1.本发明属于掩模版制造技术领域,尤其涉及一种凹槽掩模版的制作方法。
背景技术:
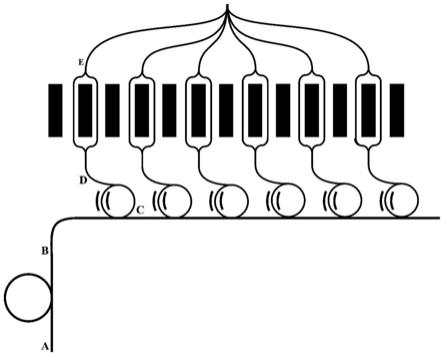
2.如图1和图2所示,凹槽掩模版是适配taiko wafer工艺的掩模版,相对于普通掩模版,其图形面设有圆环状的凹槽,其中,凹槽内径约190mm,外径约210mm,深度0.75mm。
3.如图3所示,目前凹槽掩模版通常的制造方法如下:
4.预备基板:预备透光基板,其中,透光基板具有图形板面;
5.镀铬涂胶:在图形板面上先镀铬层,再涂光刻胶层;
6.光刻处理:先曝光,再显影,使铬层呈现出预设图形结构;
7.开槽加工:在图形板面上加工出圆环状的凹槽。
8.其中,在加工凹槽的过程中,会产生的碎屑和压力,这极易破坏透光基板上的预设图形结构,导致产品良品率非常低。
技术实现要素:
9.本发明的目的在于克服上述现有技术的不足,提供了一种凹槽掩模版的制作方法,其旨在解决凹槽掩模版良品率低的问题。
10.本发明是这样实现的:
11.一种凹槽掩模版的制作方法,包括:
12.预备基板:预备透光基板,其中,透光基板具有图形板面;
13.开槽加工:在所述图形板面上加工出圆环状的凹槽;
14.镀铬涂胶:在所述图形板面以及所述凹槽的槽壁、槽底上先镀铬层,再涂光刻胶层;
15.光刻处理:先曝光再显影,使所述铬层呈现出预设图形结构。
16.可选地,在所述光刻处理中,对所述凹槽对应的区域至少进行两次曝光。
17.可选地,在所述光刻处理中,先对所述图形板面整个区域进行一次曝光,再对所述凹槽对应的区域进行二次曝光。
18.可选地,二次曝光的光亮强度大于一次曝光的光亮强度。
19.可选地,在所述光刻处理中,先在对所述凹槽对应的区域进行一次曝光,再对所述图形板面整个区域进行二次曝光。
20.可选地,一次曝光的光亮强度大于二次曝光的光亮强度。
21.可选地,在所述开槽加工之后而在所述镀铬涂胶之前,在所述凹槽的槽壁、槽底涂覆光刻胶保护层。
22.可选地,在所述开槽加工之后而在所述镀铬涂胶之前,在所述凹槽的槽壁、槽底覆盖pe保护膜;
23.且在所述光刻处理之后,将所述pe保护膜撕离。
24.可选地,所述透光基板为四边形,并具有第一转角、第二转角、第三转角和第四转角,且还具有连接所述第一转角和所述第二转角的第一板边、连接所述第二转角和所述第三转角的第二板边、连接所述第三转角和所述第四转角的第三板边以及连接所述第四转角和所述第一转角的第四板边;
25.所述图形板面设有第一标记点、第二标记点、第三标记点和第四标记点,,所述第一标记点位于所述第一板边和所述凹槽之间,所述第二标记点位于所述第二板边和所述凹槽之间,所述第三标记点位于所述第三板边和所述凹槽之间,所述第四标记点位于所述第四板边和所述凹槽之间;
26.所述第一标记点与所述第四转角之间的连线为第一连线,所述第二标记点与所述第一转角之间的连线为第二连线,所述第三标记点与所述第二转角之间的连线为第三连线,所述第四标记点与所述第三转角之间的连线为第四连线,起重工,所述第一连线、所述第二连线、所述第三连线和所述第四连线均与所述凹槽的外环相切。
27.可选地,在所述开槽加工和所述镀铬涂胶之间还包括:
28.研磨抛光:对所述透光基板磨平抛光。
29.基于本发明的制造方法,由于是先加工出凹槽之后,再在图形板面上制造预设图形结构制造,因此,在加工凹槽的过程中产生的碎屑和压力,不会对预设图形结构造成影响,相对于现有技术,降低了加工凹槽对产品良率的影响,提高了产品良品率。
附图说明
30.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
31.图1是凹槽掩模版进行taiko wafer工艺时的侧视图;
32.图2是凹槽掩模版的仰视图;
33.图3是现有的凹槽掩模版的制造流程示意图;
34.图4是本发明凹槽掩模版的制造流程示意图;
35.图5是本发明透光基板的俯视图。
