纸盒成型生产线
1.技术领域
2.本发明涉及纸盒成型设备。
背景技术:
3.抽屉式纸盒(如酒盒、礼品盒等)的侧壁呈四方筒状,在纸盒成型制作过程中,面纸由送纸机构送入上胶机构中,面纸由上胶机构上胶后,进入到输送带装置的输送带(即主输送带,如吸风输送带)上,由输送带输送至封面机构(同皮壳机中的封面机),封面机构中的纸板输送装置将纸板输送出来并由其封面装置将纸板转送至输送带上,与输送带上的面纸进行错位封面,使纸板贴有面纸,由输送带再继续输送,在纸盒成型和皮壳成型中均采用该成熟技术。然后,将贴有面纸的纸板转送至三口包边机构进行三口包边,即对纸盒的三个侧壁对应的纸盒盒口进行包边,完成三口包边(三侧盒口包边)后再转移纸板至成型机构中成型,在成型过程中需要对纸盒的第四个侧壁的盒口进行包边,由第四口包边装置对第四个侧壁对应的盒口(即第四口)进行包边。成型完成后,在出盒工位由出盒机构的出盒装置将纸盒从模具上取下出盒,出盒机构采用钩板伸缩钩住移动出盒或者采用夹板夹住移动出盒或者采用吸嘴吸住移动出盒。中国专利文献中cn204640902u纸盒成型机涉及纸盒的成型加工;纸盒成型机中具有三口包边机构、转盘模具机构、上底板机构、纸板移送机构、(纸盒)成型机构和出盒机构等。在封面机构中将面纸与纸板错位封面后,再转移至成型机中,转移速度较慢影响生产速度、效率;制作相对较小尺寸纸盒时,通过多段输送带配合输送面纸,在输送带衔接处出现无法输送的情况。其中,纸盒呈卧式状态,第四口包边(最后一侧盒口包边,即第四口包边)需要依托纸盒模具进行,纸盒模具的存在导致其结构空间位置无法满足对较小尺寸的纸盒进行第四口包边。
4.实用内容鉴于背景技术中存在的技术问题,本实用所解决的技术问题旨在提供一种运行速度快、衔接稳定、效率高、能满足相对较小尺寸需求的纸盒成型生产线。
5.为解决上述技术问题,本实用采用如下的技术方案:纸盒成型生产线,包括有输送带装置和成型机,成型机包括有三口包边机构、纸板移送机构和成型机构,输送带装置包括有主输送带,主输送带纵向排列,其特征在于:纸板移送机构包括有移纸装置和送纸装置,移纸装置包括有移纸气动吸嘴、移纸架和移纸座,移纸气动吸嘴连接在移纸架上,移纸架设置在移纸座上,移纸架与移纸座之间设有移纸架升降传动装置,移纸座与移纸横向移动传动装置连接;送纸装置包括有送纸托板、送纸架和夹纸装置,夹纸装置连接在送纸架上,送纸架与送纸横向移动传动装置连接,夹纸装置与送纸托板衔接;送纸装置位于主输送带的横向一侧,送纸装置与主输送带之间设置三口包边机构,移纸装置分别与主输送带、三口包边机构、送纸装置衔接,送纸装置与成型机构衔接。
6.移纸气动吸嘴包括前组吸嘴和后组吸嘴,前组吸嘴与后组吸嘴横向排列设置,前
组吸嘴与送纸托板对应配合衔接;夹纸装置具有对应纸板尾部的夹具,夹纸装置的夹具的开口与送纸托板的托纸面对应配合衔接。
7.所述三口包边机构包括有包边支撑平台、包边装置和包边传动装置,包边装置包括有包边板,包边板位于包边支撑平台的前侧,包边板连接在包边升降座上,包边板相对包边升降座前后滑动设置,包边传动装置包括有包边升降传动装置和包边前后滑动传动装置,包边升降传动装置与包边升降座传动连接,包边前后滑动传动装置与包边板传动连接。
8.包边升降传动装置包括第一凸轮传动部,包边前后滑动传动装置包括第二凸轮传动部;包边升降传动装置还包括有第一摆臂和第一连杆,第一凸轮传动部与第一摆臂传动连接,第一摆臂与第一连杆传动连接,第一连杆与包边升降座传动连接;包边前后滑动传动装置还包括有第二摆臂和第二连杆,第二凸轮传动部与第二摆臂传动连接,第二摆臂与第二连杆传动连接,第二连杆与包边板传动连接;第一凸轮传动部采用第一曲面,包边升降传动装置还包括第一复位弹簧并且第一复位弹簧与包边升降座传动连接;第二凸轮传动部采用第二曲面,包边前后滑动传动装置还包括第二复位弹簧并且第二复位弹簧与包边板传动连接。
9.包边升降座升降设置在机架上,包边传动装置连接在机架上,包边板与包边支撑平台斜压配合,包边支撑平台配有包边吸料气动吸嘴。
10.成型机构还包括有上侧面成型机构,上侧面成型机构的安装架上设有上折面装置,上折面装置包括有折面滑动座以及供折面部件安装的折面升降支架,折面升降支架与折面滑动座相连,并且折面升降支架相对折面滑动座升降设置,折面滑动座在安装架上水平滑动设置,折面滑动座与折面水平滑移传动装置连接,安装架上还设有斜向轨道,斜向轨道上配有导向部件,导向部件铰接在折面升降支架上。折面水平滑移传动装置包括有折面驱动电机、折面同步轮和折面同步带,折面驱动电机与折面同步轮传动连接,折面同步轮与折面同步带传动连接,安装架上设置折面水平滑轨,折面滑动座配置在折面水平滑轨上,折面滑动座与折面同步带相连接;安装架包括有折面安装板部,折面水平滑移传动装置安装在折面安装板部上,折面同步轮、折面同步带、折面水平滑轨以及折面滑动座位于折面安装板部的正面,折面驱动电机、折面升降支架以及斜向轨道位于折面安装板部的背面;斜向轨道采用具有凹槽的斜向轨道,导向部件采用导轮,导轮位于斜向轨道的凹槽内;其安装架上还设有上贴面装置,上贴面装置包括有贴面滑动座以及供贴面部件安装的贴面支架,贴面支架在安装架上水平滑动设置,贴面支架与贴面水平滑移传动装置连接;贴面水平滑移传动装置包括有贴面驱动电机、贴面同步轮和贴面同步带,贴面驱动电机与贴面同步轮传动连接,贴面同步轮与贴面同步带传动连接,安装架上设置贴面水平滑轨,贴面支架配置在贴面水平滑轨上,贴面支架与贴面同步带相连接;安装架包括有贴面安装板部,贴面水平滑移传动装置安装在贴面安装板部上,贴面同步轮、贴面同步带、贴面水平滑轨以及贴面支架位于贴面安装板部的正面,贴面驱动电机位于贴面安装板部的背面;折面部件采用折面板,贴面部件采用贴面辊。
