1.本发明涉及金属材料技术领域,尤其涉及一种新型高性能钼合金及其制备方法。
背景技术:
2.钼合金是一类具有战略意义且不可再生的稀有的难熔合金,其具有高熔点、良好的导热性、低的膨胀系数、极好的抗热震性能以及耐热疲劳性能。因而钼合金及其合金在航空航天,核工业、机械、冶金等领域有着广阔的应用前景。同时由于我国的钼储量,产量以及消费量均居全球第一,因而如何高效的利用钼及其合金制备高性能产品具有重要的战略意义,受到国内外的广泛关注。
3.目前,由于钼及钼合金通常具有高密度、较低的再结晶温度、高的韧脆转变温度、显著的室温脆性、低比强度等缺点,使其前期铸造和后期加工成形等都受到很大限制以至于严重制约了钼合金的应用与发展。同时,由于传统的制造方法如真空电弧熔炼法和粉末冶金法等都要相当长的生产周期、成品率低、后期加工复杂、工艺繁琐等,因而,如何利用先进的成形手段制备具有结构/性能一体化的轻量化的钼合金产品,拓展其应用领域具有重要的现实意义。目前,激光选区熔化技术已被成功应用于开发高性能钛合金、铝合金、钢、高温镍基合金以及金属基复合材料。然而对于钼合金这类难熔合金,其成形过程中快速熔/凝过程会产生巨大的热应力,从而导致所成形合金中极易产生晶间裂纹,贯穿裂纹等显著缺陷,导致现有的钼合金容易产生裂纹以及强韧性较低。
4.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
5.本发明的主要目的在于提供一种新型高性能钼合金及其制备方法,旨在解决现有的钼合金容易产生裂纹以及强韧性较低的技术问题。
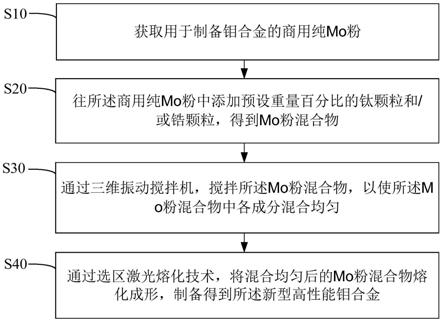
6.为实现上述目的,本发明提供一种新型高性能钼合金的制备方法,所述新型高性能钼合金的制备方法包括以下步骤:
7.获取用于制备钼合金的商用纯mo粉;
8.往所述商用纯mo粉中添加预设重量百分比的钛颗粒和/或锆颗粒,得到mo粉混合物;
9.通过三维振动搅拌机,搅拌所述mo粉混合物,以使所述mo粉混合物中各成分混合均匀;
10.通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金。
11.可选地,所述商用纯mo粉的粒径为15~53μm,所述商用纯mo粉的成分包含cd、ca、fe、si、ni、cr、p、cu、o和mo。
12.可选地,所述商用纯mo粉各成分含量分别为:
13.cd:0~0.001wt.%;
14.ca:0~0.001wt.%;
15.fe:0.0005wt.%;
16.si:0.010wt.%;
17.ni:0.006wt.%;
18.cr:0.001wt.%;
19.p:0~0.001wt.%;
20.cu:0~0.0001wt.%;
21.o:0.010wt.%;
22.mo:余量。
23.可选地,所述钛颗粒和/或所述锆颗粒的粒径为5~10μm,所述钛颗粒和/或所述锆颗粒含量占所述mo粉混合物对应的重量百分比为0.5~5wt.%。
24.可选地,通过三维振动搅拌机,在氩气保护气氛下,按照预设转速搅拌所述mo粉混合物持续预设时长,以使所述mo粉混合物中各成分混合均匀;
25.通过选区激光熔化技术,在氩气保护气氛下将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金。
26.可选地,所述氩气保护气氛对应的氩气纯度为99.99%;
27.所述预设转速为70~200r/min,所述预设时长为2~10小时。
