1.本实用新型涉及一种合缝片全自动加工装置,属于滤芯生产技术领域。
背景技术:
2.滤芯滤组加工完成后需要用合缝片合缝从而制成筒状。滤芯生产厂家通常采用人工折制成v形,采用的方法为人工将长条形铝片插入两钢板固定在一起形成的工装的缝隙内,然后翻转钢板将位于钢板外的铝片压在工作台上折成v形。这种采用人工折制合缝片的方法效率低,质量不稳定,且无法保证合缝片两端的长度不能保证一致,对后期合缝带来不便。
技术实现要素:
3.本实用新型的目的在于克服上述背景技术的缺陷和不足,提供一种加工效率高的合缝片全自动加工装置。
4.为实现上述目的,本实用新型提供一种合缝片全自动加工装置,包括:工作台;成形机构,设置在所述工作台上,该成形机构具有成形槽;下压机构,位于所述成形机构的正上方,该下压机构与所述成形机构配合对合缝片折弯成型;支撑架,用于支撑所述下压机构,该支撑架固定在所述工作台上;以及导向机构,设置所述支撑架上,对下压机构进行导向;其中,下压机构具有成形刀和驱动单元,所述成形刀在所述驱动单元的驱动下沿着所述导向机构上下往复移动。
5.进一步地,所述的成形刀包括:成形部,该成形部适配于所述成形槽,所述成形部与所述成形槽配合对合缝片成型;以及安装部,用于与驱动单元连接;其中,成形部设置安装部的下方,位于成型刀的底端。
6.进一步地,成形机构包括:成形块,固定于所述工作台上;以及成形槽,开设在所述成形块上,沿所述成形块长度方向布置。
7.进一步地,所述的成形机构还包括:定位条,与所述成形槽平行设置,该定位条设置在所述成形块的顶面一侧。
8.进一步地,在所述的成形块上开设有与所述成形槽垂直设置的滑槽,所述滑槽两侧槽壁上开设有向成形块延伸的滑道。
9.进一步地,在所述的定位条底面两端分别固定有与所述滑槽适配的滑块,在滑块的两侧对应所述滑道之处固定连接有与该滑道适配的滑片,所述定位条通过滑块和滑槽的配合可滑动地安装在所述成形块上。
10.与现有技术相比,本实用新型具有以下技术效果:
11.1.本实用新型通过设计成形机构和下压机构,下压机构自动向下移动与成形机构配合对合缝片折弯成型,结构简单、设计合理、使用方便、加工效率高,实用性强,并且设置导向机构,保证成形刀运动的稳定性,保证成形刀压制合缝片压力的均匀性,从而保证产品质量的稳定性;
12.2.本实用新型通过设置定位条,使用时,将铝条对齐定位条内侧面,使用方便,且能够保证合缝片两侧长度的一致性,提高产品质量。
附图说明
13.构成本说明书的一部分、用于进一步理解本实用新型的附图示出了本实用新型的优选实施例,并与说明书一起用来说明本实用新型的原理。图中:
14.图1是本实用新型一个优选实施例的示意性结构图;
15.图2是图1的示意性主视结构图;
16.图3是成形块的示意性结构图;
17.图4是本实用新型另一优选实施例的示意性结构图;
18.图5是定位条的示意性结构图;
19.图6是滑块与滑槽的示意性连接关系图。
20.图中标号所代表的意义为: 100、工作台,200、成形机构,210、成形块,220、成形槽,300、下压机构,310、成形刀,311、成形部,312、安装部,320、驱动单元,400、支撑架,500、导向机构,600、定位条,700滑块,800、滑片,900、滑槽,1、螺纹孔,2、压紧螺栓,3、滑道。
具体实施方式
21.以下结合附图对本实用新型的实施方式进行详细说明,但是本实用新型可以由权利要求限定和覆盖的多种不同方式实施。
22.实施例1:下面参照附图1、2和3详细介绍本实用新型的一个优选实施例的合缝片全自动加工装置:
