1.本发明涉及挤出的人造纤维在其固化之前以及在其固化期间的成型和处理。
背景技术:
2.纤维素可以溶解在胺氧化物的水溶液中,特别是在n
‑
甲基吗啉n
‑
氧化物(nmmo)的溶液中,以便例如从获得的纺丝溶液中生产纺制产品,比如长丝、短纤维、薄膜等。这是在经由气体间隙将挤出物从挤出机引导到沉淀浴之后,通过在水中或在稀释的胺氧化物溶液中使挤出物沉淀来进行的。通常,使用4%至23%范围内的纤维素溶液来加工挤出产品。该方法也被称为莱赛尔(lyocell)方法,并且获得的纤维素长丝也被称为莱赛尔长丝。
3.根据所需的最终产品,纺丝方法可以经由安装在挤出机中的挤出通道或多个挤出通道进行。在文献“spinning of fibres through the n
‑
methyl morpholine n
‑
oxide process”(s.a.mortimer和a.peguy;在cellulose and cellulose derivatives:physico
–
chemical aspects and industrial applications;woodhead出版有限公司,1995年)中描述了取决于挤出物开口的直径的单通道挤出方法。作者在其中描述了喷丝头直径和纺丝脱离条件的影响以及在nmmo方法中纤维的原纤化的影响,其中该方法在气体间隙中作为单丝方法进行。
4.在us 4 246 221中描述了工业nmmo复丝系统,该系统由具有多个挤出开口的挤出板的挤出机、气体间隙以及具有回收介质的收集浴组成。
5.ep 0 430 926 b1描述了具有毛细管的挤出开口,这意味着挤出开口的孔的密度可以更高。
6.wo 93/19230 a、wo 94/28218 a和ep 0 700 463 b1描述了在挤出之后通过用气流吹气来冷却挤出的长丝。根据wo 94/282218,除了吹气之外,还抽走空气。
7.在wo 94/28210和wo 98/18983中,描述了用于生产莱赛尔纤维的喷丝头,其中在焊接为框架结构的多个板中设置挤出开口。多个板的整体提供了与各个板相对应的挤出模具的群集布置。
8.de 10 200 405 a1描述了一种莱赛尔方法,其中具有宽模具的长丝帘幕在空气间隙中被广泛散开的气流冷却。
9.wo 2013/030399 a1描述了一种莱赛尔方法,其中将气流分为加热部分流和冷却部分流。
10.wo 02/12600描述了一种莱赛尔方法,该莱赛尔方法根据莱赛尔长丝的脱离速度进行调节。
11.根据us 4 283 364,在完全不同于莱赛尔方法领域的熔体纺丝领域中(在该领域中,熔体被挤出之后,长丝直接在气体区域中进行固化),具有通道的用于小型系统的挤出板是已知的。该系统中的通道旨在提高纱线支数,减少不规则现象。在熔体纺丝中挤出之后在气体区域中进行的处理以及在莱赛尔纺丝中进行的处理无法进行比较,然而:尽管固化是在熔体纺丝中发生的,但是在莱赛尔方法中,固化最初在凝固介质中进行,例如在沉淀浴
中,同时在气体间隙中对流体长丝进行预处理,以便例如使其伸展、设置特定的湿度(us 4 246 221)、对其进行预冷却或者去除有害颗粒(wo 2013/030399 a1)。
12.jp 05044104 a2描述了一种用于生产长丝的干喷湿法纺丝方法,其中使气体在垂直于长丝取向的方向上流过喷丝头下方的空气间隙,以去除挤出的长丝中的残留的溶剂蒸气。因此,防止长丝断裂、长丝粘附、异常厚的部分以及尺寸不规则的发生,从而大大提高了纤维的质量和生产率。另外,气体在通过空气间隙之后,被抽吸装置吸收,并且气体被偏转90
°
,使得排气流与长丝的延伸方向大致平行且相反地送出。
13.wo 03/014436 a1描述了一种用于生产纤维素成型制品的方法,其中在叔胺氧化物和可选择的水中的纤维素的溶液在加热时并且在引入凝固浴之前进行成形,成形的溶液通过气体间隙中的气态介质冷却,其中气态介质从气体入口侧到气体出口侧穿过成形的溶液。该方法的特征在于,在与成形的溶液的移动方向基本平行或基本相反的方向上从气体出口侧抽吸气态介质。
技术实现要素:
14.本发明涉及长丝纺丝方法或湿式纺丝方法,其中在气体间隙中对挤出的长丝进行预处理之后,在凝固介质中对挤出的长丝进行固化。本发明的目的是在气体间隙中用最佳处理来进行尽可能高的材料生产量以及获得长丝的优良品质。单长丝工艺的质量旨在用于多长丝工艺中。
15.进一步的目的是保持尽可能高的生产率。另外,本发明的目的是获得尽可能高的纺丝速度,同时具有相应的纺丝安全性和产品质量(无聚丛、纤维支数均匀)。
16.本发明涉及一种适用于生产长丝材料的装置,其通过挤出流体材料和固化流体材料来生产长丝材料。该装置具有挤出头1、收集浴2、气体间隙a以及气流装置3、6,所述挤出头1具有多个挤出开口,所述收集浴2用于接收从挤出开口挤出的流体长丝5,所述气体间隙a在挤出开口与收集浴之间,从而形成用于挤出的流体材料的处理区域4’,所述气流装置3、6用于在气体间隙中产生气流,其中在气体处理区域的横向方向上以及在气流的方向上设置至少一个气流挡板4。
