1.本发明属于汽车零部件加工技术领域,具体为一种尾灯装饰框生产用三色注塑模具。
背景技术:
2.汽车尾灯装饰框是一种用于汽车的常用的装饰件,并且不同品牌汽车的尾灯装饰框的具体结构上也差异较大,一般来说,尾灯装饰框的结构均较为复杂,具有许多不规则形状的结构,注塑难度较大。现有技术中,尾灯装饰框生产用三色注塑模具在使用时,产品无法固定,同时,产品在多副模具之间移动、安装、注塑成型,从而导致时间加长,废品率高。因此,需要对现有技术进行改进。
技术实现要素:
3.本发明的目的就在于为了解决上述问题而提供一种尾灯装饰框生产用三色注塑模具,解决了背景技术中提到的问题。
4.为了解决上述问题,本发明提供了一种技术方案:
5.一种尾灯装饰框生产用三色注塑模具,包括安装板和支撑板,所述安装板上设置有顶模,所述顶模上设置有垫片,所述垫片和安装板接触,所述顶模上设置有型模机构,所述安装板上设置有第三注塑口,所述安装板上设置有第二注塑口,所述顶模内开设有安装槽,所述安装槽内设置有第一注塑口,所述顶模上固定安装有第一连接器,所述支撑板上设置有第一动模机构,所述支撑板上设置有第二动模机构,所述第二动模机构和第一动模机构结构相同。
6.作为优选,所述型模机构包括右型模、左型模、第一电机、第二连接器、第二电机、框架、滑槽、连杆、支撑孔、螺杆、螺套、开口、支撑杆、挡块、筒体、挡条、限位槽和导孔,所述右型模和顶模固定连接,所述左型模和顶模固定连接,所述右型模上固定安装有第一电机,所述右型模上固定安装有第二连接器,所述左型模上固定安装有第二电机,所述左型模上设置有框架,所述框架上焊接有连杆。
7.作为优选,所述左型模上开设有滑槽,所述滑槽内滑动连接有第一注塑口。
8.作为优选,所述顶模上开设有容置槽,所述容置槽内滑动连接有框架。
9.作为优选,所述左型模内开设有支撑孔,所述支撑孔内滑动套接有连杆,所述左型模内设置有螺杆,所述螺杆的外侧通过螺纹连接有螺套,所述螺套和左型模接触,所述框架内开设有开口,所述开口内套接有螺杆,所述右型模和左型模内均设置有支撑杆,所述支撑杆和顶模滑动连接,所述右型模和左型模内均滑动套接有筒体,所述右型模和左型模上均通过螺钉连接有挡条,所述筒体上开设有限位槽,所述限位槽内滑动连接有挡条。
10.作为优选,所述支撑杆上焊接有挡块,所述挡块和顶模接触。
11.作为优选,所述右型模和左型模上均开设有导孔。
12.作为优选,所述第一动模机构包括芯模、第三电机、行程开关、第一控制杆、第二控
制杆和导杆,所述芯模设置在支撑板上,所述芯模上固定安装有第三电机,所述芯模上设置有行程开关,所述芯模上设置有第一控制杆,所述第一控制杆上设置有第二控制杆,所述第二控制杆和行程开关固定连接,所述芯模上设置有导杆。
13.本发明的有益效果是:本发明涉及一种尾灯装饰框生产用三色注塑模具,具有产品可以固定和废品率低的特点,在具体的使用中,与传统的尾灯装饰框生产用三色注塑模具相比较而言,本尾灯装饰框生产用三色注塑模具具有以下两个有益效果:
14.首先,通过设置第一动模机构和第二动模机构独立,第一动模机构和第二动模机构可以分开单独浮动,避免第一动模机构和第二动模机构一起做浮动,第一动模机构和第二动模机构可以单独控制移动使得产品便于固定,可以进行量产。
15.其次,通过设置第三注塑口、第二注塑口、第一注塑口等机构,使需要三次注塑成型的产品一次成型,且三次注塑的材料颜色都不同,可以有效的节省了时间和降低废品率。
附图说明:
16.为了易于说明,本发明由下述的具体实施及附图作以详细描述。
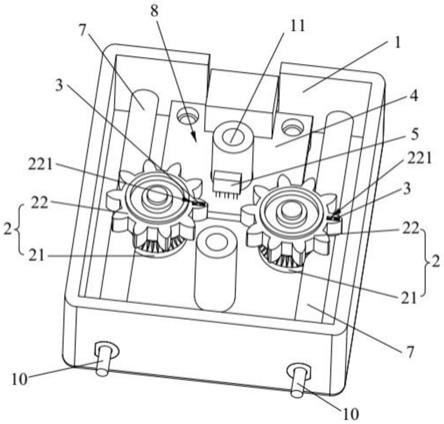
17.图1为本发明的上模结构示意图一;
18.图2为本发明的上模结构示意图二;
19.图3为本发明的上模中的型模机构示意图;
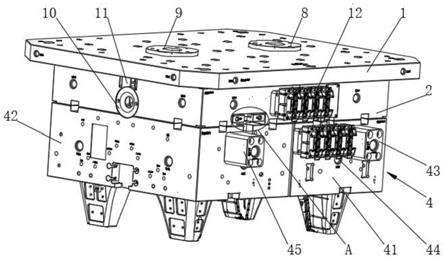
20.图4为本发明的下模结构示意图;
21.图5为本发明的图1中的a处放大图;
22.图6为本发明的图3中的b处放大图。
23.图中:1、安装板;2、顶模;21、容置槽;3、垫片;4、型模机构;41、右型模;42、左型模;43、第一电机;44、第二连接器;45、第二电机;46、框架;47、滑槽;48、连杆;49、支撑孔;410、螺杆;411、螺套;412、开口;413、支撑杆;414、挡块;415、筒体;416、挡条;417、限位槽;418、导孔;5、支撑板;6、第一动模机构;61、芯模;62、第三电机;63、行程开关;64、第一控制杆;65、第二控制杆;66、导杆;7、第二动模机构;8、第三注塑口;9、第二注塑口;10、第一注塑口;11、安装槽;12、第一连接器。