[0036][0037]
具体实施方式
[0038]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0039]
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”和“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0040]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0041]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0042]
本发明实施例提供一种凹槽110掩模版的制作方法。
[0043]
请参阅图4和图5,该凹槽110掩模版的制作方法包括:
[0044]
预备基板:预备透光基板100,其中,透光基板100具有图形板面。
[0045]
透光基板100可以树脂基板,也可以是玻璃基板,具体选材、厚度等,根据实际需求选择即可。
[0046]
开槽加工:在图形板面上加工出圆环状的凹槽110。
[0047]
该加工过程,通常采用cnc进行加工,技术较为成熟,成品率高。
[0048]
镀铬涂胶:在图形板面以及凹槽110对应的区域先镀铬层,再涂光刻胶层。
[0049]
其中,凹槽110的两侧槽壁和槽底均一并设有铬层和光刻胶。
[0050]
在此需要说明的是,铬层可采用真空镀膜工艺制成,而光刻胶层则可通过喷涂光刻胶形成。
[0051]
光刻处理:先曝光再显影,使铬层呈现出预设图形结构。
[0052]
其中,预设图形结构在凹槽110对应的区域位置是镂空的,因此,在完成曝光显影后,凹槽110的两侧槽壁和槽底上的铬层和光刻胶均会被去除,从而显露出凹槽110。
[0053]
由上可知,基于本发明的制造方法,由于是先加工出凹槽110之后,再在图形板面上制造预设图形结构制造,因此,在加工凹槽110的过程中产生的碎屑和压力,不会对预设图形结构造成影响,相对于现有技术,降低了加工凹槽110对产品良率的影响,提高了产品良品率。
[0054]
在本发明实施例中,凹槽110的两侧槽壁与图形板面光滑过渡,凹槽110的两侧槽壁也与槽底光滑过渡。
[0055]
在本发明实施例中,凹槽110呈扩口设置。
[0056]
在本发明实施例中,在光刻处理中,对凹槽110对应的区域至少进行两次曝光。
[0057]
在此需要说明的是,在喷涂涂光刻胶,以形成光刻胶层的过程中,凹槽110的两侧槽壁上的光刻胶会在重力的下流到凹槽110的槽底,导致凹槽110槽底上的光刻胶层的厚度较厚,如对凹槽110对应的区域曝光的时间及强度与其他区域相同,则会出现经过一定时间及特定强度的曝光后,其他区域应去除的光刻胶层已经去除,而凹槽110的槽底的部分区域光刻胶层尚有遗留,进而导致部分区域的铬层刻蚀出现异常,即部分区域的铬层会存留于凹槽110内,而又由于掩模版的成品品质,多由后续人工判断,常采用的判断手段之一,通过观察掩模版上预设图形结构整体的光影明亮度,而凹槽110的槽底存留铬层会影响预设图形结构整体的光影明亮度,进而影响后续掩模版的成品品质的判断。
[0058]
基于本发明的方法,通过对凹槽110对应的区域至少进行两次曝光,避免有效避免铬层会存留于凹槽110内。
[0059]
在一个实施例中,在光刻处理中,先对图形板面整个区域进行一次曝光,在对凹槽110对应的区域进行二次曝光。
[0060]
在本实施例中,二次曝光的光亮强度大于一次曝光的光亮强度。
[0061]
在另一个实施例中,在光刻处理中,先在对凹槽110对应的区域进行一次曝光,再对图形板面整个区域进行二次曝光。
[0062]
在本实施例中,一次曝光的光亮强度大于二次曝光的光亮强度。
[0063]