17.此外,本发明涉及一种生产固体长丝材料的方法,所述方法经由多个挤出开口通过挤出流体材料由流体材料生产固体长丝材料,由此形成流体长丝5,从而使流体长丝穿过气体间隙a,并且在收集浴2中的凝固液中对长丝进行固化,其中气流6、7穿过气体间隙a,其中用至少一个气流挡板4控制气流,其中气流挡板横向地限定用气流来处理长丝的气体处理区域4’。由于纺丝系统的构造部分地对环境开放,被称为“漏入气流”8被引入到纺丝系统中。
18.本文描述的所有细节和示例性实施方案均等同地涉及本发明、装置和方法的所有方面。装置或其部件可以在方法中使用。关于方法的细节可以是用于执行该方法的装置的优选特征。
附图说明
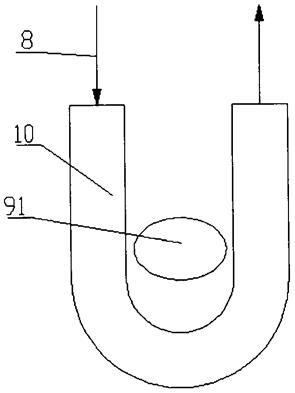
19.在图1中,以侧视图示出了通过挤出流体材料并用气流挡板4、4’、4”使流体材料固化来生产长丝材料的挤出装置。
20.在图2中,以前视图(从左侧观看时图1的视图)示出了图1的挤出装置的构造。长丝帘幕5由单个的长丝形成。气流挡板4横向地布置。
21.图3详细地示出了根据本发明的气流挡板4的构造。气流挡板4在部分区域中具有穿孔,在这种情况下为狭缝。
22.图4示出了气流挡板4的可选择的实施方案。原则上,气流挡板4与图3的实施方案相同。代替狭缝,穿孔由网筛或筛子形成。
23.图5示出了气流挡板4的进一步的可选择的实施方案。原则上,气流挡板4与图3的实施方案相同。代替狭缝,穿孔由规则布置的凹槽形成。凹槽可以是圆形的、正方形的、矩形的、菱形的、三角形的或任何所需的形状。
24.图6示出了进一步的可选择的实施方案。在这种情况下,气流挡板4不是连续的平坦表面,而至少在部分区域中具有三维结构表面,特别是带凹槽的脊状表面(图6中的虚线所示)。
25.图7示出了从上方观看时边缘区域的截面(截面a
‑
a)图(俯视图)。气流6穿过长丝帘幕5。在边缘区域中,附加的“次生气”8’被主气流6吸入,其由于气流挡板4的表面的三维结构而打旋。
26.图8描述了与图7相似的系统(截面a
‑
a)。与图7的不同之处在于,气流挡板4的表面的三维结构被部分穿孔,以便通过在边缘区域处吸入的次生气8’的抽吸作用将更多的“次生气”8
”’
吸入到系统中。
27.图9与图8相同(截面a
‑
a),但是气流挡板4构造为流动腔室,从而计量地引入“次生气”8
”’
作为强制流。
28.图10示出了图6的实施方案的特殊形式。在这种情况下,气流挡板4是具有规则地间隔开的缺口的挡板,所述缺口在空气流动的方向上具有开口,该开口使得空气能够从外部向内部流入气体处理区域。
29.图11示出了从上方观看时图10的边缘区域的截面(截面b
‑
b)图(俯视图)。气流6流过长丝帘幕5。在边缘区域中,附加的“次生气”8’被气流6吸入,由于气流挡板4的三维结构表面,所述次生气打旋。由于在边缘区域中吸入的次生气8'的抽吸作用,附加的“次生气”8
”’
通过气流挡板4从外部引入到系统中。
具体实施方式
30.本发明涉及一种装置,其具有挤出头1、收集浴2、气体间隙a以及气流装置3、6,所述挤出头1具有多个挤出开口,所述收集浴2用于接收从挤出开口挤出的流体长丝5,所述气体间隙a在挤出开口与收集浴之间,从而形成处理区域4’,用于挤出的流体材料,所述气流装置3、6用于在气体间隙中产生气流,其中在气体处理区域的横向方向上以及在气流的方向上设置至少一个气流挡板4。该装置可以被用于通过挤出流体材料和固化流体材料来生产长丝材料。为了固化,通常在收集浴(容器)中设置凝固液。该凝固液的组成使得它不是流体材料的溶剂,从而该流体材料凝固并形成基本为固体的凝固长丝。
31.气体间隙是用于挤出长丝的基本处理区域,在该区域中,对还是流体的长丝进行例如拉伸或表面处理(蒸发溶剂成分)。气体间隙中的处理区域由挤出开口与凝固浴表面之间的距离确定。在根据本发明的装置中,可以在收集浴中标记该表面水位,收集浴实质上是
水槽;特别地,该表面水位设置为,在操作时凝固液的水位不能溢出超过该表面水位。因此,在优选的实施方案中,收集浴具有用于可以被容纳在收集浴中的凝固液的预设液位。
32.此外,本发明涉及一种经由多个挤出开口通过挤出流体材料由流体材料生产固体长丝材料的方法,由此形成流体长丝5,从而使流体长丝穿过气体间隙a,并且在收集浴2中的凝固液中对长丝进行固化,其中气流6、7穿过气体间隙a,其中用至少一个气流挡板4控制气流,其中气流挡板横向地限定用气流来处理长丝的气体处理区域(4’)。
33.本发明涉及从诸如纺丝溶液的成型体中生产长丝材料,例如,连续成型制品。优选地,该方法是莱赛尔方法,即用于对诸如含纤维素的纺丝溶液、水和氧化叔胺的纤维素溶液进行纺丝的方法。莱赛尔是bisfa(the international bureau for the standardization of man