28.可选地,通过选区激光熔化技术的金属打印机,按照配置所述金属打印机对应的成形参数,将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金;
29.所述成形参数包括预设功率输入、预设扫描速度、预设扫描间距、预设层厚和预设扫描模式。
30.可选地,所述预设功率输入为200~300w,所述预设扫描速度为200~400mm/s,所述预设扫描间距为0.06~0.10mm,所述预设层厚为0.02~0.06mm,所述预设扫描模式为相邻层间交替旋转90
°
光栅扫描模式。
31.此外,为实现上述目的,本发明还提供一种新型高性能钼合金,所述新型高性能钼合金采用以上任一项所述的新型高性能钼合金的制备方法制造,所述新型高性能钼合金包含钛和/或锆,以及钼。
32.可选地,所述新型高性能钼合金的极限压缩强度、极限压缩应变与维氏硬度分别为978
±
20mpa、18.2
±
1.9%和361
±
2hv
0.05
。
33.本发明通过获取用于制备钼合金的商用纯mo粉;往所述商用纯mo粉中添加预设重量百分比的钛颗粒和/或锆颗粒,得到新型mo粉混合物;通过三维振动搅拌机,搅拌所述mo粉混合物,以使所述mo粉混合物中各成分混合均匀;通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金。本发明采用选区激光熔化技术制备了一种新型无裂纹高力学性能的mo合金,通过在制备钼合金的商用纯mo粉中添加钛颗粒和/或锆颗粒,使微观的钛元素和/或锆元素均匀地固溶入mo合金,可消除mo合金晶粒间的热裂纹,并提高mo合金自身强度,从而制备出近全致密高性能的钼合金。
附图说明
34.图1为本发明新型高性能钼合金的制备方法一实施例的流程示意图;
35.图2为本发明所制备的新型钼合金合金的相分析结果示意图;
36.图3和图4分别为传统钼合金和本发明新型钼合金在显微下的形貌示意图;
37.图5和图6分别为传统钼合金和本发明新型钼合金的ebsd分析的泰勒因子(tf)形貌图和tf分布图;
38.图7和图8分别为传统钼合金和本发明新型钼合金的几何必须位错分布图和晶粒尺寸分布图;
39.图9为传统钼合金和本发明新型钼合金的压缩应力
‑
应变曲线示意图。
40.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
41.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
42.本发明提供一种新型高性能钼合金的制备方法,参照图1,图1为本发明新型高性能钼合金的制备方法一实施例的流程示意图。
43.在本实施例中,该新型高性能钼合金的制备方法包括以下步骤:
44.步骤s10,获取用于制备钼合金的商用纯mo粉;
45.在本实施例中,商用纯mo粉为用于制造钼合金的粉状混合物,包含mo以及微量的其他元素。需要说明的是,商用纯mo粉中不含钛或者锆,mo为钼的化学符号表示。
46.进一步地,商用纯mo粉包含cd(镉)、ca(钙)、fe(铁)、si(硅)、ni(镍)、cr(铬)、p(磷)、cu(铜)、o(氧)和mo(钼)等元素,且商用纯mo粉的粒径为15~53μm。
47.如下表的成分含量表所示,商用纯mo粉各成分含量分别为:
48.cd:0~0.001wt.%;ca:0~0.001wt.%;fe:0.0005wt.%;si:0.010wt.%;ni:0.006wt.%;cr:0.001wt.%;p:0~0.001wt.%;cu:0~0.0001wt.%;o:0.010wt.%;mo:余量。
[0049][0050]
步骤s20,往所述商用纯mo粉中添加预设重量百分比的钛颗粒和/或锆颗粒,得到mo粉混合物;