11.成型机包括出盒工位和盒口包边工位,盒口包边工位配有盒口包边机构,盒口包边机构包括有包边压架和包边插板装置,包边插板装置包括有包边插板,包边压架与施压升降传动装置连接,盒口包边工位设置在出盒工位之后,出盒工位与盒口包边工位之间由出盒装置衔接,盒口包边机构还包括有包边托架,包边压架的下方连有施压面,施压面位于
包边托架的上方,包边托架与施压面之间为容盒空间,包边插板位于容盒空间的前侧。
12.出盒装置包括有取盒部件和出盒移动座,取盒部件连接在出盒移动座上,取盒部件分设在左右两侧,出盒移动座与出盒移动传动装置连接;包边托架的前部衔接前托架部,前托架部与出盒工位衔接;取盒部件设置前组和后组;取盒部件采用单向钩盒口部件,取盒部件通过安装架连接在出盒移动座上。
13.包边插板连接在斜向滑板上,斜向滑板配置在斜向滑轨上,斜向滑板与斜向往复前后移动传动装置,斜向滑轨前低后高设置;斜向滑轨连接在包边压架上,包边压架采用包边压板,施压面位于包边压架的下侧;包边插板位于施压面的下方;斜向往复前后移动传动装置连接在包边压架上;包边压架和包边插板装置连接在包边安装板上,包边安装板连接在包边支架上,并且包边安装板与包边支架之间设置升降调节装置;施压升降传动装置连接在包边安装板与包边压架之间;包边插板升降设置并且前后移动设置,包边插板具有上水平配合面;盒口包边机构还包括有盒尾限位板,盒尾限位板升降设置或横向往复设置。
14.本实用的有益效果为,该纸盒成型生产线的主输送带纵向排列,移纸气动吸嘴横向移动配合输送,送纸装置(送纸托板)位于主输送带的横向一侧,形成横向和纵向布局的结构,使生产线纵向长度较短,布局更合理。另外,从主输送带上将物料纸板通过移纸气动吸嘴横向配合输送,纸板与面纸在主输送带上可以靠近主输送带的边缘,横向输送时距离更短,输送效率更高。纸板移动转送速度更快、较稳定。满足较小尺寸纸盒的生产制作需求,避免相应小尺寸的纸板、面纸输送衔接困难的问题。其改进的三口包边机构结构布局合理,更紧凑,运行稳定,前后方向跨越包边板的距离更短,包边板与包边升降座的前后占据的空间可以尽量的小,并且为更快传动运行提供结构基础,为提升生产线的速度、效率提供支持。将盒口包边工位设置在出盒工位之后,由出盒装置将位于出盒工位处纸盒模具上的纸盒取下出盒,并由出盒装置将纸盒移动至盒口包边工位处;工位排列重新设计,将盒口包边工位衔接布置在出盒工位之后,既能够实现纸盒从模具上脱离取下(实现脱模出盒),又能够在脱离模具后进行第四口盒口包边,使得第四口盒口包边时无需依托纸盒模具,避免受模具干扰,满足较小尺寸的纸盒第四口包边需求,并且将出盒和第四口的盒口包边相结合,效率高、速度快。
附图说明
15.下面结合附图描述本实用的实施方式及实施例的有关细节及工作原理。
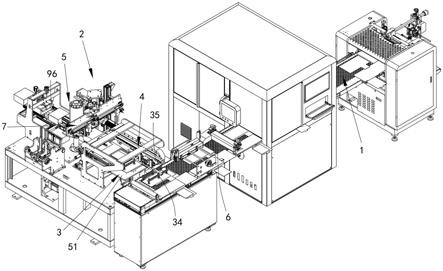
16.图1为纸盒成型生产线的立体结构示意图。
17.图2为纸板移送机构的立体结构示意图。
18.图3为三口包边机构的立体结构示意图。
19.图4为图3另一角度结构示意图。
20.图5为三口包边机构的侧视图。
21.图6为上侧面成型机构的正面结构示意图。
22.图7为图6的立体结构示意图。
23.图8为图6的反面结构示意图。
24.图9为图8的立体结构示意图。
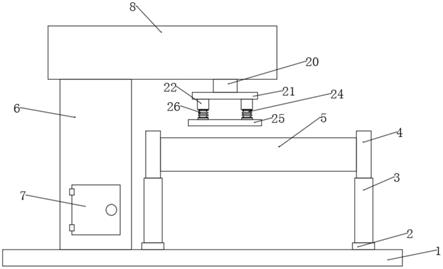
25.图10为出盒工位和盒口包边工位处的立体结构示意图。
26.图11为图10的另一角度结构示意图。
27.图12为出盒工位和盒口包边工位处的侧视图。
具体实施方式
28.参见附图,本实施方式中纸盒成型生产线,包括有输送带装置1和成型机2,成型机2包括有三口包边机构3、纸板移送机构4和成型机构5,输送带装置1包括有主输送带6(一般选用吸风输送带),主输送带6纵向排列,纵向运行配合纵向送料。主输送带6输送上胶后的面纸,在输送过程中与纸板进行贴合(比如错位封面),主输送带与上胶机构衔接,上胶机构与送纸机构衔接,主输送带与封面机构衔接与纸板进行贴合(如错位封面),此为成熟技术不再赘述。
29.为了运行速度快、衔接稳定、效率高,本实施方式中纸板移送机构4包括有移纸装置31和送纸装置32,用于将主输送带、三口包边机构、成型机构相衔接。