‑
made fibres,国际人造纤维标准化局)给予纤维素纤维的通用名称,所述纤维素纤维由纤维素生产而未形成衍生物。从多个挤出开口进行挤出,通过所述多个挤出开口挤出成型体(流体材料),以形成流体长丝。流体长丝在凝固液中固化,所述凝固液也被称为凝固介质或沉淀浴。用于长丝的气体处理区域位于挤出开口与凝固液之间的气体间隙中。
34.气体处理区域在空间上由气体间隙的高度(挤出开口与凝固液之间的距离,特别是在收集浴中设置的液位)确定,并且在横向上由相关的挤出开口的尺寸确定。在操作期间,挤出的长丝从这些挤出开口流出,流入到凝固液(收集浴)中。由(外部)挤出的长丝限定的区域被称为气体处理区域,这是由于通过流入其中的气体对长丝进行处理。因此,所述区域是由挤出开口的阵列的面积(由该阵列的边缘处的排出口包围)乘以挤出开口的位置处的气体间隙的高度形成的体积。气体间隙中的多个长丝也被称为挤出物帘幕。这定义了气体处理区域。
35.至少在从顶部观看时,气流通常成直线地通过气体间隙。气流在入口侧处进入气体处理区域,并且再在相对的出口侧处退出。气流穿过气体处理区域自身中的长丝。
36.根据本发明,至少一个气流挡板横向于气体处理区域设置。“横向地”通常是指基本上正交于挤出的方向或基本上平行于凝固浴的表面,另外相对于通过的气流而言横向于气体处理区域,即基本上平行于气体处理区域行进,但移动至气体处理区域的边缘。气流挡板是在挤出开口与凝固浴之间的区域中的物理屏障,并且沿着在气流的方向上延伸的气体处理区域的挡板放置。例如,气流挡板是横向于气体处理区域放置的壁。通常只有很短的距离。显然,气流挡板不得接触挤出的长丝,以免干扰从挤出开口流入到收集浴中的流动。借助于气流挡板,唯一改变的是气流,特别是在气体处理区域的边缘区域中。这些改变影响本来会发生的打旋和/或流向或离开气流的任何横向流。
37.特别地,为了利用根据本发明的气流挡板来引导气体通过气体间隙中的长丝,就长丝的质量、生产率以及保持顺利的操作而言创造条件,与以前的纺丝单元相比,这构成了可观的进一步的发展。
38.根据本发明的气流挡板影响气体在气体处理区域的边缘区域中的流动。借助于根据本发明的气流挡板,气流的流动路线受到影响;根据挡板的构造,气流可能会被偏转、压缩、打旋和/或与次生气混合。从入口侧到出口侧在直线上流向并流过气体处理区域的气体被称作主气体。通常借助于风扇将主气体吹入到气体处理区域中。次生气是间接引入的气体,所述次生气例如被主气体夹带。根据本发明,已经表明,在气体处理区域的边缘区域处的所述次生气会导致纺丝方法出现问题,例如,长丝聚丛或断裂。再循环气体也是一个问
题。这是曾经已经流过长丝帘幕的气体。因此,该气体在与长丝或凝固浴的最初接触期间已经携带了溶剂和/或该气体已被加热(通常在加热情况下进行挤出,例如加热至80℃或更高),从而较不适合对长丝的进一步处理,并且可能起到破坏纺丝方法的稳定性的作用。借助于气流挡板,可以使次生气以及进给(infeeding)再循环气体的比例最小化。气流挡板的目的是一方面使得可以尽可能在相同的条件下引导气流通过在气体处理区域的整个长度和宽度上的长丝。另一方面,气流挡板也使凝固浴的表面平静。
39.在闭合的圆形模具/环形模具而没有分段的圆周的情况下,即圈状布置的挤出开口,由于该挤出开口本质上是“没有尽头的”,从而在整个圆周上气流条件是相同的。然而,环形模具的一个因素是,在凝固浴中,在闭合的长丝帘幕内部,在浴中会发生涡流或回流,这在凝固浴表面处引起相当大的湍流。因此,对于环形模具,必须将最大脱离速度保持在较低水平,这是因为较高的脱离速度(由于通常具有“开口的”长丝帘幕)会由于浴中的湍流而导致严重的纺丝问题。
40.因此,矩形模具(矩形布置的挤出开口)或组合式模具、开口的圈状模具或者形成“开口”(非闭合)的长丝帘幕的其他挤出装置是优选的。这些布置能够更快地操作,这里,根据本发明的气流挡板可以提供实质性的优点,这是因为以这种方式,能够最小化或避免气流的“壁效应”和在凝固浴表面处的湍流。优选地,挤出开口布置为矩形形状,其中矩形形状的窄侧面向气流挡板。气流穿入长侧,即面向风扇。用于布置挤出开口的可能的形状是矩形形状、弯曲形形状、环形形状或扇形形状。细长形状的长宽比可以是100:1至2:1,优选地,60:1至5:1或40:1至10:1。优选地,本文所述的各个气流挡板用于气体处理区域的两侧(从气流方向观看的左侧和右侧)。
41.在矩形形状的情况下,横向气流挡板可以连接至气流进给的一侧(通常是伸长的一侧
–
如上所述,风扇的一侧或逆着气流方向的一侧)。在气流挡板附接至气体处理区域的两侧的情况下,形成u形挡板,该u形挡板也被称为吹气箱。因此连接部分(在气流装置的侧面上)可以构造为与横向气流屏障相同的方式,例如伸入收集浴的凝固液中(例如在为此目的设置的根据本发明的装置的水位以下),以防止次生气流入到凝固液中。连接部分的一端(如具有横向气流屏障的情况)也可能不伸入收集浴中的凝固液中(或在为此目的设置的根据本发明的装置的水位以下),即一端高于该水位。