[0051]
在本实施例中,在制备钼合金之前,往商用纯mo粉中添加一定量的钛颗粒和/或锆颗粒,得到mo粉混合物,其中,mo粉混合物即为制备新型高性能钼合金所需的原材料。需要说明的是,往商用纯mo粉添加的钛颗粒和/或锆颗粒的含量均为微量,且往商用纯mo粉添加的微量元素可以是钛,也可以是锆,还可以是两者都添加,这是因为往商用纯mo粉添加钛和/或锆能够使所制备的钼合金达到同样或者相似的高性能表现。
[0052]
进一步地,所添加的钛颗粒和/或锆颗粒的粒径均为5~10μm,钛颗粒和/或锆颗粒含量占mo粉混合物对应的重量百分比为0.5~5wt.%,即预设重量百分比。
[0053]
步骤s30,通过三维振动搅拌机,搅拌所述mo粉混合物,以使所述mo粉混合物中各成分混合均匀;
[0054]
在本实施例中,往商用纯mo粉中添加钛和/或锆得到mo粉混合物后,将mo粉混合物防止于三维震动搅拌机中,以通过三维震动搅拌机对mo粉混合物进行搅拌,以使mo粉混合物中各成分充分混合均匀。本实施例中通过三维震动搅拌机搅拌mo粉混合物的目的是使添加钛颗粒和/或锆颗粒和商用纯mo粉中各成分充分混合,以使钛颗粒和/或锆颗粒在mo粉混合物中分布均匀,避免未充分混合均匀而导致所制备得到的钼合金性能表现差。
[0055]
进一步地,在氩气保护气氛下,通过三维振动搅拌机,按照预设转速搅拌mo粉混合物持续预设时长,以使mo粉混合物中各成分混合均匀;以及,在氩气保护气氛下,通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到新型高性能钼合金。本实施例中,由于在高温下,金属材料容易氧化,因此为了隔绝氧气,让金属在惰性气体或还原气体进行保护,以进行搅拌以及熔化mo粉混合物,常见的保护气氛有水蒸气、酒精气体、氮气、氨分解氢保护气氛等,在保护气氛下,可以隔绝氧气,同时保护气氛可以作为传热介质,有利于材料的受热均匀。通过在氩气保护气氛,对mo粉混合物混合物进行搅拌,以及在氩气保护气氛下熔化mo粉混合物,以使制备过程隔绝氧气,防止材料氧化,以并且使材料能够在高温过程受热均匀。
[0056]
进一步地,氩气保护气氛的氩气纯度为99.99%,预设转速为70~200r/min,预设时长为2~10小时。
[0057]
步骤s40,通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金。
[0058]
在本实施例中,在充分混合钛颗粒和/或锆颗粒和商用纯mo粉中各成分后,通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到新型高性能钼合金。结果表明,微观的钛粒子和/或锆粒子可均匀地固溶入mo合金中,且如图2所示,所制备得到的钼合金不产生第二相,并且微观粒子的加入可消除mo合金晶粒间的热裂纹并提高mo合金自身强度,从而制备出近全致密高性能的钼合金。
[0059]
为了进一步说明本发明提出的新型高性能钼合金的制备方法所制备得到的新型高性能钼合金的力学性能,对新型高性能钼合金进行性能分析如下:
[0060]
如图3的传统mo合金的形貌所示,传统mo合金沿晶界产生大量热裂纹,这是导致相对密度降低的主要原因。如图4的新型mo合金的形貌所示,钛和/或锆元素的加入可以明显消除热裂纹,并提高了新型mo合金合金的相对密度。
[0061]
