1.本公开涉及电火花加工技术领域,特别涉及一种电火花加工装置的电极及电火花加工装置。
背景技术:
2.目前,有一种液压缸体,该液压缸体的侧壁上具有油孔和连通孔,油孔沿液压缸体的轴向延伸,连通孔沿液压缸体的径向延伸,连通孔连通油孔和液压缸体的内壁、或者油孔与液压缸体的外壁。
3.由于上述油孔设置在液压缸体侧壁上,尺寸较小,因此,通常都是采用电火花加工的方法加工上述油孔,例如:将液压缸体侧卧安装在电火花加工装置的安装平台上,使加工电极对准液压缸体的一端面,然后沿液压缸体的轴向进给电极,在液压缸体的侧壁上加工出上述油孔,最后再从液压缸体的端面将该油孔的一端密封。
4.但是,由于电火花装置中的加工电极都是直线型的杆状结构,当液压缸体安装侧卧安装在电火花加工装置的安装平台上后,电极只能沿液压缸体的轴向移动,而无法加工出沿液压缸体的径向设置的连通孔。
5.目前,通常都是采用电火花加工装置上加工出上述油孔之后,再将液压缸体安装至镗床上,以加工出液压缸体的连通孔。这样又会使得加工过程较为繁琐,液压缸体加工效率低。
技术实现要素:
6.本公开实施例提供了一种电火花加工装置的电极及电火花加工装置,能够直接加工出零件连通孔,省去了在镗床加工的过程,提高了零件的加工效率。所述技术方案如下:
7.第一方面,提供了一种电火花加工装置的电极,电极包括呈杆状的连接部、呈杆状的主体部和呈杆状的加工部,所述连接部的一端用于与电火花加工装置的夹具连接,所述连接部的另一端与所述主体部的一端连接,所述主体部的另一端与所述加工部的一端连接,所述主体部分别垂直于所述连接部和所述加工部。
8.可选地,所述连接部与所述加工部平行。
9.可选地,所述加工部的横截面为圆形或多边形。
10.可选地,所述主体部的直径大于所述加工部的直径。
11.可选地,所述连接部和所述主体部之间、所述主体部和所述加工部之间均通过弧形杆连接。
12.可选地,所述弧形杆的弯曲半径为15mm~18mm。
13.可选地,所述连接部和所述主体部的直径均大于所述弧形杆的直径。
14.可选地,所述加工部的轴向长度为35mm~45mm,所述加工部的直径为5.8mm~6.2mm。
15.可选地,所述电极为锆铜电极或紫铜电极。
16.第二方面,提供了一种电火花加工装置,所述电火花加工装置包括如第一方面所述的电极。
17.本公开实施例提供的技术方案带来的有益效果是:
18.通过提供一种新结构的电极,该电极包括连接部、主体部和加工部,其中,电极的连接部用于与电火花加工装置的夹具连接,主体部作为主体结构,用于保证电极的结构强度,加工部则用于对待加工零件进行加工。在具体使用时,可以将连接部装夹在电火花加工装置的夹具上,并使加工部伸入待加工零件的内孔中,使得加工部沿待加工零件的径向设置。此时使加工部沿待加工零件的径向朝向零件内壁进给,即可在待加工零件的内壁上加工出一连通油孔的连通孔。同样地,使加工部位于待加工零件外侧,并沿待加工零件的径向朝向零件外壁进给,即可在待加工零件的外壁上加工出一连通油孔的连通孔。因此,采用该新结构的电极后,即可以在电火花加工装置上直接加工出连通孔,省去了在镗床加工的过程,提高了零件的加工效率。
附图说明
19.为了更清楚地说明本公开实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1是本公开实施例提供的一种待加工零件的结构示意图;
21.图2是本公开实施例提供的一种电火花加工装置的电极的结构示意图。
具体实施方式
22.为使本公开的目的、技术方案和优点更加清楚,下面将结合附图对本公开实施方式作进一步地详细描述。
23.为了更好的说明本公开,以下简单说明说明下本公开实施例提供的待加工零件的结构。
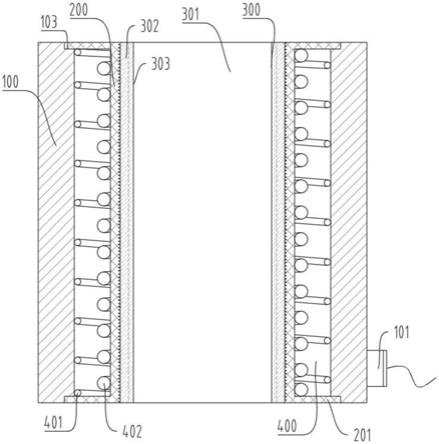
24.图1是本公开实施例提供的一种待加工零件的结构示意图,待加工零件100为液压缸体,如图1所示,待加工零件100的侧壁中具有沿待加工零件100的轴向延伸的一油孔100a。待加工零件100的内壁110和外壁120上分别具有一个沿待加工零件100的径向延伸的连通孔100b。两个连通孔100b均与油孔100a连通。
25.示例性地,待加工零件100的内径r为60mm,外径r为100mm,轴向长度l为2700mm。
26.本公开实施例提供了一种电火花加工装置的电极,该电极200用于加工如图1所示的待加工零件上的连通孔100b。图2是本公开实施例提供的一种电火花加工装置的电极的结构示意图,如图2所示,该电极200包括呈杆状的连接部210、呈杆状的主体部220和呈杆状的加工部230。连接部210的一端用于与电火花加工装置的夹具a连接,连接部210的另一端与主体部220的一端连接,主体部220的另一端与加工部230的一端连接,主体部220分别垂直于连接部210和加工部230。
27.本公开实施例中,该电极包括连接部、主体部和加工部,其中,电极的连接部用于与电火花加工装置的夹具连接,主体部作为主体结构,用于保证电极的结构强度,加工部则