42.气流挡板(和/或连接部分)可以布置为垂直于收集浴(凝固液位),或者相对于竖直面倾斜一定角度,例如0
°
至30
°
。优选地,该倾斜可以向下(在收集浴的方向上)变宽(即,远离挤出流体材料),或者向下变窄(朝向挤出流体材料)。此处设置的对于气流挡板与挤出的流体材料/气体处理区域之间的间距是相对于距离和最窄点。
43.本发明的优点是气体处理区域中均匀的气流温度和气流湿度;均匀的气流速度;在挤出方向上(从挤出开口到收集浴)沿着长丝的均匀的气体流速梯度;通过流动的气流在长丝上的均匀负荷;减轻并防止凝固浴表面处的湍流。
44.气流挡板在气体间隙的整个高度上沿横向至少部分地限制气流。可以在气体间隙的整个高度上或者在气体间隙的仅部分高度上沿着凝固液的表面的方向从挤出头设置气流挡板,使得气体间隙的部分高度不受限制。气体间隙高度的不受限制的区域可以直接位于凝固液的表面上方,在直接位于挤出开口下方的区域中,或者实际上也在凝固液表面与挤出开口之间。根据本发明,气流挡板也可以伸入凝固液中并在凝固液的表面下方延伸一
定的沉浸深度。
45.气流挡板可以直接安装在挤出头上、收集浴上或气流装置(抽吸装置、风扇)上。多个气流挡板的组合也是可能的;所述多个气流挡板可以是分开的,选择性地具有间隙(在有利的实施方案中,特别是在示例中,不需要完全闭合,并且实际上不进行完全闭合),或者所述多个气流挡板可以连接在一起。
46.优选地,气流挡板在气体处理区域的整个长度b上延伸,即,在纵向方向上(气流方向,气流挡板沿该气流方向延伸或基本与其平行)布置的所有挤出开口都位于该长度上。“在气体处理区域的整个长度b上延伸”是指气流屏障的范围覆盖该区域;特别地,气流挡板的边缘至少达到这些尺寸。所述气流挡板的边缘也可以延伸到这些尺寸之外。此外,如提到的,气流挡板可以被穿孔,即“覆盖”和“在范围内”不一定意味着气流挡板完全地密封该表面。气流挡板也可以部分地封闭表面。
47.优选地,在气体处理区域之后,气流挡板沿气流方向在区域l、4”上延伸。因此,如果存在的话,在气流方向上或在抽吸装置的方向上,根据该特征,气流挡板可以延伸到气体处理区域之外。就这一点而言,优选地,在该下游区域的气流方向上的长度l至少是气体处理区域的用于在纵向方向上布置的所有挤出开口的长度b的一半。优选地,长度l大于或等于长度b。
48.更优选地,气流挡板逆着气体处理区域上游的气流方向(即,如果存在的话,在风扇的方向上)在区域k上延伸。就这一点而言,优选地,该上游区域逆着气流方向的长度k至少是气体处理区域的用于在纵向方向上布置的所有挤出开口的长度b的一半。
49.气体间隙中的气流可以通过气流装置产生或推动。就这一点而言,气流装置例如可以是风扇或抽吸装置或两者。优选地,两者均被提供。在两个装置的每个中可以产生不同的流。通常,用抽吸装置比用风扇会产生更大的流,这是因为除了主空气之外,次生气被吸入。根据本发明,由于次生气的减少,可以减少这种不均匀。
50.在根据本发明的装置或根据本发明的方法的优选实施方案中,风扇和/或抽吸装置3设置为气流装置或用于气流。抽吸装置可以具有引流物(drain),该引流物优选地相对于水平面(收集浴/凝固浴表面)以0
°
至45
°
的角度x取向。再次优选地,抽吸装置布置在气体间隙上方,从而可以水平地进入气体处理区域。这种可进入性意味着长丝帘幕是可见的,或者用户可以进行调节。角度x优选为10
°
至40
°
,例如20
°
至35
°
。0
°
对应于水平面或凝固浴表面。就这一点而言,优选地,抽吸装置具有到气体间隙中的长丝的不间断的直线视线,使得当从气体间隙中去除排出的气体时,所述排出的气体尽可能少地偏转,从而产生特别有效的抽吸;吸入的环境空气(次生气)的量可以保持为尽可能少。此外,结合气流挡板,可以使凝固浴保持为尽可能不受湍流的影响。由于到抽吸装置的抽吸开口的相对较短的距离,存在排出的气流也将夹带凝固浴从而可能带来凝固浴中的湍流的风险。通过本发明减少了这种情况。
51.因此,在该方法中,可以通过吹入6和吸出7来获得气流,其中优选地被吸出的气流大于被吹入的气流。优选地,吸出的气流与吹入的气流的比率大于1.2:1,例如大于1.4:1或大于1.6:1。通过本发明,还可以限制这种不均匀;因此,比率优选地小于2:1,优选为小于1.8:1,小于1.6:1,或者小于1.5:1或甚至小于1.4:1。
52.在气体间隙中,选择性地(当然有利地,特别是在大型工业相关系统的情况下),可
以吹入和/或吸出气流。进入处理区域(紧接在处理区域之前,例如在风扇处)的气流优选地温度为5℃至65℃,优选为10℃至40℃,特别是室温,例如20℃至25℃。可以在75℃至160℃的温度下挤出流体材料。优选地,气体间隙的温度低于挤出的流体材料的温度。特别地,以比挤出的流体材料更低的温度来供应气体间隙中的气流。
