1.本发明涉及防刺片技术领域,特别涉及一种纤维非织造布与合成金属板复合的防刺片及制备方法。
背景技术:
2.防刺片主要用于防刺服的制造,防刺服用超高强纤维布料制成,防刺服具有防刀割、防刀砍、防刀刺、耐磨损、防尖锐物刮划和防盗窃功能。遇磨损或用尖刀、利刃、尖锐物切、割、砍、刮、蹭、划时可保护穿着者不受割伤、划伤、蹭伤、砍伤。
3.现有防刺服分为非金属防刺服和金属防刺服,在实际使用和市场需求上也是各有优势。金属防刺服防护能力强但灵活度较低,非金属防刺服灵活度高但防护能力较弱,为了将非金属防刺服和金属防刺服的优点进行综合,本发明提出了一种纤维非织造布与合成金属板复合的防刺片及制备方法,将纤维非织造布和合成金属板两种软硬材料进行完美复合,组成半软结构,由本防刺片制成的防刺服轻薄舒适,大大降低穿戴者施行剧烈运动的局限性,且防护能力较强。
技术实现要素:
4.本发明的主要目的在于提供一种纤维非织造布与合成金属板复合的防刺片及制备方法,可以有效解决背景技术中的问题。
5.为实现上述目的,本发明采取的技术方案为:
6.一种纤维非织造布与合成金属板复合的防刺片,包括高性能纤维非织造布层、树脂膜层和合金金属板层,所述高性能纤维非织造布层、树脂膜层和合金金属板层由外到内依次复合,所述高性能纤维非织造布层设置有n(n=1~50)层,所述高性能纤维非织造布层由30%~100%超高分子量聚乙烯纤维和0~30%其它纤维组成,所述高性能纤维非织造布层通过混纤、开松、梳棉、铺网、针刺成布工艺流程制成,所述树脂层膜由热塑性或热固性或混合型树脂雾化制成,所述合金金属板层设置有m(m=1~5)层,所述合金金属板层由厚度为0.1~1mm合金金属板组成。
7.优选的,所述其它纤维包括并不局限于:芳纶纤维、氨纶纤维、碳纤维、涤纶纤维、锦纶纤维、晴纶纤维、丙纶纤维、维纶纤维、氯纶纤维、玻璃纤维、金属纤维、石棉纤维等。
8.一种纤维非织造布与合成金属板复合的防刺片的制备方法,其步骤如下:
9.(s1)、准备好超高分子量聚乙烯纤维:30%~100%、其它纤维:0~70%通过混纤、开松、梳棉、铺网、针刺成布工艺制成纤维纺纱;
10.(s2)、将s1中准备好的纤维纺纱依据zl200710064149.6专利中的所述方法,将纤维纺纱进行卷曲,按公式:l/dtex=24(式中:l为纤维切断长度,dtex为纤维细度)计算所需长度,切割成短切纤维纺纱;
11.(s3)、将s2中所得短切纤维纺纱依据zl200610089367.0专利中的所述方法,进行混纤、开松、梳棉、铺网、针刺成布工艺制成高性能纤维非织造布;
12.(s4)、将准备好的合成金属板表面覆盖树脂层膜;
13.(s5)、将s3中所得高性能纤维非织造布与s4中所得覆盖树脂层膜的合成金属板进行加热加压复合定型,制成纤维非织造布与合成金属板复合的防刺片。
14.与现有技术相比,本发明具有如下有益效果:
15.1、本发明中,将纤维非织造布和合成金属板两种软硬材料进行完美复合,组成半软结构,由本防刺片制成的防刺服不仅具备金属防刺服的防护能力,还具备非金属防刺服的灵活度,大大降低穿戴者施行剧烈运动的局限性,且满足佩戴者的防护需求。
16.2、本发明中,制备方法简单便捷,便于推广,且可根据使用需求更改高性能纤维非织造布层和合金金属板层的数量,使用由本防刺片制成的防刺服满足不同的使用需求。