在一个实施例中,在开槽加工之后而在镀铬涂胶之前,在凹槽110的槽壁、槽底涂覆光刻胶保护层。在光刻处理之后,还会有一个脱膜处理,即将未曝光的光刻胶溶解掉,其中,由于凹槽110对应的区域上的铬层是镀在光刻胶保护层上,而光刻胶保护层会在脱膜处理中溶解于脱膜液,如此,就不会出现前述的问题,即“凹槽110的槽底的部分区域光刻胶层尚有遗留,导致部分区域的铬层刻蚀出现异常,影响掩模版的成品品质”,因此,在光刻处理的过程中,只需要正常曝光即可,不需要进行二次曝光。
[0064]
在另一实施例中,在开槽加工之后而在镀铬涂胶之前,在凹槽110的槽壁、槽底覆盖pe保护膜;
[0065]
且在光刻处理之后,将pe保护膜撕离。基于此,凹槽110对应的区域上的铬层是镀在pe保护膜上,凹槽110对应的区域上的铬层随pe保护膜撕离而剥离,因此,在光刻处理的过程中,只需要正常曝光即可,不需要进行二次曝光。
[0066]
在一个实施例中,如图5所示,透光基板100为四边形,并具有第一转角1011、第二转角1012、第三转角1013和第四转角1014,且还具有连接第一转角1011和第二转角1012的第一板边1021、连接第二转角1012和第三转角1013的第二板边1022、连接第三转角1013和第四转角1014的第三板边1023以及连接第四转角1014和第一转角1011的第四板边1024;图形板面设有第一标记点1031、第二标记点1032、第三标记点1033和第四标记点1034,第一标记点1031位于第一板边1021和凹槽110之间,第二标记点1032位于第二板边1022和凹槽110之间,第三标记点1033位于第三板边1023和凹槽110之间,第四标记点1034位于第四板边1024和凹槽110之间;第一标记点1031与第四转角1014之间的连线为第一连线1041,第二标记点1032与第一转角1011之间的连线为第二连线1042,第三标记点1033与第二转角1012之间的连线为第三连线1043,第四标记点1034与第三转角1013之间的连线为第四连线1044,其中,第一连线1041、第二连线1042、第三连线1043和第四连线1044均与凹槽110的外环相
切。
[0067]
在开槽加工之后,可以通过第一连线1041、第二连线1042、第三连线1043和第四连线1044是否均与凹槽110的外环相切来快速地判断凹槽110是否异常,在实际操作中,可以采用相机拍下,然后通过计算机的图形分析来出第一连线1041、第二连线1042、第三连线1043和第四连线1044是否均与凹槽110的外环相切,整个过程无需解除,高效快捷。
[0068]
此外,本实施例中,一个连线是通过一个标记点和一个转角获得得,不需要两个标记点来获得一个连线,如此,也由于降低结构复杂度,降低生产制造成本。
[0069]
在具体实施中,第一标记点1031、第二标记点1032、第三标记点1033和第四标记点1034均位于预定图形结构之外,且第一标记点1031、第二标记点1032、第三标记点1033和第四标记点1034可以通过图形板面开设槽结构形成,该槽结构通常槽口形状可以是直径为1毫米的圆形,其中,对于第一标记点1031、第二标记点1032、第三标记点1033和第四标记点1034的识别,可以利用相机拍下,由于开设槽结构的位置的光影会与周围不同,因此可以通过计算机的图形分析来获取的第一标记点1031、第二标记点1032、第三标记点1033和第四标记点1034。
[0070]
在另一个实施例中,在经过开槽加工之后,透光基板100的应力平衡会被破坏,会出现翘曲等形变,此情况下,即使进行镀铬涂胶和光刻处理,依然是不能得到一个合格的产品。
[0071]
因此,在开槽加工和镀铬涂胶之间还包括:
[0072]
研磨抛光:对透光基板100磨平抛光。
[0073]
通过该研磨抛光,能够将透光基板100产生的形变消除掉,可进一步提高产品的良率。
[0074]
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。