53.气体间隙的可能长度,即挤出开口与凝固浴表面之间的距离,优选地在10mm与200mm之间,特别地在15mm与100mm之间,或在20mm与80mm之间。优选地,所述距离至少为15mm。气体间隙中的气体优选地是空气。优选地,气流是空气流。其他惰性气体也是可能的。当气体不与气体间隙中的流体长丝发生化学反应,并且优选地不与凝固介质(比如在水或稀释的nmmo的水溶液中或者其他溶剂成分
‑
这取决于采用的挤出介质)发生化学反应时,该气体被描述为惰性气体。
54.到气体处理区域(鼓风机,风扇)的流入量优选地调节为使得气体间隙中的气体所需的冷却发生在气体处理区域中(特别地,在气体出口端处)。优选地,特别是在莱赛尔方法中,流入量设置为使得气体处理区域中的温度冷却至40℃至80℃,优选地50℃至70℃或55℃至65℃。
55.另外,通过选择气流和气流挡板,可以防止气流在气体处理区域的横向边缘处的湍流。
56.为了获得本发明的优点,特别是为了影响气流性能,气流挡板不必覆盖整个横向表面。优选地,在挤出方向上气体处理区域中气流挡板的高度至少是气体间隙高度的70%。气流挡板的高度对应于其在挤出方向的方向上的尺寸,即,基本上垂直于或正交于凝固液表面;特别是在气体处理区域中,即在挤出开口与凝固浴之间,在有利的实施方案中,气流挡板的高度应当至少在该高度的70%上延伸,特别优选地,至少在该高度的80%或至少90%上延伸。
57.气流挡板可以完全闭合、裂开或穿孔,即气流挡板可以具有使得气体流过的开口。可以在整个表面上或仅在部分表面上制作穿孔。可以在表面中以滤网、狭缝或孔或者其他开口来制作穿孔。优选地,气流挡板在气体处理区域的区域中具有穿孔。就这一点而言,在具有穿孔的该区域中,在气体处理区域的区域中气流挡板的表面的至少25%优选是闭合的,即不渗透气体。因此,表面的75%或更少可以是开口的。特别优选地,在该区域中,至少35%是闭合的,优选为至少45%,或至少55%,具有穿孔的区域中的表面的至少65%或至少75%或者至少85%可以是闭合的。
58.气流挡板可以是平坦的、弯曲的、波纹状的或刻面一次或多次。折弯、波浪或刻面方向可以是水平的、竖直的或者甚至在水平与竖直方向之间倾斜。
59.优选地,穿孔是孔或条纹,优选地在挤出方向上的条纹。特别优选地,沿气流方向在气体处理区域的区域中每4cm,优选地每2cm或每3cm气流挡板长度设置至少一个条纹。
60.在进一步的优选实施方案中,在气体处理区域的区域中的气流挡板具有波纹状的、凹槽的或肋状的表面。这种类型的表面的示例是脊状或波纹状的表面。波纹的、凹槽的、肋状的或脊状的表面优选地与上述穿孔组合。以这种方式,波纹的、凹槽的或肋状的或脊状的表面可以进一步包括所述穿孔。脊状表面是具有肋状物的表面几何结构,该肋状物形成排档(stall)。肋状物优选地构造为使得在流动的方向上,肋状物总是突出到气体处理区域中以分裂流,然后将流转回至壁。肋状物本质上是锯齿或锯齿形的凹口。穿孔可以在锯齿形
的稳定区域或分裂区域中。气流挡板可以构造为具有规则地间隔开的压痕(impressed)开口的板子,所述开口起到在气流流过板子之后偏转气流的作用。根据压痕的构造,与通过带有“开口”孔的竖直流动相比,气流可以偏转15
°
至90
°
。借助于波纹、凹槽、肋状物、脊状物、锯齿等,优选地引起湍流,并且表面产生这些凹槽、肋状物、脊状物、锯齿等。特别地,使用这些表面以产生较低的空气阻力。作为对此的替代,气流挡板也可以是光滑的。
61.气流挡板4可以构造为流动腔室。这本质上意味着气流挡板为双壁构造,从而形成腔室。就这一点而言,面向气体处理区域的壁具有穿孔,其中双壁构造意味着可以限制、调节或控制通过腔室进而通过穿孔的气流(次生气)。
62.优选地,气流挡板是受温度控制的。一方面,这可以借助于流过气流挡板的气体和/或借助于不同于该气体的冷却或加热装置来进行,例如电加热或可以控制气流挡板的温度的传热流体。
63.气流挡板放置在气体处理区域的侧部,并且与气体处理区域的侧部保持一定距离(与长丝的距离)。作为示例,该距离是长丝(或挤出开口)相对于彼此的间距的2至20倍。因此,优选地,气流挡板与气体处理区域的距离为j,该距离j是在横向于气流方向的方向上挤出开口相对于彼此的间距c的至少两倍。优选地,气流挡板到气体处理区域的最大距离j是在横向于气流方向的方向上挤出开口相对于彼此的间距c的30倍。
64.气流挡板与气体处理区域(挤出的材料)的适当且最佳距离和参数可以在表征边缘区域中的纺丝稳定性的测试中确定。当在选择的气流速率下,在存在或不存在特定气流挡板(比如脊状表面等,和/或穿孔)的情况下对流动进行研究时,通常可以在视觉上通过眼睛或通过视频记录以及流动模拟来进行表征。可以利用人工产生的烟雾对气流进行可视化,从而可以理解、再现流动,并且可以从整体上解释纺丝系统。