17.3、本发明中,制备材料广泛,供货源较多,使得整个防刺片的制备成本较低,利于大规模生产。
附图说明
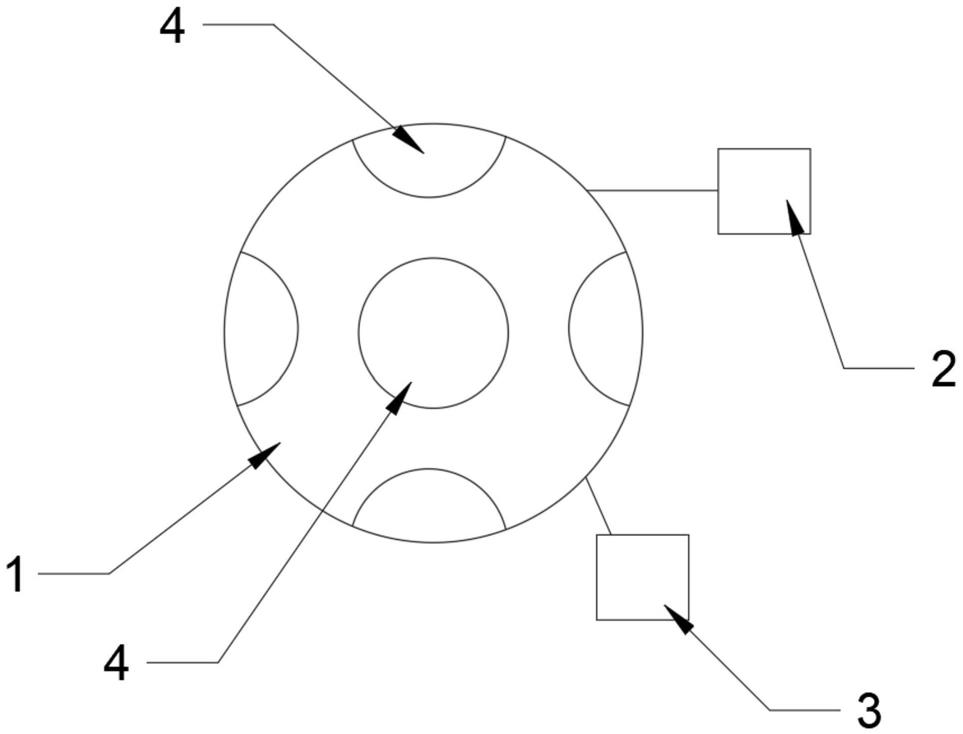
18.图1为本发明一种纤维非织造布与合成金属板复合的防刺片的整体结构图;
19.图2为本发明一种纤维非织造布与合成金属板复合的防刺片的制备方法的流程图。
20.图中:1、高性能纤维非织造布层;2、树脂层膜;3、合成金属板。
具体实施方式
21.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
22.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.如图1
‑
2所示,一种纤维非织造布与合成金属板复合的防刺片,包括高性能纤维非织造布层1、树脂膜层2和合金金属板层3,所述高性能纤维非织造布层1、树脂膜层2和合金金属板层3由外到内依次复合,所述高性能纤维非织造布层1设置有n(n=1~50)层,所述高性能纤维非织造布层1由30%~100%超高分子量聚乙烯纤维和0~30%其它纤维组成,所述高性能纤维非织造布层1通过混纤、开松、梳棉、铺网、针刺成布工艺流程制成,所述树脂层膜2由热塑性或热固性或混合型树脂雾化制成,所述合金金属板层3设置有m(m=1~5)层,所述合金金属板层3由厚度为0.1~1mm合金金属板组成。
25.所述其它纤维包括并不局限于:芳纶纤维、氨纶纤维、碳纤维、涤纶纤维、锦纶纤
维、晴纶纤维、丙纶纤维、维纶纤维、氯纶纤维、玻璃纤维、金属纤维、石棉纤维等。
26.本发明中,通过将纤维非织造布和合成金属板两种软硬材料进行完美复合,组成半软结构,由本防刺片制成的防刺服轻薄舒适,大大降低穿戴者施行剧烈运动的局限性。
27.一种纤维非织造布与合成金属板复合的防刺片的制备方法,其步骤如下:
28.(s1)、准备好超高分子量聚乙烯纤维:30%~100%、其它纤维:0~70%通过混纤、开松、梳棉、铺网、针刺成布工艺制成纤维纺纱;
29.(s2)、将s1中准备好的纤维纺纱依据zl200710064149.6专利中的所述方法,将纤维纺纱进行卷曲,按公式:l/dtex=24(式中:l为纤维切断长度,dtex为纤维细度)计算所需长度,切割成短切纤维纺纱;
30.(s3)、将s2中所得短切纤维纺纱依据zl200610089367.0专利中的所述方法,进行混纤、开松、梳棉、铺网、针刺成布工艺制成高性能纤维非织造布;
31.(s4)、将准备好的合成金属板表面覆盖树脂层膜;
32.(s5)、将s3中所得高性能纤维非织造布与s4中所得覆盖树脂层膜的合成金属板进行加热加压复合定型,制成纤维非织造布与合成金属板复合的防刺片。
33.本发明中,制备方法简单便捷,便于推广,且可根据使用需求更改高性能纤维非织造布层和树脂层膜及合金金属板层的数量,使用由本防刺片制成的防刺服满足不同的使用需求;本发明中,制备材料广泛,供货源较多,使得整个防刺片的制备成本较低,利于大规模生产。
34.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。