23.一种合缝片全自动加工装置,包括工作台100、成形机构200、下压机构300、支撑架400和导向机构500,成形机构200设置在工作台100上,该成形机构200具有成形槽220;下压机构300位于成形机构200的正上方,该下压机构300与成形机构200配合对合缝片折弯成型;支撑架400用于支撑下压机构300,该支撑架400固定在工作台100上;导向机构500设置支撑架400上,对下压机构300进行导向,保证下压机构运动的平稳性,从而保证压折出的合缝片的质量;其中,下压机构300具有成形刀310和驱动单元320,成形刀310在驱动单元320的驱动下沿着导向机构400上下往复移动。本实施例的驱动单元采用气缸,可设计成两个气缸,两气缸对称设置设置,气缸的活塞杆与成形刀310顶部固定连接,两气缸联动即两气缸通过一个开关启动和关闭,保证按下启动按钮时,两气缸同时启动,以保证成形刀310运动的平稳性以及成形刀下压力的一致性,进而保证生产出的合缝片的质量。在其他实施例中,也可以采用一个气缸,此时,气缸位于成形刀的中间位置,气缸的两侧对称设置有导杆导套以防止成形刀两侧受理不均,对合缝片质量造成影响。当然,气缸也可以用其他可以实现往复运动的构件替代,如液压缸、或者电动推杆、或者机械连杆机构。本实施例支撑架400由纵梁和横梁焊接而成的门型支架,气缸一端固定在横梁上,另一端与成形刀310连接,导向机构500为固定在支撑架400的纵梁内侧面的导轨,导轨竖向设置,成形刀310两端分别位于导轨内。在其他实施例中,为了减少成形刀与导轨之间的摩擦力,在成形刀两端安装与导轨适配的导向轮(图未示出)。为了便于成形,成形刀包括成形部311和安装部312,成形部311适配于成形槽220,成形部311与成形槽220配合对合缝片成型;安装部312用于与驱动单元320
连接;成形部311设置安装部312的下方,位于成型刀310的底端,成型部311由与安装部312结合处开始向内逐渐倾斜形成的横截面为v形。
24.参见图3,成形机构200包括成形块210和成形槽220,成形块210固定于工作台100上; 成形槽220开设在成形块210上,沿成形块210长度方向布置。成形槽220的横截面呈v形。
25.使用本实施例的合缝片全自动加工装置加工合缝片时,将铝条防止在成形块210上后,启动气缸,在气缸的带动下成形刀310向下移动与成型槽220配合,对铝片压折形成v形合缝片,生产效率高,加工出的合缝片效果好。
26.实施例2:下面参照附图3至图6详细介绍本实用新型的另一个优选实施例的合缝片全自动加工装置:
27.本实施例与实施例1的结构基本相同,不同的是:为了便于使用本实施例的合缝片全自动加工装置对合缝片进行加工,且保证合缝片v形两端的长度一致,从而保证加工出的合缝片的质量,提高合缝片质量的稳定性。成形机构200还包括定位条600,定位条600与成形槽220平行设置,用于对铝条进行定位,该定位条600设置在成形块210的顶面一侧。使用时,将铝条的一侧面与定位条600的内侧面对其,此时,铝条的中心线刚好与成形槽220的中心线重合,以保证加工出的合缝片两侧的长度相同,以提高产品质量。
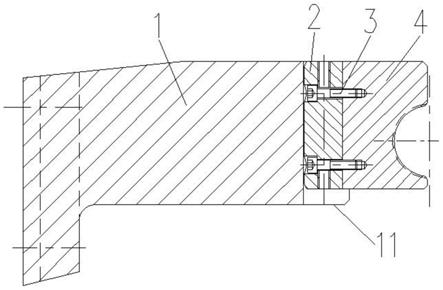
28.参见图3和图6,在成形块210上开设有与成形槽220垂直设置的滑槽900,滑槽900两侧槽壁上开设有向成形块210延伸的滑道3。
29.参见图5和图6,在定位条600底面两端分别固定有与滑槽900适配的滑块700,在滑块700的两侧对应滑道3之处固定连接有与该滑道3适配的滑片800,定位条600通过滑块700和滑槽900的配合可滑动地安装在成形块210上。在滑块700上开设有贯穿其上下表面的螺纹孔1,螺纹孔1内螺纹安装压紧螺栓2,通过压紧螺栓2将滑块700锁紧,防止在使用过程中滑块700发生位移,以保证定位条600工作的可靠性。根据合缝片的尺寸,将定位条600通过压紧螺栓2锁紧固定到适合的位置,以适用于不同尺寸的合缝片,通用性高,任何一种尺寸的合缝片都能适用,使用方便,实用性强。
30.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。