65.气流挡板可以选自多种材料,比如金属或聚合物,例如热成型的聚合物。
66.在根据本发明的方法中,挤出介质用作流体。优选地,挤出介质是纤维素和介质的其他成分(比如溶剂)的溶液或混合物。纤维素浓度选自莱赛尔方法常用的浓度。因此,挤出的流体的纤维素浓度可以为4%至23%,优选地6%至20%,特别地8%至18%或10%至16%(所有百分比以重量百分比计)。如背景技术中所述,在莱赛尔方法中,挤出介质通常是纤维素溶液或与nmmo(n
‑
甲基吗啉n
‑
氧化物)和水的熔体。还可以使用纤维素的其他溶液,特别是纤维素的离子溶剂。作为替代或补充,挤出介质可以是离子溶剂。wo 03/029329、wo 2006/000197 a1、parviainen等人于2015年5月在rsc adv中的69728
‑
69737、liu等人于2017年在green chem,doi:10.1039/c7gc02880f、hauru等人在zellulose(2014)21:4471
–
4481、fern
á
ndez等人,j membra于2011年在sci technol,p:4等中描述了这种类型的离子溶剂的示例,且优选地包含有机阳离子,例如铵、嘧啶或咪唑鎓阳离子,优选地1,3
‑
二烷基咪唑鎓盐,比如卤化物。水也优选用作纤维素的非溶剂。纤维素和丁基
‑3‑
甲基
‑
咪唑鎓(butyl
‑3‑
methyl
‑
imidazolium,bmim)的溶液,例如用氯化物作为抗衡离子(bmimcl),或者特别优选地1
‑
乙基
‑3‑
甲基咪唑鎓(优选地也作为氯化物、乙酸盐或二乙基磷酸盐)或1
‑
己基
‑3‑
甲基咪唑鎓或1
‑
己基
‑1‑
甲基吡咯烷鎓(优选地具有双(三氟甲基磺酰基)酰胺阴离子)和水。其他离子溶剂是1,5
‑
二氮杂双环[4.3.0]壬
‑5‑
烯盐,优选地作为乙酸盐;1
‑
乙基
‑3‑
甲基咪唑鎓乙酸盐、1,3
‑
二甲基咪唑鎓乙酸盐、1
‑
乙基
‑3‑
甲基咪唑鎓氯化物、1
‑
丁基
‑3‑
甲基咪唑鎓乙酸盐、1
‑
乙基
‑3‑
甲基咪唑鎓二乙基磷酸盐、1
‑
甲基
‑3‑
甲基咪唑鎓二甲基磷
酸盐、1
‑
乙基
‑3‑
甲基咪唑鎓甲酸盐、1
‑
乙基
‑3‑
甲基咪唑鎓辛酸盐、1,3
‑
二乙基咪唑乙酸盐和1
‑
乙基
‑3‑
甲基咪唑鎓丙酸盐。流体材料优选地包含纤维素,优选地纤维素的溶液或熔体、纤维素的溶剂,优选地胺氧化物和水。
[0067]
在干湿法纺丝期间,处理区域主要由气体间隙或空气间隙以及下游的流体容器、流体漏斗或流体导管组成。从挤出开口出来的挤出物穿过气体间隙,进而穿过凝固浴,也被称为纺丝浴。湿的(沉淀的和/或冷却的)挤出物通过一个或多个洗涤水槽和/或通过气体或空气腔室进给至脱离单元。
[0068]
在湿式或干湿式纺丝方法中,由于凝固浴液体与挤出物之间较高速度的移动和拖曳过程,会发生湍流和打旋。另外,在具有刚性偏转器的偏转点处,在挤出物与偏转器之间的接触的点处还存在干燥运行的风险。脱离速度越高,干燥运行的风险就越大,并且就越难将挤出物帘幕或其束压在偏转装置上。优选地,长丝在收集浴中被偏转。为此,可以设置偏转装置。
[0069]
优选地,气流挡板伸入凝固浴中或在凝固浴的表面水位(或在示例性实施方案中为此目的设置的水位)以下延伸。这种沉浸可以减少浴中的湍流。这种沉浸深度优选地为1mm至50mm。
[0070]
挤出开口的直径优选地为30μm至200μm,优选地为50μm至150μm或60μm至100μm。这意味着可以生产适用于纺织品(机织和非机织的纺织品)的长丝。
[0071]
优选地,设置挤出生产量,使得在给定的脱离速度下,生产的单个纤维的纤维支数为1.3dtex
±
50%,优选地
±
25%或
±
10%。挤出生产量可以通过挤出体(即,纤维素溶液)的压力来调节。可能的压力的示例为5至100bar,优选地8至40bar。
[0072]
现在将通过以下附图和示例描述本发明,而不将本发明限制于这些实施方案。
[0073]
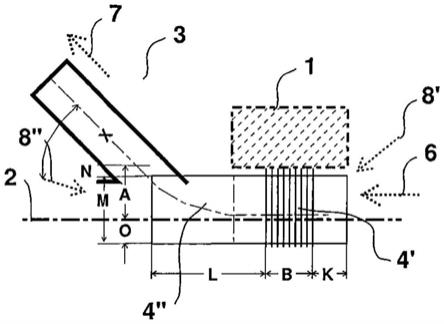
在图1中,以侧视图示出了纺丝装置的典型布置。离开挤出头1或挤出开口的长丝帘幕5穿过气体间隙a,从而随后浸入凝固浴2中。气流供应装置6为气体间隙a供应气流,该气流穿过长丝帘幕5,然后通过作为引出气流7的抽吸装置3以偏转角度x偏转,并且离开纺丝区域。
[0074]
除了供应的气体6之外,次生气8’也被进给到气体间隙a中。次生气8'从供应的气体6的方向以及经由穿孔的气流挡板4从横向方向进入气体间隙a。本发明的必要特征在于,借助于气流挡板4的创造性构造和气流屏障4的穿孔的构造,创造了可以进行顺利的纺丝操作和长丝的高脱离速度的条件。通过一系列测试确定优选的实施方案,其中评估凝固浴表面2的纺丝稳定性和湍流程度。