30.其中,移纸装置31包括有移纸气动吸嘴33、移纸架34和移纸座35,移纸气动吸嘴33连接在移纸架34上,移纸架34设置在移纸座35上,移纸架与移纸座之间设有移纸架升降传动装置36,移纸座35与移纸横向移动传动装置37连接;由移纸架升降传动装置36带动移纸架34在移纸座35上进行升降,移纸架升降传动装置36可以采用气缸(图中采用气缸)或电机驱动,移纸架与移纸座之间可以设置升降用的滑动副38(如图中的直线导轨副)。由移纸横向移动传动装置带动移纸座在机架上进行横向移动,移纸横向移动传动装置37采用气缸或电机驱动,图中采用电机(如伺服电机)配合同步带、同步轮传动结构,移纸座连接在横向的导轨39上进行稳定横向移动,从而使移纸气动吸嘴能够配合进行横向移动和升降,以便配合物料(即贴合面纸的纸板)。输送带装置的主输送带纵向运行配合送料,移纸气动吸嘴33则横向运行配合送料,形成正交关系。
31.其中,送纸装置32包括有送纸托板40、送纸架41和夹纸装置42,夹纸装置42连接在送纸架41上,送纸架与送纸横向移动传动装置43连接,夹纸装置42与送纸托板40衔接。由送纸横向移动传动装置43带动送纸架41进行横向往复移动,夹纸装置42随送纸架进行横向移动,夹纸装置与送纸托板衔接,以便夹纸装置将送纸托板上的纸板夹住配合横向向前输送,可以进入成型机构中。图中,送纸架41采用送纸梁。夹纸装置用于夹纸,为成熟技术,可以采用机械手结构,本实施例中夹纸装置42采用气动夹子或电动夹爪,送纸横向移动传动装置43可以采用气缸或电机(如伺服电机)驱动,本实施例中采用电机配同步带、同步轮带动送纸架横向移动,另外配置横向的导轨供送纸架稳定移动。
32.送纸装置32位于主输送带6的横向一侧,送纸装置与主输送带之间设置三口包边机构,移纸装置分别与主输送带、三口包边机构、送纸装置衔接,由移纸装置将物料从主输送带上依次移送纸三口包边机构、送纸装置中,送纸装置与成型机构衔接,最后物料由送纸装置送入成型机构中。
33.纸板移送机构工作时,由移纸装置31将纸板吸住提升、横向移动、下降放置,先放置在三口包边机构中、再放置在送纸托板40上,然后由夹纸装置42配合将送纸托板上的纸板夹住配合横向向前输送,送入成型机构中。
34.该纸盒成型生产线的主输送带6纵向排列,移纸气动吸嘴33横向移动配合输送,送纸装置(送纸托板)位于主输送带的横向一侧,形成横向和纵向布局的结构,使生产线纵向
长度较短,布局更合理。另外,从主输送带上将物料纸板通过移纸气动吸嘴横向配合输送,纸板与面纸在主输送带上可以靠近主输送带的边缘,横向输送时距离更短,输送效率更高。纸板移动转送速度更快、较稳定。满足较小尺寸纸盒的生产制作需求,避免相应小尺寸的纸板、面纸输送衔接困难的问题。
35.其中,移纸气动吸嘴包括前组吸嘴和后组吸嘴,前组吸嘴与后组吸嘴横向排列设置,前组吸嘴与送纸托板对应配合衔接;夹纸装置具有对应纸板尾部的夹具,夹纸装置的夹具的开口与送纸托板的托纸面对应配合衔接。
36.移纸气动吸嘴除了设置单工位外,还可以进一步优化,设置为双工位结构。双工位结构时,其中移纸气动吸嘴33包括前组吸嘴33a和后组吸嘴33b,前组吸嘴与后组吸嘴横向排列设置,即移纸气动吸嘴分成两组,一组在横向方向上排列在前,另一组在横向方向上排列在后,两组形成双工位吸纸移送结构,移纸输送效率更高,前组吸嘴与送纸托板对应配合衔接,能够将吸住的纸板放置在送纸托板上,送纸托板位于移纸气动吸嘴横向移动方向的前进方向(前侧)。前组吸嘴配合将三口包边机构中的纸板(如三口包边机构的包边支撑平台上的纸板)移送放置在送纸托板40上,再由夹纸装置将纸板送入后续工序中;后组吸嘴配合纸板移送可以将主输送带上的纸板移送到三口包边机构中。当然采用一组吸嘴的方式(单工位)也可以不过效率较低,需要移纸气动吸嘴从主输送带移动至三口包边机构再移动至送纸托板。
37.另外,送纸托板40采用横向托板,夹纸装置设置在横向托板之间,安装方便,还可以进行横向托板的位置调整,满足不同尺寸纸板需求。横向托板可以通过托板座连接在纵向杆44上,以便调整不同距离满足不同尺寸。当然送纸托板也可以采用普通的托板。
38.夹纸装置除了夹住纸板的其他部位外,本实施例中还将进一步优化为夹住纸板尾部,具体为夹纸装置42具有对应纸板尾部的夹具(如气动夹子或电动夹爪),即夹纸装置为尾部夹纸装置用于对应夹住纸板尾部,尾部是指与三口包边的包边位置前后相对的位置,夹住纸板尾部进行横向前进可以送入成型机构中,夹纸装置仅需回退短距离,成型机构就可以及时成型工作,无需大距离回退,效率更高,能提升加工速度,不然需要等待大距离回退完成后才可以成型工作。夹纸装置的夹具的开口与送纸托板的托纸面对应配合衔接,夹纸装置的夹具的开口打开和关闭则可以配合夹住送纸托板的托纸面上的带面纸的纸板,配合结构更紧凑,运行稳定,速度较快。成型机构中转盘模具机构(含多个等分设置模具,比如四个等分设置的卧式模具)的模具在回转,当模具回转(公转)转动至夹纸装置的前侧(移纸气动吸嘴前进的方向)的第一成型工位,夹纸装置配合将纸板送入到模具下方,模具对应纸盒底板的位置朝向夹纸装置;第一成型工位处具有顶纸定位装置和侧折面装置,此为现有技术不再赘述。
