1.本发明涉及微纳加工技术领域,具体涉及一种激光微纳加工图形的系统和方法。
背景技术:
2.传统的机械式车床加工存在着严重的精度问题,随着激光技术的不断发展,激光加工技术因其精度高、加工方便等的优点逐渐被人们所重视,并且以极快的速度向更快、更精、更方便的方向发展。目前材料微结构研究是科研领域最热门的方向之一,而鉴于超快激光对于材料加工的附加影响比较少,所以基于超快激光的微纳加工技术也在不断地完善和创新当中。
3.激光微纳加工技术当中最重要的步骤之一就是控制激光束的运动,而根据控制对象的不同可分为两种方式,一种是“直接法”,通过直接控制载物台运动来实现材料的结构加工;另一种是“振镜法”,通过控制光路中的振镜来移动激光焦点在载物台上的位置来实现材料的结构加工。这两种方式都要用到三维位移平台,而且需要有一个控制系统去完美地控制对应维度的位移台。目前常见的激光微纳加工控制系统都是通过plc运动控制器实现的,利用plc运动控制器模块可以简单地控制运动平台的运动轨迹。
4.目前市场上的三维位移台的款式多式多样,有工业用大量程的三维位移台、有超高精度的压电陶瓷纳米三维位移台,而大部分的产品都配备了一个特制的plc运动控制器,通过控制plc运动控制器可以简单地控制激光加工的轨迹。目前plc运动控制器一些常见的功能是直线运动和圆运动。而通过对plc控制器的二次开发,甚至可以实现图片加工的功能。2018年暨南大学学生基于飞秒激光之上利用上位机软件labview控制配合纳米量级三维位移台平台成功在银
‑
氮化硅
‑
钛表面加工出尺寸在百微米量级的彩色图像,其精度达到了1.3um。(hu d j,lu y d,cao y y,et al.laser
‑
splashed three
‑
dimensional hu d j,lu y d,cao y y,et al.laser
‑
splashed three
‑
dimensionalplasmonic nanovolcanoes for steganography in angular an)
5.上述现有技术使用的是点扫描的方式对图片的像素点进行逐一加工,所以当图片的像素点过多时可能会导致加工时间过长。
技术实现要素:
6.本发明的目的是为了克服以上现有技术存在的不足,提供了一种能线扫描处理的一种激光微纳加工图形的系统和方法。
7.本发明的目的通过以下的技术方案实现:
8.一种激光微纳加工图形的系统,包括:实体激光微纳加工平台和上位机,实体激光微纳加工平台包括飞秒激光器、光闸、半波片、格兰棱镜、第一直角反射镜、第二直角反射镜、第三直角反射镜、透镜和三维位移台;飞秒激光器、光闸、半波片、格兰棱镜、直角反射镜和第一直角反射镜在同一水平轴上依次设置,第一直角反射镜和第二直角反射镜设置在同一竖直轴,第一直角反射镜和第二直角反射镜的反射面平行,第二直角反射镜和第三直角
反射镜设置在同一水平轴上,第二直角反射镜和第三直角反射镜的反射面相对,透镜设置在第三直角反射镜的正下面,三维位移台设置在透镜的正下面;上位机和光闸、三维位移台均连接,在上位机上搭建虚拟激光微纳加工平台,实体激光微纳加工平台和虚拟激光微纳加工平台一一对应。
9.优选地,飞秒激光器输出的飞秒激光波长为800nm。
10.优选地,上位机通过串口通信协议和飞秒激光器、光闸、三维位移台均连接。
11.优选地,在上位机上利用matlab搭建虚拟激光微纳加工平台。