[0075]
通过抽吸装置3取出的气流7是进给气流6、次生气8’和由于开放构造从环境抽吸的环境气体8”的总和。
[0076]
气流挡板4构造具有高度m的至少部分平坦的外延结构。气流挡板4在竖直方向上至少部分地覆盖气体间隙a。另外,图中示出的气流挡板以沉浸深度o的量浸入凝固浴2中。还示出竖直距离n,该竖直距离n为长丝帘幕与气流挡板4的上边缘之间的竖直距离。该距离优选地为0mm至20mm。
[0077]
气流挡板4优选地在水平方向上延伸超过长丝帘幕b的宽度(在气流方向上的尺寸,例如5mm至100mm),另外延伸为气体处理区域在气体入口侧上的延伸部k,此外延伸为气体处理区域在气体出口侧上的延伸部l。气流屏障在气体入口侧上的延伸部k例如为0mm至
200mm。气流挡板在气体出口侧上的延伸部l优选地为0mm至400mm。
[0078]
气流挡板4在图1中显示为一个整体。然而,气流挡板4的可能的实施方案可以是多个部分;作为示例,气流挡板可以分为在水平、竖直还有任何其他方向上的构造。
[0079]
在图2中,以前视图示出了纺丝装置的典型布置。通过在整个长丝帘幕长度t(横向于气流方向的尺寸)上延伸的单个长丝来形成长丝帘幕5。在长丝帘幕5的整个长度t上长丝以距离c彼此分开。长丝相对于彼此的间距例如为0.4mm至10mm。气流挡板4在长丝帘幕长度t的延伸部中以与长丝帘幕的气流挡板的横向距离j的量与长丝帘幕分开。例如,该距离为1mm至20mm。
[0080]
图3示出了根据本发明的气流挡板4的实施方案的细节。气流挡板4在部分区域中具有穿孔。穿孔的位置在水平方向上由从气流挡板的气体流入侧端部到穿孔的水平距离p以及穿孔的水平范围q来确定,例如,p为1mm至50mm。在此示出了用于气体处理区域的穿孔,并且设置了在气流入口的方向上的延伸部。它也可以仅存在于部分气体处理区域中。q可以是气体处理区域的宽度的一部分。具有穿孔的区域的长度l可以选择为预期的气流、长丝脱离速度和长丝数量的函数;例如,q可以在20mm至200mm之间。
[0081]
穿孔不延伸到凝固液中。穿孔的位置在竖直方向上由从气流挡板的喷丝头侧端部到穿孔的竖直距离r以及穿孔区域的高度s确定。具有穿孔的区域的竖直位置构造为使得穿孔存在于气体间隙a的至少部分区域中。穿孔可以在竖直方向上而且在整个气体间隙a上延伸,另外还延伸到凝固浴2中。
[0082]
图3示例性地示出了具有竖直狭缝的穿孔。水平或倾斜定向的狭缝也是可能的,并且弯曲或其他非直线形状的狭缝也是可能的。作为示例,r为1mm至15mm;s优选地为10mm至40mm。
[0083]
图4示出了气流挡板4的可选择的实施方案。气流挡板4基本上与图3的实施方案相同。代替狭缝,穿孔生产为具有网筛或筛子。
[0084]
图5示出了气流挡板4的进一步的可选择的实施方案。气流挡板4基本上与图3的实施方案相同。代替狭缝,穿孔构造为具有多个开口。除圆形孔之外,正方形孔、矩形孔、菱形孔甚至任何其他可能的几何形状均可以用于穿孔的形状。
[0085]
与图3相比,图6示出了具有三维结构的气流挡板。本文中虚线示出的区域具有在气流方向上重复的竖直取向的三维结构(凹槽、肋状物、脊状物、锯齿)。
[0086]
图7是三维结构的放大的截面图(俯视图)。气流6穿过处理区域5。通过用从环境中夹带的次生气8’来冲过气体处理区域5的边缘区域与气流挡板4之间的间隙。气流挡板4的鳞形的三维结构确保了次生气8’将打旋。本文中示出的结构是示例性的。如示出的,所述结构可以在竖直方向上连续,但也可以在构造上竖直分开或偏移。
[0087]
图8示出了与图7相同的实施方案,但这里,在三维结构中形成附加开口。附加穿孔确保了除次生气流8’之外,更多的附加的次生气8
”’
将从外部吸入。根据三维结构的构造和选择的气流6,可以吸入次生气8
”’
,或者实际上次生气8’可以被迫排出。气体控制装置4的一些区域还可以处于负压下,而气流挡板4的其他部分区域处于正压下。
[0088]
图9示出了与图8相同的实施方案,只是这种情况下气流8
”’
构造为强制气流。在可选的实施方案中,气流8
”’
也可以被吸入。根据图9的实施方案不仅限于三维结构,还可以使用在根据图2至图5的“平坦的”气体控制装置中。
[0089]
图10示出了前述三维结构的可选择的实施方案。在这种情况下,气流挡板4是具有规则地间隔开的凹口(凹陷)的外延结构。凹口可以具有本文所示的三角形形状,但也可以构造为任何大小和形状。由凹口引起的表面的轮廓导致次生气的混合或打旋。作为替代,凹口可以具有开口,以使得次生气流能够交换。
[0090]
图11示出了从上方观看时图10的边缘区域的截面图(俯视图)。在这种情况下,凹口具有使得次生气流能够交换的开口。长丝帘幕5被气流6冲刷。在边缘区域中,附加的“次生气”8’被气流6吸入,由于气流挡板4的三维结构表面,所述气流6打旋。借助于在边缘区域处吸入的次生气8’的抽吸作用,更多的“次生气”8
