的传感器,当挤压结构102在沿支撑轨道101的轨道方向向远离底座100的方向移动的过程中,触碰到传感器时,即挤压结构102的高度达到预设最大高度。通过第三检测模块106实时检测挤压结构102的高度,达到预设最大高度时,停止对挤压结构102的驱动,防止挤压结构102在支撑轨道上滑脱。
53.需要说明的是,在本实施例中,第二检测模块107与第三检测模块106的位置设置只是为了本领域技术人员理解,在具体应用过程中,第二检测模块107与第三检测模块106都可以设置在底座100或挤压结构102或支撑轨道101等位置,只要能保证检测到用于挤压结构102的预设形状以及预设最大高度即可。
54.另外,本实施例中,挤压装置10还包括:固定单元104,固定单元设置在底座100上,用于固定放置在底座100上的光刻胶瓶。通过固定单元104固定光刻胶瓶,避免光刻胶瓶随着挤压结构102的移动而移动,从而影响挤压结构102的挤压效果。
55.在本实施例中,驱动模块103包括控制单元113和驱动电机123。控制单元113与第一检测模块、第二检测模块或者第三检测模块通信连接,用于控制驱动电机123是否工作。驱动电机123用于驱动挤压结构102以使挤压结构102沿支撑轨道101的轨道方向上下移动,且还用于驱动挤压结构102以使挤压结构102发生形变,使挤压结构102围成的区域面积减小。
56.相对于现有技术而言,通过驱动模块103驱动挤压结构102挤压光刻胶瓶,使得光刻胶瓶在挤压结构102挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过驱动模块103驱动挤压结构102沿支撑轨道101的轨道方向上下移动,以使挤压结构102可以挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
57.值得一提的是,本实施例中所涉及到的各单元均为逻辑单元,在实际应用中,一个逻辑单元可以是一个物理单元,也可以是一个物理单元的一部分,还可以以多个物理单元的组合实现。此外,为了突出本发明的创新部分,本实施例中并没有将与解决本发明所提出的技术问题关系不太密切的单元引入,但这并不表明本实施例中不存在其它的单元。
58.本发明第二实施例涉及一种光刻胶供应系统,下面将结合附图对本实施例的光刻胶供应系统进行具体说明。
59.参考图3以及图4,光刻胶供应系统,包括:上述挤压装置10以及放置在挤压装置10的底座上的光刻胶瓶。
60.光刻胶瓶包括瓶身部202、瓶底部203以及瓶盖部201,瓶身部202用于存放光刻胶,
瓶盖部201设置有通孔211,以及穿过通孔211且自光刻胶瓶外部延伸至瓶身部内的导管221;挤压装置10的驱动模块103用于驱动挤压结构102以使挤压结构102发生形变,使挤压结构102围成的区域面积减小,以挤压光刻胶瓶;驱动模块103还用于驱动挤压结构102以使挤压结构102沿支撑轨道101的轨道方向向远离于底座100的方向移动,以保证位于瓶身部内的光刻胶的液面高度在预设范围内,使光刻胶经由导管流出。
61.在本实施例中,挤压装置10还包括第一检测模块(未图示),第一检测模块(未图示)用于检测光刻胶瓶中光刻胶的液面高度,第一检测模块(未图示)与挤压装置10的驱动模块103通信连接;当第一检测模块(未图示)检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息;驱动模块103接收预警信息,驱动挤压结构102以使挤压结构102发生形变,使挤压结构102围成的区域面积减小或驱动发生形变后的挤压结构102,以使挤压结构102沿支撑轨道101的轨道方向向远离于底座100的方向移动。
62.具体地,第一检测模块包括第一感应单元204以及第二感应单元205。
63.参考图5~图7,第一感应单元204设置在瓶盖部201的底部,第一感应单元204用于检测光刻胶20的液面高度是否高于第一预警高度,第一预警高度为预设范围的最高高度;当第一感应单元204检测到光刻胶20的液面高度低于第一预警高度时,发出预警信息;