39.三口包边机构3包括有包边支撑平台51、包边装置52和包边传动装置53,为成熟技术,本实施方式中还将提供一种改进的、更合理的结构。本实施方式中三口包边机构包括有包边支撑平台51、包边装置52和包边传动装置53,包边装置包括有包边板54,包边板54用于将面纸包边部分翻折包覆在纸板边缘,包边板位于包边支撑平台51的前侧,包边支撑平台可以采用副输送带(如吸风输送带)或包边托板等可以供物料(底部贴有面纸的纸板)放置的平台,包边板54连接在包边升降座55上,包边板相对包边升降座前后滑动设置,从而包边板54随包边升降座55进行升降并且包边板54还能够相对包边升降座进行前后移动(如滑动
方式),包边板前后移动的方向指朝向包边支撑平台的方向进行前后移动(同移纸气动吸嘴的横向运行方向)。包边升降座升降设置在机架上,包边升降座将在机架上进行升降。包边传动装置53包括有包边升降传动装置和包边前后滑动传动装置。包边升降传动装置53与包边升降座55传动连接,包边升降传动装置带动包边升降座55在机架上进行升降;包边前后滑动传动装置与包边板54传动连接,包边前后滑动传动装置带动包边板54在包边升降座55上进行前后移动。该三口包边机构结构布局合理,更紧凑,运行稳定,前后方向跨越包边板的距离更短,包边板与包边升降座的前后占据的空间可以尽量的小,并且为更快传动运行提供结构基础,为提升生产线的速度、效率提供支持。图5中物料将从右往左被输送配合。
40.本实施方式中,包边板与包边升降座之间设置相互配合的包边滑块56和包边滑轨57,以便包边板能够在包边升降座上相对前后滑动,比如图中,包边滑块设置在包边板54上(如位于包边板的下侧),包边滑轨设置在包边升降座55上(如位于包边升降座的上侧),当然反过来设置也可以。包边升降座55连接有竖向导杆58,竖向导杆58连接在机架上的包边导套59内,竖向导杆将在包边导套内进行稳定升降。结构布局合理,运行稳定。包边导套可以设置在机架的包边支撑板60上。
41.包边传动装置53来带动包边板54进行升降和前后移动,其方式较多,也较成熟,本实施方式将另外设计一种更加合理的结构进一步优化,包边升降传动装置包括第一凸轮传动部61,由第一凸轮传动部61配合传动包边升降座55进行升降;包边前后滑动传动装置包括第二凸轮传动部62,由第二凸轮传动部62配合传动包边板54进行前后滑动。
42.其中,第一凸轮传动部61和第二凸轮传动部62位于同一凸轮体上,比如双面凸轮体或双槽凸轮体;或者第一凸轮传动部和第二凸轮传动部位于两个不同的凸轮体上,即第一凸轮传动部位于其中一个凸轮体上,则第二凸轮传动部位于另一个凸轮体上,位于两个不同的凸轮体上调节更方便。包边传动装置采用凸轮传动部配合传动进行包边其运行速度更快、运行更稳定、采用机械结构更合理。
43.在采用凸轮传动部配合的基础上,本实施方式中包边升降传动装置还包括有第一摆臂63和第一连杆64,第一凸轮传动部61与第一摆臂63传动连接,第一摆臂与第一连杆传动连接,第一连杆64与包边升降座55传动连接;工作时,第一凸轮传动部配合带动第一摆臂进行摆动,第一摆臂63传动第一连杆64配合带动包边升降座55进行升降。本实施方式中包边前后滑动传动装置还包括有第二摆臂65和第二连杆66,第二凸轮传动部62与第二摆臂65传动连接,第二摆臂与第二连杆66传动连接,第二连杆与包边板54传动连接;工作时,第二凸轮传动部配合带动第二摆臂进行摆动,第二摆臂传动第二连杆配合带动包边板(在包边升降座55上)进行前后滑动。
44.其中凸轮传动部可以采用曲面或曲槽。比如采用曲槽的形式,具体为,第一凸轮传动部采用第一曲槽,第二凸轮传动部采用第二曲槽。或者如附图中,采用曲面的形式,第一凸轮传动部61采用第一曲面,包边升降传动装置还包括第一复位弹簧67并且第一复位弹簧与包边升降座55传动连接,通过第一复位弹簧67使包边升降座升降复位,第一复位弹簧可以传动连接在包边升降座上或第一摆臂上或竖向导杆上;第二凸轮传动部62采用第二曲面,包边前后滑动传动装置还包括第二复位弹簧68并且第二复位弹簧与包边板54传动连接,通过第二复位弹簧使包边板前后滑动复位,第二复位弹簧可以传动连接在包边板上或第二摆臂上;采用曲面的形式方便进行调节、加工方便。
45.其中,第一凸轮传动部和第二凸轮传动部位于两个不同的凸轮体上时,两个不同的凸轮体同轴连接在凸轮驱动轴上,由凸轮驱动轴带动凸轮体同步转动,同轴驱动,安装方便。当然也可以安装在不同的驱动轴上,但较为麻烦,还需联动配合。
46.包边支撑平台51配有包边吸料气动吸嘴69,由包边吸料气动吸嘴69从下侧吸住放置在包边支撑平台上的纸板与面纸,使纸板与面纸在包边支撑平台上的位置稳定,以便包边板顺利包边。比如包边支撑平台采用包边托板时对应配置的包边吸料气动吸嘴采用相应吸嘴,或比如采用吸风输送带时对应配置的包边吸料气动吸嘴直接采用输送带上的吸孔。包边吸料气动吸嘴处于负压状态时吸住物料,另外状态下释放物料。采用包边吸料气动气嘴相较于在包边支撑平台上方设置升降动作的包边压料部件结构更紧凑,另外,包边支撑平台上方的空间不占用,以便供纸板与面纸这物料被抓取或吸取移位。当然也可以采用包边压料部件结构,但吸取抓取时提升行程加大,影响速度。