12.一种激光微纳加工图形的方法,包括:自动将待加工图案进行灰度化处理并提取出每个像素点的灰度值,将待加工图案的每个像素点的灰度值与预设灰度阈值进行比较,判断每个像素点是否需要加工,对待加工图片进行线扫描,将同一行/列中待加工状态相同的点整合成一条线段,最后将所有行/列整合的线段信息发送于上位机,上位机控制实体激光微纳加工平台将待加工图形加工在样品上。
13.优选地,自动将待加工图案进行灰度化处理之前还包括:在上位机上设置三维位移台速度和光斑焦点尺寸,设置待加工图形的尺寸;载入待加工图案,按比例缩放待加工图案,获取待加工图案的像素点矩阵;其中,光斑焦点尺寸作为加工的最小分辨率。
14.优选地,待加工状态包括:加工和不加工。
15.优选地,对于不需要加工的像素点,上位机控制实体激光微纳加工平台的光闸关闭,且三维位移台移动n*最小分辨率的长度,n为不需要加工的像素点数。
16.优选地,上位机控制实体激光微纳加工平台将待加工图形加工在样品上包括上位机控制实体激光微纳加工平台的光闸开启,且三维位移台移动k*最小分辨率的长度,k为需要加工的像素点数。
17.本发明相对于现有技术具有如下优点:
18.本发明没有使用plc运动控制器,而是通过上位机软件matlab搭建平台借并采用串口通信协议分别直接控制三轴位移台的运动方向、运动速度、运动行程以及光闸的开关来实现图形化输入的功能。本发明采用的线扫描加工方式,可以自动运算出待加工图片的每一个像素点是否需要加工并对相邻像素点的待加工状态进行对比,使得像素点与像素点之间的目标量程为激光连续加工的方式,并且对无需加工的相邻像素点进行自动跳过(关闭光闸门)的操作,从而得出一套更节省时间的加工方案,而且加工效果更好。
附图说明
19.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
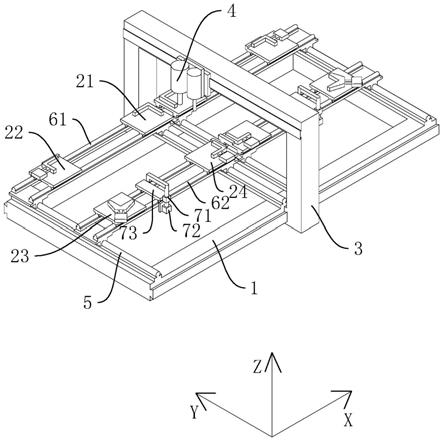
20.图1为本发明的体激光微纳加工平台的结构图。
21.图2为本发明的不锈钢表面的广州大学校徽图。
22.图3为本发明的光学显微镜下的加工效果图。
23.图4为本发明的加工人像图案图。
24.图5为本发明的线扫描方式加工模拟图。
具体实施方式
25.下面结合附图和实施例对本发明作进一步说明。
26.参见图1、一种激光微纳加工图形的系统,包括:实体激光微纳加工平台和上位机,实体激光微纳加工平台包括飞秒激光器1、光闸2、半波片3、格兰棱镜4、第一直角反射镜5、第二直角反射镜6、第三直角反射镜7、透镜8和三维位移台9;飞秒激光器1、光闸2、半波片3、格兰棱镜4、直角反射镜和第一直角反射镜5在同一水平轴上依次设置,第一直角反射镜5和第二直角反射镜6设置在同一竖直轴,第一直角反射镜5和第二直角反射镜6的反射面平行,第二直角反射镜6和第三直角反射镜7设置在同一水平轴上,第二直角反射镜6和第三直角反射镜7的反射面相对,透镜8设置在第三直角反射镜7的正下面,三维位移台9设置在透镜8的正下面;上位机和光闸2、三维位移台9均连接,在上位机上搭建虚拟激光微纳加工平台,实体激光微纳加工平台和虚拟激光微纳加工平台一一对应。样本设置在三维位移台9上。
27.本技术的飞秒激光先后通过光闸2、半波片3、格兰棱镜4、三个直角反射镜、透镜8,最后聚焦于三维位移台9上实现对材料(样品)的加工。光闸2的作用相当于系统的一个开关;半波片3和格兰棱镜4的作用是实现激光脉冲连续可调;为了方便样品的固定,利用三个直角反射镜设计了一个上拉光路,激光在水平方向通过过三个直角反射镜后变成从上至下的激光;透镜8的作用是聚焦;三维位移台9可带动材料移动,从而加工出复杂多样的表面结构。