64.在具体的应用过程中,随着光刻胶瓶中光刻胶20的使用,光刻胶瓶中光刻胶20的液面高度下降,当光刻胶20的液面高度下降至第一预警高度时,驱动模块103驱动挤压结构102挤压光刻胶瓶,由于挤压结构102的挤压,与挤压结构102所在同一水平面内的光刻胶瓶的容积减小,相应的光刻胶20的液面高度将会上升,随着光刻胶20的使用,挤压结构102持续挤压,直至挤压到最小位置。此时驱动模块103驱动挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,以挤压不同水平面内的光刻胶瓶,以使光刻胶瓶中光刻胶20的液面上升,随着挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,当挤压结构102移动到最高点时,位于挤压结构102高度以下的光刻胶瓶的光刻胶20的利用率较高。
65.第二感应单元205设置在导管221的管口,第二感应单元205用于检测光刻胶20的液面高度是否高于第二预警高度,第二预警高度为预设范围的最低高度;当第二感应单元205检测到光刻胶20的液面高度低于第二预警高度时或无法检测到光刻胶20的液面高度时,发出标示光刻胶耗尽的警报信息。
66.在具体的应用过程中,随着光刻胶20的使用以及挤压结构102的挤压,光刻胶20的液面高度始终是位于第一预警高度附近,当挤压结构102无法继续挤压时,随着光刻胶20的使用,光刻胶20的液面高度持续下降至第二预警高度,表明光刻胶瓶中的光刻胶20即将耗尽,通过第二感应单元125可以及时通知相关工作人员对光刻胶瓶进行更换,保证光刻胶20的持续供应,避免光刻胶20的供应缺失从而影响半导体制程过程的运行。
67.需要说明的是,在本实施例中,第一感应单元204以及第二感应单元205的位置设置只是为了本领域技术人员理解,在具体应用过程中,第一感应单元204以及第二感应单元205都可以设置在光刻胶瓶的瓶颈的屏壁或瓶盖底部等位置,只要能保证检测到用于标示需要驱动挤压结构的光刻胶20的液面位置,以及检测到光刻胶20耗尽的液面位置即可。
68.通过第一感应单元204以及第二感应单元205,检测光刻胶20的液面高度,从而控制驱动模块103驱动挤压结构,实现了挤压过程的自动化。
69.另外,瓶身部202的材料包括韧性材料部以及塑性材料部,瓶身部202受到挤压结构102挤压的区域为塑性材料部,瓶身部202未受到挤压结构102挤压的区域为韧性材料部。受到挤压结构102挤压的区域通过塑性材料制成,便于挤压结构102挤压光刻胶瓶;而未受到挤压结构102挤压的区域(与支撑轨道101相邻的区域)通过韧性材料制成,防止光刻胶瓶随着挤压结构102的移动而移动,进而影响挤压结构102的挤压效果。在其他实施例中,还可以通过设置在底座100上的固定单元104,固定放置在底座100上的光刻胶瓶,从而防止光刻胶瓶随着挤压结构102的移动而移动,进而影响挤压结构102的挤压效果。
70.与现有技术相比,通过挤压装置10挤压光刻胶瓶,使得光刻胶瓶在挤压装置10挤压的水平面内,光刻胶瓶中的光刻胶20的利用率较高;通过挤压装置10挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶20的利用率较高。
71.值得一提的是,本实施例中所涉及到的各单元均为逻辑单元,在实际应用中,一个逻辑单元可以是一个物理单元,也可以是一个物理单元的一部分,还可以以多个物理单元的组合实现。此外,为了突出本发明的创新部分,本实施例中并没有将与解决本发明所提出的技术问题关系不太密切的单元引入,但这并不表明本实施例中不存在其它的单元。
72.由于第一实施例与本实施例相互对应,因此本实施例可与第一实施例互相配合实施。第一实施例中提到的相关技术细节在本实施例中依然有效,在第一实施例中所能达到的技术效果在本实施例中也同样可以实现,为了减少重复,这里不再赘述。相应地,本实施例中提到的相关技术细节也可应用在第一实施例中。