47.图中,包边板54与包边支撑平台55斜压配合,即包边板朝向包边支撑平台前进的同时下降形成斜向下降,从而达到斜压面纸进行包边,包边效果更好,具有包边和按压的作用。斜压配合将由包边传动装置配合实现,比如图中通过第一凸轮传动部61和第二凸轮传动部62的的曲线(即曲面或曲槽)设计实现,结合附图,由具有第一凸轮传动部的包边升降传动装置和具有第二凸轮传动部的包边前后滑动传动装置配合实现。改进的三口包边机构工作时,当贴合的面纸与纸板被放置包边支撑平台上后,面纸多出来的部分(即包边部分面纸)向包边板方向从包边支撑平台上露出来,在包边升降传动装置的作用下包边板54先随包边升降座上升,包边板54上升降将包边部分面纸向上折,然后包边板在包边前后滑动传动装置的作用下朝向包边支撑平台方向前进滑动,包边板在前进滑动的同时包边升降座在包边升降传动装置的作用下向下降,完成斜压配合,将包边部分面纸斜压在纸板上,实现包边,包边效果更好,具有包边和按压的作用;完成之后,包边板随包边升降座上升与面纸分离,包边板后退,包边板上升与面纸分离以及包边板后退可以同时进行实现斜向回退配合,也可以先上升再后退,然后包边板随包边升降座下降,等待下次包边;包边板54随包边升降座下降55可以下降至低于包边支撑平台或与包边支撑平台平齐,以便面纸与纸板提升较小距离就可以跨越包边板。
48.图中,为改进的三口包边机构具体实施例,包边板54上设置包边滑块36,包边升降座55上设置包边滑轨57,包边滑块与包边滑轨配合连接,包边板位于包边升降座的上方,包边升降座上设有避让通道,包边板具有联接座71,联接座穿过避让通道70;包边升降座55连接竖向导杆58,竖向导杆连接在机架上的包边导套59内,竖向导杆的下部具有联接板,联接板上具有铰接座(供第一连杆铰接);包边升降传动装置包括第一凸轮传动部61、第一摆臂63、第一连杆64和第一复位弹簧67, 包边前后滑动传动装置包括第二凸轮传动部62、第二摆臂65、第二连杆66和第二复位弹簧68,第一凸轮传动部位于第一凸轮体上,第二凸轮传动部位于第二凸轮体上,第一凸轮体和第二凸轮体传动连接在凸轮驱动轴上,凸轮驱动轴设置包边支撑平台的下方,第一凸轮传动部采用第一曲面,第二凸轮传动部采用第二曲面,第一凸轮传动部与第一摆臂上的第一凸轮滚轮73传动连接,第一摆臂通过第一摆臂轴铰接在机架上,第一凸轮滚轮靠设在第一凸轮体的侧边(如上侧边),第一摆臂与第一连杆传动连接,包边升降座相连接的铰接座与第一连杆传动连接(铰接),第一复位弹簧连接在联接座与包边导套之间,第一复位弹簧套在竖向导杆58上;第二凸轮传动部与第
二摆臂上的第二凸轮滚轮74传动连接,第二摆臂通过第二摆臂轴铰接在机架上,第二凸轮滚轮靠设在第二凸轮体的侧边(如后侧边),第二摆臂与第二连杆传动连接,包边板的联接座与第二连杆传动连接(铰接),第二复位弹簧连接在第二摆臂与机架之间。
49.包边支撑平台51可采用副输送带(如吸风输送带)或包边托板;还可以进一步改进,包边传动装置还包括有包边平台左右移动传动装置,包边支撑平台与包边平台左右移动传动装置,由包边平台左右移动传动装置配合带动包边支撑平台左右移动,从而能够进行左右方向的纠偏,以便后续成型时位置更准。比如采用副输送带的包边支撑平台在左右方向上前进和后退,再采用包边托板的包边支撑平台在左右方向上前进和后退。包边平台左右移动传动装置可以采用电机(如伺服电机),比如采用包边托板的包边支撑平台采用电机与丝杆机构配合驱动,副输送带时采用电机配合驱动。
50.除了采用包边吸料气动吸嘴将物料固定在包边支撑平台上外,还可以采用升降动作的包边压料部件来将物料固定在包边支撑平台上,具体为包边传动装置还包括包边压料部件,包边压料部件位于包边支撑平台的上方,包边压料部件与包边升降压料传动装置传动连接,包边压料部件由包边升降压料传动装置带动进行升降,配合包边支撑平台将物料(纸板和面纸)夹住固定和释放。包边升降压料传动装置可以采用独立配置电机或气缸等传动,或者包边升降压料传动装置包括有第三凸轮传动部,第三凸轮传动部配合带动包边压料部件进行升降,第三凸轮传动部可以采用第三曲面或第三曲槽,第三凸轮传动部与第一凸轮传动部和第二凸轮传动部位于同一凸轮体上或者位于不同的凸轮体上,同轴驱动或异轴驱动。包边板54底面可以设置绒布等,避免划伤、压伤材料。