28.在本实施例,飞秒激光器1输出的飞秒激光波长为800nm。
29.在本实施例,上位机通过串口通信协议和光闸2、三维位移台9均连接。
30.在本实施例,在上位机上利用matlab搭建虚拟激光微纳加工平台,本技术利用上位机软件matlab搭建平台,通过rs232通信协议控制三维位移台9和光闸2联动,实现图形化输入的激光微纳加工。
31.参见图2、适用于上述激光微纳加工图形的系统的一种激光微纳加工图形的方法,包括:自动将待加工图案进行灰度化处理并提取出每个像素点的灰度值,将待加工图案的每个像素点的灰度值与预设灰度阈值进行比较,判断每个像素点是否需要加工,对待加工图片进行线扫描,将同一行/列中待加工状态相同的点整合成一条线段,最后将所有行/列整合的线段信息发送于上位机,上位机控制实体激光微纳加工平台将待加工图形加工在样品上,具体为上位机控制实体激光微纳加工平台的光闸2开启,且三维位移台9移动k*最小分辨率的长度,k为需要加工的像素点数。
32.其中,待加工状态包括:加工和不加工。
33.在本实施例,将无需加工的相邻像素点进行自动跳过的操作,即关闭光闸2,且三维位移台9移动(n*分辨率)长度,n为n个不需要加工的像素点。
34.在本实施例,自动将待加工图案进行灰度化处理之前还包括:在上位机上设置三维位移台9速度和光斑焦点尺寸,设置待加工图形的尺寸;载入待加加工图案,按比例缩放待加工图片,获取待加工图片的像素点矩阵。其中,光斑焦点尺寸作为加工的最小分辨率。
35.实验:
36.该微纳加工控制系统下的飞秒激光加工广州大学校徽的效果图如图2所示,而且还发现从不同方向往不锈钢材料表面照射光会观察到图案表面展现出五彩缤纷的颜色,这是由于加工区域已经出现了纳米结构,从而发生衍射现象。也可以从图中清楚地看出图案
圆环中的“广州大学”和英文字母“guangzhou university”以及圆环内的羊城标志。
37.再用光学显微镜去观察其微纳结构,如图3所示,可以非常清晰地看到“广州大学”四个中文字样。激光加工的工作功率设置在2.5mw,可以从附图2中清楚地区分开加工区域和非加工区域。图4加工的为5mm
×
3mm的人像图,分辨率为20um。
38.综上,本发明并没有使用plc运动控制器,而是通过上位机软件matlab搭建平台借并采用串口通信协议分别直接控制三轴位移台的运动方向、运动速度、运动行程以及光闸2的开关来实现图形化输入的功能。设计的运动算法可以自动将输入图案进行灰度化处理并提取出每个像素点的灰度值,从而判断对每个像素点是否需要加工。该算法还对每一行每一列的像素点进行逐点比较,对于待加工状态(两种状态:加工、不加工)相同的像素点进行叠加操作,即将像素点与像素点之间看成一条线段,而不是单独两个点,使得像素点与像素点之间的目标量程为激光连续加工的方式,并且对无需加工的相邻像素点进行自动跳过(关闭光闸2门)的操作,以此类推,可以对图片各个像素点进行线扫描处理,把单独的加工点转换成加工线段,这样的处理方式也让加工时间大大减少,并且加工的效果更好。本系统设计的图形化输入激光加工技术与现有技术不一致。现有技术的图片加工采用的是点加工的方式,而本发明采用的线扫描加工方式,如图5所示。
39.上述具体实施方式为本发明的优选实施例,并不能对本发明进行限定,其他的任何未背离本发明的技术方案而所做的改变或其它等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。