1.本实用新型涉及电熔镁砂窑炉技术领域,具体涉及一种电熔镁砂炉用多层炉盖。
背景技术:
2.电熔镁砂以其良好的耐火性能、高密度和高纯度等优势,广泛应用于冶金新技术、航天耐高温等超高温领域。如冶金领域用电熔镁砂需求量巨大,主要用于钢包、转炉等炉衬用耐火材料,国内外每年需求量在几百万吨以上,目前广泛使用的电熔镁砂普遍以菱镁矿为主要原料,采用石墨电极交流电熔方式生产电熔镁砂。
3.然而,目前国内外电熔镁砂生产工艺过程往往伴随着大量二氧化碳气体的产生,导致电熔镁砂生产过程中的无组织排放情况比较严重,容易造成炉料喷溅及多相电极触电的情况发生。多年来,对于该情况国内外相关科研及生产技术人员进行广泛的研发和中试,如采用液压升降方式固定加热电极的方式,减少触电现象的发生几率;如利用外加金属炉盖的方式来减少无组织排放的问题等。然而,电熔法生产电熔镁砂生产工艺涵盖了电工技术、材料技术、机械技术和环保技术等,系统和工艺相对复杂,还没有得到普遍性的解决。
4.所以为了更好的解决电熔镁砂生产过程中存在的二氧化碳无组织排放以及由大量二氧化碳气体的产生造成的炉料喷溅及多相电极触电的情况,本实用新型拟通过设计一种电熔镁砂炉用多层炉盖装置,实现电熔镁砂的合理生产。
技术实现要素:
5.为了解决现有技术不足,本实用新型提出了一种操作方便安全、环境友好的电熔镁砂炉用多层炉盖。
6.为实现上述目的,本实用新型通过以下技术方案实现:
7.一种电熔镁砂炉用多层炉盖,其特征在于,包括:外层盖壳、限位块、引风机、引风管和多孔预制件,所述外层盖壳为圆筒状结构,外层盖壳高500
‑
800mm,在外层盖壳内壁高300mm、450mm、600mm的位置等距环设三个限位块,在外层盖壳的375mm和475mm高处的对称位置各设一个贯通外层盖壳的预留孔,左侧两个预留孔分别与引风管出气端连接,两根引风管进气端与一台引风机连接,右侧两个预留孔分别与引风管出气端连接,两根引风管进气端与另一台引风机连接,每三个限位块下面设一层多孔预制件;所述多孔预制件上设有孔钢板、挂钩、锚固件、耐火层、钢板圆孔和耐火层圆孔,多孔钢板等距环设三个钢板圆孔,钢板圆孔直径为150
‑
200mm,多孔钢板上面等距环设三个挂钩,多孔钢板通过下面等距设置的10
‑
15个锚固件与耐火层相连,耐火层上设有三个耐火层圆孔,耐火层圆孔与钢板圆孔重合,且钢板圆孔比耐火层圆孔直径大50
‑
100mm。
8.所述外层盖壳为厚10
‑
20mm的gh1015型或gh2018型耐高温钢板。
9.所述限位块为长30
‑
50mm,宽30
‑
50mm,高10
‑
20mm的gh1015型或gh2018型耐高温钢块。
10.所述多孔钢板、挂钩、锚固件均为gh1015型或gh2018型耐高温钢材质,多孔钢板厚
10
‑
20mm。
11.所述耐火层为镁质耐火材料,厚度为30
‑
50mm。
12.与现有技术相比,本实用新型的有益效果是:1)通过多层炉盖,避免了电熔镁砂生产过程中的无组织排放,起到环保作用;2)通过三层多孔预制件,避免了电极间“连电”的可能性;3)通过多孔预制件上的多孔钢板和锚固件,增强了浇注料耐火材料的高温强度;4)多孔钢板孔径大于耐火层孔径,避免多孔钢板与电极“连电”造成危险;5)通过挂钩可以便于施工安全和方便。