51.成型机构5还包括有上侧面成型机构7,配置在成型第一工位处,上侧面成型机构7用于纸盒上侧面成型,其包括上折面装置76和上贴面装置,此为成熟技术。本实施方式中还将提供一种改进的、布局更合理、结构整齐的上侧面成型机构。该改进的上侧面成型机构的安装架75上设有上折面装置76,上折面装置76包括有折面滑动座78以及折面升降支架79,折面升降支架83供折面部件89安装,安装在上面的折面部件89可以采用折面板(如铲板等)。折面升降支架83与折面滑动座相连,并且折面升降支架79相对折面滑动座78升降设置,折面滑动座在安装架75上水平滑动设置,在安装架75与折面滑动座78之间设置水平滑动副(如水平导轨和滑块),折面升降支架可以在折面滑动座上升降,并且可以随折面滑动座进行水平滑动,可以在折面升降支架与折面滑动座之间设置升降滑动副(如导轨和滑块)。折面滑动座78与折面水平滑移传动装置连接,由折面水平滑移传动装置带动折面滑动座78在安装架75上水平滑动,水平指水平方向上。安装架75上还设有斜向轨道84,斜向轨道84上配有导向部件,导向部件在斜向轨道上并沿斜向轨道进行移动,导向部件铰接在折面升降支架79上(比如导向部件通过转85轴的方式进行铰接),导向部件相对折面升降支架79可以转动,当折面升降支架随折面滑动座横向滑动的时候,导向部件将沿斜向轨道84进行斜向升降移动,相互配合带动折面升降支架79在折面滑动座78上进行升降。
52.该改进的上侧面成型机构的上折面装置使得其布局更合理,其折面升降支架以及折面部件的运行方式无需摆动空间,而是采用升降和水平左右移动(同主输送带纵向方向)配合的方式进行斜向位移,使得其占用空间更小、更紧凑,相应的安装架尺寸较小,采用升降、横向移动配合方式相较于摆动方式受力均匀、稳定。为满足不同规格的生产需求,其斜向调节更简便,仅需将斜向轨道安装的斜向角度进行调节设置即可满足不同升降高度需
求,对其他零部件以及传动结构不造成影响。
53.折面水平滑移传动装置可以采用气缸或电机等传动驱动方式。本实施例中,采用电机的方式,具体为,折面水平滑移传动装置包括有折面驱动电机86(如采用伺服电机)、折面同步轮87和折面同步带88,折面驱动电机与折面同步轮传动连接,折面同步轮与折面同步带传动连接,通过折面驱动电机带动折面同步轮转动,折面同步轮带动绕在其上面的折面同步带运行,安装架上设置折面水平滑轨,折面滑动座配置在折面水平滑轨上,折面水平滑轨供折面滑动座进行稳定水平滑动,折面滑动座与折面同步带相连接,由折面同步带带动折面滑动座进行水平移动;采用该方式进行传动,运行速度快,对折面升降支架以及折面部件的受力均匀、稳定,电机不易抖动。
54.安装架75包括有折面安装板部75a,折面水平滑移传动装置安装在折面安装板部75a上,折面同步轮、折面同步带、折面水平滑轨以及折面滑动座位于折面安装板部的正面,折面驱动电机、折面升降支架以及斜向轨道位于折面安装板部的背面。上折面装置布局合理,安装方便。
55.图中,斜向轨道84采用具有凹槽的斜向轨道(即导槽),导向部件采用导轮,导轮位于斜向轨道的凹槽内;加工以及安装方便,导轮通过转轴85连接在折面升降支架上。当然斜向轨道与导向部件也可以采用滑块与导轨配合或者导套与导杆配合等配合方式。
56.该改进型的上侧面成型机构的安装架75上还设有上贴面装置77,上贴面装置为成熟技术,本技术中还将提供一种改进型的结构,该改进型的上贴面装置包括有贴面滑动座82以及贴面支架83,贴面支架供贴面部件89安装,安装在上面的贴面部件89可以采用贴面辊(如胶辊或毛刷辊等)。贴面支架连接在贴面滑动座上,贴面滑动座在安装架上水平滑动设置,贴面滑动座与贴面水平滑移传动装置连接,由贴面水平滑移传动装置带动贴面滑动座以及贴面支架在安装架上水平滑动,贴面滑动座与贴面支架可以分体设置或一体设置,分体设置可以调整相对位置以便满足不同规划需求。该上贴面装置其布局更合理,其贴面支架以及贴面部件的运行方式无需摆动空间,占用空间较小、更紧凑,不同于摆动方式水平滑移的方式运行更稳定、受力更均匀。另外折面滑动座以及贴面支架采用水平左右滑动以及传动配合结构,整体结构更整齐,视觉效果更协调。
57.贴面水平滑移传动装置可以采用气缸或电机等传动驱动方式。本实施例中,采用电机的方式,具体为,贴面水平滑移传动装置包括有贴面驱动电机90(如采用伺服电机)、贴面同步轮91和贴面同步带92,贴面驱动电机与贴面同步轮传动连接,贴面同步轮与贴面同步带传动连接,通过贴面驱动电机带动贴面同步轮转动,贴面同步轮带动绕在其上面的贴面同步带运行;安装架75上设置贴面水平滑轨93,贴面滑动座配置在贴面水平滑轨上,贴面水平滑轨供贴面滑动座进行水平移动,贴面滑动座与贴面同步带传动连接,由贴面同步带带动贴面支架、贴面滑动座进行水平移动;采用该方式进行传动,运行速度快,对贴面支架以及贴面部件的受力均匀、稳定,电机不易抖动。
58.安装架75包括有贴面安装板部75b,贴面水平滑移传动装置安装在贴面安装板部上,贴面同步轮、贴面同步带、贴面水平滑轨以及贴面支架位于贴面安装板部的正面,贴面驱动电机位于贴面安装板部的背面。上贴面装置布局合理,安装方便,与上折面装置对应,视觉效果左右更协调,更整齐。贴面安装板部与折面安装板部可以分体设置或一体设置。
59.成型机的出盒工位与盒口包边工位可以采用如现有技术中的结构,即盒口包边工