73.本发明第三实施例涉及一种光刻胶供应方法,具体如下:应用于上述挤压装置,包括:驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,以挤压位于挤压装置底座上光刻胶瓶;或驱动挤压结构以使挤压结构沿支撑轨道的轨道方向向远离于底座的方向移动,以保证位于挤压装置底座上光刻胶瓶内的光刻胶的液面高度在预设范围内,使光刻胶经由导管流出。
74.以上方法提供了挤压装置以挤压光刻胶瓶以实现提高光刻胶瓶中存放的光刻胶的利用率的方法,以下结合挤压装置,对自动化实现挤压装置挤压光刻胶瓶的方法进行详细描述:
75.步骤a1,检测光刻胶的液面高度是否位于预设范围内。
76.驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小,以挤压位于挤压装置底座上光刻胶瓶之前,还包括:检测光刻胶的液面高度。
77.在本实施例中,当检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息,包括:检测光刻胶的液面高度是否高于第一预警高度,第一预警高度为预设范围的最高高度;当检测到光刻胶的液面高度低于第一预警高度时,发出预警信息。当检测到光刻胶的液面高度不在预设范围内或无法检测到光刻胶的液面高度时发出预警信息,包括:检测光刻胶的液面高度是否高于第二预警高度,第二预警高度为预设范围的最低高度;当检测到光刻胶的液面高度低于第二预警高度时或无法检测到光刻胶的液面高度时,发出标示光刻胶耗尽的警报信息。
78.具体地,第一预警高度设置为导管可以顺利吸出光刻胶瓶中的光刻胶的高度,光刻胶的液面高度高于第一预警高度可以确保光刻胶的供应;第二预警高度设置为导管口的高度,当光刻胶的液面低于的导管口的高度或者无法检测到光刻胶的液面时,光刻胶瓶中
的光刻胶消耗完,发出标示光刻胶耗尽的警报信息以提醒相关工作人员更换光刻胶瓶。
79.即,当光刻胶的液面高度位于预设范围内时,执行步骤a2;当光刻胶的液面高度不位于预设范围内且光刻胶的液面高度高于第二预警高度时,执行步骤a3,当光刻胶的液面高度不位于预设范围内且光刻胶的液面高度低于第二预警高度时或无法检测到光刻胶的液面高度时,执行步骤a4。
80.步骤a2,继续执行步骤a1。
81.步骤a3,基于预警信息,驱动挤压结构挤压光刻胶瓶。
82.具体地,基于预警信息,驱动挤压结构以使挤压结构发生形变,使挤压结构围成的区域面积减小或驱动发生形变后的挤压结构,使挤压结构沿支撑轨道的轨道方向向远离于底座的方向移动。
83.在具体的应用过程中,随着光刻胶瓶中光刻胶的使用,光刻胶瓶中光刻胶的液面高度下降,当光刻胶的液面高度下降至第一预警高度时,驱动模块103驱动挤压结构102挤压光刻胶瓶,由于挤压结构102的挤压,与挤压结构102所在同一水平面内的光刻胶瓶的容积减小,相应的光刻胶的液面高度将会上升,随着光刻胶的使用,挤压结构102持续挤压,直至挤压到最小位置。此时驱动模块103驱动挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,以挤压不同平面内的光刻胶瓶,以使光刻胶瓶中光刻胶的液面上升,随着挤压结构102沿支撑轨道101的轨道方向向远离底座100的方向移动,当挤压结构102移动到最高点时,位于挤压结构102高度以下的光刻胶瓶的光刻胶的利用率较高。
84.步骤a4,基于标示光刻胶耗尽的警报信息,发出警报。
85.与现有技术相比,通过挤压光刻胶瓶,使得光刻胶瓶在挤压装置挤压的水平面内,光刻胶瓶中的光刻胶的利用率较高;通过挤压光刻胶瓶的不同平面,以使光刻胶瓶整体中的光刻胶的利用率较高。
86.由于第一实施例与本实施例相互对应,因此本实施例可与第一实施例互相配合实施。第一实施例中提到的相关技术细节在本实施例中依然有效,在第一实施例中所能达到的技术效果在本实施例中也同样可以实现,为了减少重复,这里不再赘述。相应地,本实施例中提到的相关技术细节也可应用在第一实施例中。
87.本领域的普通技术人员可以理解,上述各实施例是实现本发明的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。