用于对待加工零件进行加工。在具体使用时,可以将连接部装夹在电火花加工装置的夹具上,并使加工部伸入待加工零件的内孔中,使得加工部沿待加工零件的径向设置。此时使加工部沿待加工零件的径向朝向零件内壁进给,即可在待加工零件的内壁上加工出一连通油孔的连通孔。同样地,使加工部位于待加工零件外侧,并沿待加工零件的径向朝向零件外壁进给,即可在待加工零件的外壁上加工出一连通油孔的连通孔。因此,采用该新结构的电极后,即可以在电火花加工装置上直接加工出连通孔,省去了在镗床加工的过程,提高了零件的加工效率。
28.可选地,连接部210与加工部230平行。在具体使用时,当加工部230伸入待加工零件100的内孔中后,只需调整位于待加工零件100外的连接部210沿待加工零件100的径向方向设置,即可保证加工部230在待加工零件的内孔中也沿待加工零件100的径向方向设置,从而便于在待加工零件上加工出连通孔。
29.参见图2,在本公开实施例中,连接部210和加工部230分别位于主体部220的相反的两侧。
30.示例性地,连接部210的轴向长度l1为130mm。
31.可选地,加工部230的横截面为圆形或多边形。
32.需要说说明的是,在本公开实施例中,加工部230的横截面的形状和大小均可以根据连通孔100b的横截面的形状和大小进行设置。
33.示例性地,加工部230的轴向长度l3小于待加工零件100的内孔半径,即l3<r/2。此时,加工部230的轴向长度较小,当加工部230在待加工零件100的内孔中加工连通孔时,可以减小电极加工时产生的电火花对待加工零件100的内壁110造成的不良影响。
34.示例性地,加工部230的轴向长度l3为35mm~45mm,加工部230的直径d3为5.8mm~6.2mm。
35.示例性地,加工部230的轴向长度l3为40mm,加工部230的直径d3为5.9mm。
36.可选地,主体部220的直径大于加工部230的直径。
37.由于主体部220为电极200的主体部分,为了保证电极200的结构强度,因此,需要将主体部220的直径设置的较大。
38.可选地,主体部220的直径d2为12mm,d3<d2。
39.在本公开实施例中,主体部220的轴向长度l2可以根据连通孔100b的位置和待加工零件100的轴向长度确定。
40.例如,主体部220的轴向长度l2大于连通孔100b至待加工零件100的端面的最大距离d(参见图1)。此时,可以保证无论从待加工零件100的哪个端面将电极伸入待加工零件100的内孔中,电极的加工部均能够在设定位置加工出连通孔100b。
41.示例性地,主体部220的轴向长度l2为140mm。
42.可选地,连接部210和主体部220之间、主体部220和加工部230之间均通过弧形杆240连接。连接部210和主体部220的连接处、主体部220和加工部230的连接处均为弧形连接,可以防止电极在伸入待加工零件100的内孔中后刮伤待加工零件100的内壁110。
43.可选地,弧形杆240的弯曲半径为15mm~18mm。例如,弧形杆240的弯曲半径为16mm。
44.可选地,连接部210和主体部220的直径均大于弧形杆240的直径。
45.示例性地,连接部210的直径d1和主体部220的直径d2均为12mm。弧形杆240的直径d4为8mm,此时d4<d1=d2。
46.可选地,电极200为锆铜电极或紫铜电极。紫铜和锆铜具有良好的导热性和导电性,且熔点高,作为电极损耗相对越小。同时,具有较低的热膨胀系数,在电火花加工过程中,电极尺寸能保持稳定,确保加工精度。
47.示例性地,连接部210、主体部220和加工部230为一体式结构。在制造成形时,只需将连接部210和主体部220的连接处、以及主体部220和加工部230的连接处进行弯折处理即可。
48.本公开实施例提供了一种电火花加工装置,电火花加工装置包括如图2所示的电极。
49.示例性地,该电火花加工装置包括夹具a和用于安装待加工零件的安装平台,电极200的连接部210的一端安装在夹具a上。通过对电极200施加电压触发电火花放电,即可对待加工零件100进行加工。
50.为了更好的理解本公开,以下简单说明下采用本公开提供的电极加工待加工零件100的加工过程:
51.1.将待加工零件100安装在电火花加工装置的安装平台上,校正,紧固;
52.2.将电极200安装在电火花加工装置的夹具a上,并使加工部230伸入待加工零件100的内孔中,使加工部230对准需加工连通孔100b的位置;
53.3.将电火花油液通到需加工连通孔100b的位置;
54.4.对待加工零件100进行试加工,观察零件火花状态是否稳定;
55.5.确认火花状态稳定后,继续对待加工零件100进行加工,控制加工部230沿待加工零件100的径向进给设定距离,直至在待加工零件100上加工出连通孔100b。
56.以上所述仅为本公开的可选实施例,并不用以限制本公开,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。