位在出盒工位之前的工序,先完成盒口包边,再最后出盒。也可以优化为本实施方式中的优化结构,具体为成型机包括出盒工位ⅰ和盒口包边工位ⅱ,盒口包边工位配有盒口包边机构94,盒口包边机构94包括有包边压架95和包边插板装置,包边插板装置包括有包边插板96;包边压架95与施压升降传动装置101连接,由施压升降传动装置101配合带动包边压架95升降。盒口包边工位设置在出盒工位之后,出盒工位ⅰ与盒口包边工位ⅱ之间由出盒装置97衔接,通过出盒装置将出盒工位与盒口包边工位进行衔接,出盒装置97将出盒工位处纸盒模具上的纸盒取下并移动至盒口包边工位。盒口包边机构94还包括有包边托架98,包边压架的下方连有施压面,施压面位于包边托架的上方,当纸盒呈卧式状态从纸盒模具上被取下时,盒口朝前(朝向模具方向)放置在包边托架98上,可以由包边压架95从上方下降,包边托架与施压面之间为容盒空间(供卧式纸盒容纳放置),纸盒将位于施压面与包边托架之间的容纳空间处,由施压面下降配合接触固定纸盒,以便稳定顺利地配合对最上侧的盒口包边。施压面随包边压架同步升降。包边插板位于容盒空间的前侧,包边插板装置用于包边内插入到纸盒盒口内,包边插板装置包括有包边插板96,包边插板升降设置并且前后移动设置,即包边插板即可升降动作也可以前后移动(前移和后退),前后移动和升降动作可以同时配合进行(包边板将斜向移动),也可以分开进行,包边插板96位于容盒空间的前侧进行升降和前后移动配合进行包边动作;包边插板装置技术较为成熟,主要是在纸盒被固定住后,包边插板位于施压面的前侧(盒口朝向前侧),包边插板下降将包边那部分的面纸向下折,下折后在向盒口内折包覆在盒口内壁;包边插板装置为成熟技术,可以采用铰接在平行摆臂组上的包边插板进行一边升降一边前后移动同时配合的结构或者采用升降和前后移动分开动作的包边插板结构等,采用这些对纸板或纸盒的边缘包边结构用于盒口包边。
60.该优化结构,将盒口包边工位ⅱ设置在出盒工位ⅰ之后,由出盒装置将位于出盒工位处纸盒模具上的纸盒取下出盒,并由出盒装置将纸盒移动至盒口包边工位处。出盒装置技术较为成熟,可以采用左右钩板伸缩配合钩住纸盒移动出盒或者采用左右夹板配合夹住纸盒移动出盒或者采用吸嘴吸住移动出盒,不再赘述。工位排列重新设计,将盒口包边工位衔接布置在出盒工位之后,既能够实现纸盒从模具上脱离取下(实现脱模出盒),又能够在脱离模具后进行第四口盒口包边,使得第四口盒口包边时无需依托纸盒模具,避免受模具干扰,满足较小尺寸的纸盒第四口包边需求,并且将出盒和第四口的盒口包边相结合,效率高、速度快。其中,盒口包边机构无需依托纸盒模具,避免受模具干扰,能适用于小尺寸纸盒盒口包边需求。
61.本实施方式中,还将另外设计一种效率更加高、更实用的出盒装置,该出盒装置97包括有取盒部件102和出盒移动座99,取盒部件连接在出盒移动座上,取盒部件分设在左右两侧,从而能够从纸盒的左右两侧作用在纸盒上,取盒部件作用在纸盒上后接着随出盒移动座移动,将纸盒从模具上配合取下。出盒移动座99与出盒移动传动装置100连接,出盒移动传动装置可以采用气缸或电机驱动,出盒移动传动装置带动出盒移动座进行往复移动,出盒移动座带动取盒部件进行往复移动。取盒部件102可以采用伸缩夹板或伸缩钩板(配气缸伸缩动作)或气动吸嘴;也可以采用单向弹簧片向模具和纸盒移动时,单向弹簧片受压顺着纸盒外侧移动,单向弹簧片到达纸盒盒口后弹出可以钩在盒口,返回移动,将纸盒从模具上取下;取盒部件的方式较多,在此不再赘述;图中,取盒部件102采用单向钩盒口部件,单向钩盒口部件包括钩盒座和钩盒块,钩盒块通过销轴连接在钩盒座上,钩盒块配有钩盒弹
簧,通过钩盒弹簧将钩盒块朝后(朝向盒口包边工位的方向)的部分翘出,取盒部件朝前移动时,钩盒块受到纸盒侧壁作用克服钩盒弹簧压缩,直至钩盒块移动到纸盒盒口处,钩盒块的朝后的部分(即钩口部,可配置绒布防划伤)将弹出、翘出可以用于钩住纸盒盒口;进一步改进,取盒部件通过安装架103连接在出盒移动座上,以便设置多组以及调整取盒部件的前后位置。包边托架的前部衔接前托架部,前托架部与出盒工位衔接,纸盒从模具上取下脱模后,能够由前托架部配合托住,配合取盒部件顺利将纸盒移动至盒口包边工位,使运行更稳定,同时也方便出盒工位处的模具公转,比如前托架部延伸至出盒工位处的模具底部并相互间留有脱模及转动间隙。
62.本实施方式中,取盒部件可以设置一组;也可以如图中,取盒部件102设置前组部件和后组部件,即将取盒部件设置前组取盒部件和后组取盒部件,前组部件将纸盒从模具上取下配合移动至盒口包边工位,后组部件配合将盒口包边工位的完成包边的纸盒再向后移出;前后两组取盒部件配合取盒,效率更高。前组和后组的取盒部件可以通过安装架连接在同一出盒移动座上,或者分别设置在不同的出盒移动座上。