”’
通过气流挡板4从外部引入到系统中。
[0091]
示例:
[0092]
示例1(对比示例):简单装置
[0093]
在91℃的温度下,将由12.8%的纤维素型modo crown dissolving
‑
dp 510
‑
550、76%的nmmo和11%的水组成的nmmo纺丝液用没食子酸丙酯稳定,并且通过钻孔长度l大约为250mm的矩形喷丝头进给。喷丝头的挤出开口沿着模具的长侧交错成排布置(锯齿形布置)。喷丝头具有10384个挤出开口的总孔数。
[0094]
将喷丝头插入到测试期间加热至温度大约95℃的壳体中。凝固浴表面与喷丝头出口表面之间的空间由高度大约为25mm的气体间隙形成。形成的长丝帘幕贯穿气体间隙,气流基本上沿着喷丝头的钻孔宽度进给。通过彼此相邻成排布置的多通道压缩空气喷嘴来产生气流。每个压缩空气喷嘴的直径大约为0.8mm。空气的量以这样的方式调节,使得在穿过长丝排之后排出的气体温度在50℃与60℃之间。在该测试设置中,未使用气体抽吸装置。也没有附接横向气流挡板。
[0095]
在凝固浴中进行单个长丝的凝固以形成纤维素成形体,其中收集浴布置在挤出开口下方,通过气体间隙分开。
[0096]
纺丝稳定性的评估得出的数值为“2至3”,其中数值1表示非常好,而数值5表示差,即不可操作。
[0097]
在气体间隙中,特别地在长丝帘幕的边缘区域中,发生了重复性问题,尽管可以通过人工干预来解决,但在短时间后又再次发生。所述问题表现为长丝在气体间隙中多次聚丛(clumping),这也导致气流中断,进而导致纺丝稳定性进一步恶化。在这方面发生的问题可以通过人工干预来克服,但在短时间后,相同的问题再次发生。
[0098]
对凝固浴表面的观察还表明,在浴中存在大量湍流,这导致长丝帘幕不受控制的移动。特别地在边缘区域中,凝固浴被气流搅动。描述的凝固浴中的湍流至少部分地导致气体间隙中的聚丛。
[0099]
示例2(对比示例):具有气体抽吸的装置
[0100]
该测试的设置基本上与示例1中的设置相同,但是此外,设置了气体抽吸装置,该抽吸装置安装在作为抽吸线路的气体间隙的气体抽取侧,如图1所示。借助于速度受控的抽吸风扇来产生抽吸气流。调节气流,使得在背离长丝帘幕的抽气装置的一侧上,不再测量升高的气流温度。该措施意味着这确保了进给的全部气流被抽气装置捕获。
[0101]
纺丝稳定性的评价得出的数值为“2至3”,其中与示例1相比较,发生的纺丝问题的频率略有下降,但是也未获得顺利的操作。使用抽气引起了凝固浴中的附加湍流。
[0102]
示例3:在气体处理区域中具有气流挡板的装置
[0103]
该测试中的布置基本上与示例2中的布置相同,但是根据本发明,另外设置气流挡板,该气流挡板安装至气体间隙中长丝帘幕的横向边缘。“短”气流挡板基本上仅在挤出模具下方延伸;“短”气流挡板没有被穿孔。气流挡板竖直地延伸超过总气体间隙,并且此外浸入到凝固浴中。如示例2中所述,安装抽气装置。
[0104]
纺丝稳定性的评估得出改进的数值“2”。发生的纺丝缺陷的频率大大降低。凝固浴中仍然存在湍流,这一方面是由于长丝帘幕的边缘处的气流进给引起的,而另一方面是由于气体抽吸区域中的气流抽取引起的。
[0105]
示例3’:延伸的气流挡板
[0106]
该测试中的布置与示例3的布置基本相同,但是在该测试中,另外,对横向气流挡板进行了改进,使得所述气流挡板不仅在挤出开口下方延伸,而且在抽吸装置下方横向地延伸。无孔气流挡板在整个气体间隙上方竖直地延伸,并且此外,所述无孔气流挡板浸入到凝固浴中。安装气体抽吸装置,如示例2所示。
[0107]
纺丝稳定性的评估得出很大改进的数值“1至2”。发生的纺丝缺陷的频率再次降低,其中与以前一样,发生了轻微的问题。与先前的测试相比,凝固浴中的湍流减少,但并未消除。
[0108]
示例4:具有穿孔的气流挡板。
[0109]
与示例3’相比较,在该示例中,将附加的竖直狭缝引入到横向气流挡板中。在挤出开口下方的区域中形成狭缝。在抽吸装置下方的区域中,未设置狭缝。在这种布置中,穿孔程度(开口表面与总面积的比率)为30%。
[0110]
该措施意味着纺丝性能可以提高到稳定的水平,这是由于在气体间隙和凝固浴表面都没有观察到明显的湍流。长丝帘幕基本上是平静,稳定且没有聚丛。
[0111]
示例4’:具有圆形孔的气流挡板
[0112]
与示例4相比较,在该示例中,将如图5所示的那样的孔引入到横向气流挡板中代替竖直狭缝。将孔引入到挤出开口下方的区域中。在抽吸装置下方的区域中没有设置孔。在这种布置中,穿孔程度(开口表面与总表面的比率)为7%。
[0113]
与示例4相比较,该布置导致纺丝稳定性降低,其评价为“1至2”。
[0114]
表1:示例1
‑
4的汇总
[0115]
[0116]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。