具体实施方式:
24.如图1
‑
6所示,本具体实施方式采用以下技术方案:
25.实施例:
26.一种尾灯装饰框生产用三色注塑模具,包括安装板1和支撑板5,所述安装板1上设置有顶模2,所述顶模2上设置有垫片3,所述垫片3和安装板1接触,所述顶模2上设置有型模机构4,所述安装板1上设置有第三注塑口8,所述安装板1上设置有第二注塑口9,所述顶模2内开设有安装槽11,所述安装槽11内设置有第一注塑口10,所述顶模2上固定安装有第一连接器12,所述支撑板5上设置有第一动模机构6,所述支撑板5上设置有第二动模机构7,所述第二动模机构7和第一动模机构6结构相同。
27.其中,所述型模机构4包括右型模41、左型模42、第一电机43、第二连接器44、第二电机45、框架46、滑槽47、连杆48、支撑孔49、螺杆410、螺套411、开口412、支撑杆413、挡块414、筒体415、挡条416、限位槽417和导孔418,所述右型模41和顶模2固定连接,所述左型模
42和顶模2固定连接,所述右型模41上固定安装有第一电机43,所述右型模41上固定安装有第二连接器44,所述左型模42上固定安装有第二电机45,所述左型模42上设置有框架46,所述框架46上焊接有连杆48。通过设置以上机构,对左型模41和右型模42进行安装和控制。
28.其中,所述左型模42上开设有滑槽47,所述滑槽47内滑动连接有第一注塑口10。通过设置滑槽47,使得第一注塑口10和左型模42侧面齐平。
29.其中,所述顶模2上开设有容置槽21,所述容置槽21内滑动连接有框架46。通过设置容置槽21,使得框架46位于顶模2内。
30.其中,所述左型模42内开设有支撑孔49,所述支撑孔49内滑动套接有连杆48,所述左型模42内设置有螺杆410,所述螺杆410的外侧通过螺纹连接有螺套411,所述螺套411和左型模42接触,所述框架46内开设有开口412,所述开口412内套接有螺杆410,所述右型模41和左型模42内均设置有支撑杆413,所述支撑杆413和顶模2滑动连接,所述右型模41和左型模42内均滑动套接有筒体415,所述右型模41和左型模42上均通过螺钉连接有挡条416,所述筒体415上开设有限位槽417,所述限位槽417内滑动连接有挡条416。通过设置以上机构,对型模机构4和顶模2之间进行连接。
31.其中,所述支撑杆413上焊接有挡块414,所述挡块414和顶模2接触。通过设置挡块414,对顶模2进行限位。
32.其中,所述右型模41和左型模42上均开设有导孔418。通过设置导孔418和导杆66配合,在合模时进行导向。
33.其中,所述第一动模机构6包括芯模61、第三电机62、行程开关63、第一控制杆64、第二控制杆65和导杆66,所述芯模61设置在支撑板5上,所述芯模61上固定安装有第三电机62,所述芯模61上设置有行程开关63,所述芯模61上设置有第一控制杆64,所述第一控制杆64上设置有第二控制杆65,所述第二控制杆65和行程开关63固定连接,所述芯模61上设置有导杆66。通过设置以上机构,用于控制第一动模机构6移动。
34.本发明的使用状态为:使用过程中,通过行程开关63控制第一动模机构6和第二动模机构7的移动,使得第一动模机构6和第二动模机构7单独移动和型模机构4配合封闭,导杆66进入导孔418内,然后通过第三注塑口8第二注塑口9、第一注塑口10向型模机构4和第一动模机构6、第二动模机构7形成的型腔内住注塑,通过设置第一动模机构6和第二动模机构7独立,第一动模机构6和第二动模机构7可以分开单独浮动,避免第一动模机构6和第二动模机构7一起做浮动,第一动模机构6和第二动模机构7可以单独控制移动使得产品便于固定,可以进行量产,通过设置第三注塑口8、第二注塑口9、第一注塑口10等机构,使需要三次注塑成型的产品一次成型,且三次注塑的材料颜色都不同,可以有效的节省了时间和降低废品率。
35.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。