附图说明
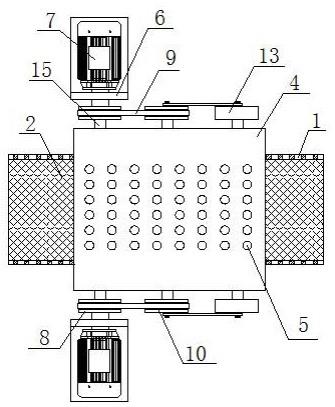
13.图1为本实用新型实施例结构示意图。
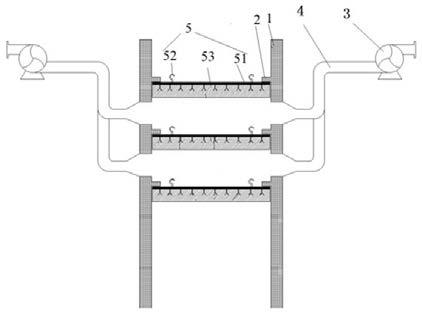
14.图2为本实用新型实施例中的多孔预制件俯视图。
15.图3为图2中沿a
‑
a线的剖视图。
16.图中:1
‑
外层盖壳、2
‑
限位块、3
‑
引风机、4
‑
引风管、5
‑
多孔预制件、51
‑
多孔钢板、52
‑
挂钩、53
‑
锚固件、54
‑
耐火层、55
‑
钢板圆孔、56
‑
耐火层圆孔。
具体实施方式
17.下面将结合本实用新型实施例和附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.见图1
‑
图3,本实用新型一种电熔镁砂炉用多层炉盖实施例结构示意图,包括外层盖壳1、限位块2、引风机3、引风管4和多孔预制件5,外层盖壳1为圆筒状结构,外层盖壳1高800mm,在外层盖壳1内壁高300mm、450mm、600mm的位置等距环设三个限位块2,在外层盖壳1的375mm和475mm高处的对称位置各设一个贯通外层盖壳1的预留孔,左侧两个预留孔分别与引风管4出气端连接,两根引风管4进气端与一台引风机3连接,右侧两个预留孔分别与引风管4出气端连接,两根引风管4进气端与另一台引风机3连接,每三个限位块2下面设一层多孔预制件5。外层盖壳1为厚15mm的gh2018型耐高温钢板。限位块2为长30mm,宽30mm,高20mm的gh2018型耐高温钢块。
19.多孔预制件5上设有孔钢板51、挂钩52、锚固件53、耐火层54、钢板圆孔55和耐火层圆孔56,多孔钢板51等距环设三个钢板圆孔55,钢板圆孔55直径为150mm,多孔钢板51上面等距环设三个挂钩52,多孔钢板51通过下面等距设置的12个锚固件53与耐火层54相连,耐火层54上设有三个耐火层圆孔56,耐火层圆孔56与钢板圆孔55重合,且钢板圆孔55比耐火层圆孔56直径大50mm。多孔钢板51、挂钩52、锚固件53均为gh2018型耐高温钢材质,多孔钢板51厚10mm。耐火层54为镁质耐火材料,厚度为30mm。
20.本实用新型实施例的具体操作方式如下:
21.步骤一,完成多孔预制件5的制备过程,多孔预制件5上面为多孔钢板51、多孔钢板51下面等距焊接10个锚固件53,镁质耐火层54厚度为30mm,多孔钢板51上面焊接2个挂钩52用于施工吊装使用;
22.步骤二,吊装设备通过挂钩52将最底层的多孔预制件5吊装至最底层的限位块2位
置,通过螺栓将二者连接并且限位;
23.步骤三,吊装设备通过利用多孔预制件5底部挂钩52将底部第二层的多孔预制件5吊装至第二层限位块2位置,通过螺栓将二者连接并且限位;
24.重复以上操作,确保多层炉盖侧壁预留孔位置在竖直方向保持一致;最后安装石墨电极,通电生产,形成的高温气体及粉尘通过预留孔,经过引风管4、引风机3,排出炉外。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。