63.包边插板装置为成熟技术,本实施方式中,将另外设计一种结构更加合理、紧凑的包边插板装置,该包边插板装置的包边插板96连接在斜向滑板104上,斜向滑板104配置在斜向滑轨105上,斜向滑轨升降设置;斜向滑板104可以在斜向滑轨105上滑动并随斜向滑轨升降;在工作的时候,包边插板能够下降将面纸需要包边的部分向下折,接着包边插板通过斜向滑板与斜向滑轨相互配合进行斜向上升并前移,包边插板朝纸盒盒口内移动并上升,包边插板插入到纸盒盒口内完成包边,包边插板既能将面纸向盒口内折,又能将面纸向盒口的内壁压,包边效果较好。斜向滑板与斜向往复前后移动传动装置连接,由斜向往复前后移动传动装置106配合带动斜向滑板在斜向滑轨上进行斜向往复移动。斜向滑轨升降设置,斜向滑轨的升降可以配置动力驱动(图示出)或者斜向滑轨连接在包边压架上随包边压架升降,图中斜向滑轨连接在包边压架上随包边压架进行升降,结构紧凑。在盒口包边过程中,包边插板进行斜向上升并且前移(朝盒口内移动)完成包边,完成包边后能够斜向下降和回退,既能将面纸向盒口内折,又能将面纸向盒口的内壁压,向内前移并向上移动,包边效果较好,其包边插板装置运行稳定、运行速度较快、紧凑。
64.如附图,包边压架95采用包边压板,施压面位于包边压架的下侧(即施压面位于包边压板的下侧),斜向滑轨105连接在包边压架95上随包边压架进行升降设置,斜向滑轨通过包边压架与施压升降传动装置101传动连接,斜向滑轨将随包边压架同步升降,由施压升降传动装置带动包边压架和斜向滑轨升降,包边插板位于施压面的下方,结构紧凑,速度更快;图中,包边插板96随包边压架同步升降,包边压架下降其施压面接触纸盒,配合扶住固定纸盒,包边插板下降将面纸需要包边的部分向下折,接着包边插板通过斜向滑板与斜向滑轨相互配合进行斜向上升,包边插板朝纸盒盒口内移动并上升,包边插板插入到纸盒盒口内完成包边,之后复位。
65.图中,施压升降传动装置101连接在包边安装板107上;斜向往复前后移动传动装置106连接在包边压架95上,斜向滑轨105连接在包边压架95上。施压升降传动装置101可以采用气缸或电机的方式进行驱动,图中采用施压气缸,斜向往复前后移动传动装置106可以采用气缸或电机的方式进行驱动,图中采用斜向推拉气缸。
66.进一步优化,如图,包边安装板107连接在包边支架108上,包边压架和包边插板装
置连接在包边安装板107上,本实施例中在包边安装板与包边支架之间设置升降调节装置,通过升降调节装置实现包边安装板在包边支架上进行升降调节位置,调节包边安装板在包边支架的高度,从而使连接在包边安装板上的包边压架、包边插板等得到调节,从而满足不同规格需求以及调节施压面的接触纸盒时压力大小。图中升降调节装置采用升降丝杆调节装置包括有丝杆109(可配手轮或电机),包边支架上设置丝杆座110供丝杆转动,包边压架上连接设置丝母111与丝杆配合连接,包边安装板与包边支架之间还设置升降导向副112(如导轨和滑块)。
67.施压升降传动装置101连接在包边安装板107与包边压架95之间;施压升降传动装置包括有施压气缸,施压气缸连接在施压气缸安装座上,施压气缸安装座连接在包边安装板上,施压气缸的活塞杆与包边压架连接,图中由施压气缸带动包边压架在包边安装板上升降,为了稳定升降还可以在包边安装板与包边压架支架设置导轨副。斜向往复前后移动传动装置106连接在包边压架上;斜向往复前后移动传动装置包括有斜向推拉气缸,斜向推拉气缸连接在斜向推拉气缸安装座上,斜向推拉气缸安装座连接在包边压架上,斜向推拉气缸的活塞杆与斜向滑板连接,图中由斜向推拉气缸带动斜向滑板在斜向滑轨上往复滑动。
68.斜向滑轨前低后高设置,工作时,纸盒呈卧式状态并开口朝前,纸盒被放置在包边托架上,包边插板在斜向滑轨上斜向上升时,包边插板将从前下向后上的方向斜向上升,压向纸盒被施压面压住的侧壁的内壁,向内向上移动。
69.进一步优化,包边插板具有上水平配合面,包边插板插入到盒口内时其上水平配合面能够更加顺利地与盒口内壁配合,包边相对更平整。
70.该盒口包边机构还包括有盒尾限位板113,盒尾限位板升降设置或横向往复设置,盒尾限位板的升降或横向往复移动可以由气缸或电机驱动,通过盒尾限位板的移动来对纸盒进行限位,让纸盒顺利、准确放置在位置等待盒口包边,盒尾限位板可以从上方下降或从下方上升或从左向右或从右向左横向移动进行限位,返回则复位。图中,盒尾限位板从上方下降到达限位位置,盒尾限位板与限位板升降传动装置(如气缸或电机,图中为气缸)连接,限位板升降传动装置连接包边压架上,盒尾限位板随包边压架升降同时还通过限位板升降传动装置带动相对包边压架升降,运行速度更快。盒尾限位板的往复设置,能够使纸盒从前向后输送通过,通过停留在盒口包边机构处时配合限位以便盒口包边,最后复位供纸盒向后输出。另外,还可以在包边托架的左右两侧分别设置限位部件(如限位杆或限位板或限位台阶等),对纸盒的左右位置进行限位,进一步使纸盒在盒口包边机构中的位置更稳定、准确,进一步优化在限位部件上设有喇叭口(如倒角或圆角等结构)以便纸盒从模具上脱离被取盒部件(特别是钩住取盒)取出时顺利到位;图中包边托架包括有左托架和右托架,调节左托架与右托架的位置可以满足不同尺寸加工需求,限位部件可以连接在左托架和右托架上。当然,包边托架可以采用托杆、托板或从输送带(如吸风输送带)等,采用从输送带时可以配合将纸盒向后输出。还可以改进,盒尾限位板还可以进行在升降板架上前后调节设置,满足不同规格需求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。