泰勒因子(tf)经常被用来表示在多晶中测量的流动应力,它是一个平均取向因子,取决于材料的纹理和假定滑移系的晶体学性质。因此,tf值在一定程度上可以揭示残余应力和热裂纹的形成。对钼合金进行ebsd(电子背散射衍射)分析,生成tf形貌图和tf分布图,如图5所示,传统钼合金的晶粒众多,tf值较低(2.0左右),从传统钼合金的tf图可以看出,热裂纹沿tf值差较大的晶粒间晶界形成并扩展。
[0062]
一般认为,低泰勒因子晶粒是相对较低的应变硬化迹象和容易变形的软晶粒。然而,高泰勒因子晶粒作为具有高应变硬化迹象的硬晶粒,被认为具有更强的塑性变形抗力,
但会导致晶界处的晶格不连续。另一方面,低泰勒因子(软)晶粒在快速冷却过程中容易发生塑性变形而不重新取向,晶界处的晶格不顺应性和应力集中增加,而晶界处的应力集中促进了热裂纹的形成,并为热裂纹的扩展提供了方便的途径。
[0063]
而通过分别对传统钼合金和本发明所制备的新型钼合金进行ebsd(电子背散射衍射)分析可以看到,参照图5以及图6,经过微颗粒(钛颗粒和/或锆颗粒)改性后的新型mo合金不仅提高了所制备的钼合金的平均tf值(从3.15增加到3.29)和最小tf值,并使新型钼合金的tf值分布均匀更加均匀。tf值的提高可以增强新型钼合金晶粒抵抗变形的能力,tf值的均匀分布可以降低新型钼合金中晶界处的应力集中,能够有效地防止钼合金热裂纹的形成。因此,钛、锆等微颗粒的加入可以有效地防止钼合金热裂纹的形成和扩展。
[0064]
图7和图8分别为传统钼合金和新型钼合金的几何必须位错分布图(gnd)和晶粒尺寸分布图。如图7(a1)所示,gnd的积累主要存在于热裂纹周围,热裂纹周围伴随着tf值较低的软晶粒。由于晶界处的gnd积累与施加在材料上的应变水平的依赖关系,出现在热裂纹周围的gnd积累现象,表明选区激光熔化技术的熔化成形过程中产生了大量的残余应力,这促进了软晶粒的变形和晶粒间热裂纹的形成,这一结果也与tf图的分析相一致。如图8所示的新型钼合金的几何必须位错分布图和晶粒尺寸分布图可以知道,微颗粒的加入不仅使新型钼合金(4.05
×
10
14
m
‑2)的平均gnd值高于传统钼合金(3.45
×
10
14
m
‑2),而且使gnd在mo合金中分布均匀。在新型钼合金中,gnd的均匀分布表明,选区激光熔化过程中残余应力的形成并不能促进热裂纹的形成,但钛、锆等的加入使mo基体得到强化,导致了gnd晶粒的积累。从图7(a2)和图8(b2)可以看出,传统钼合金和新型钼合金的晶粒尺寸主要分布在3~60μm之间。与传统钼合金的平均晶粒(16.2μm)相比,新型钼合金的平均晶粒(13.7μm)更小。因此表明,钛、锆等微颗粒的加入对新型钼合金中的晶粒尺寸没有显著影响。
[0065]
一般而言,金属材料的强化机制有四种:固溶强化、析出强化、位错强化和晶粒细化强化。为阐明新型钼合金的强化机理,结合微观组织特征,对其系统地研究了4种强化机制。由于新型钼合金的mo基体中没有明显的二次相,因此忽略了析出强化。
[0066]
定义钼合金的屈服应力为:σ
y,calc
=σ0 σ
gd
σ
dis
σ
ss
[0067]
其中σ0为摩擦应力,细化金属的晶粒尺寸可以导致强度的急剧增加,这种强化增量的幅度可以用hall
‑
petch方程来估计。
[0068]
定义晶粒细化的贡献为:σ
gb
=kd
‑
1/2
[0069]
多晶中单个晶粒的相容变形要求引入几何上必要的位错(gnd),gnd的密度与晶粒尺寸成反比,gnd通过泰勒方程影响强度。用bailey
‑
hirsch(或taylor)关系定义位错密度为:
[0070]
固溶强化σ
ss
是溶质原子与位错相互作用的结果,这些相互作用可以分为非弹性相互作用、双弹性相互作用、由原子有序引起的相互作用、化学效应和引起局部电子结构变化的相互作用。错弹性相互作用是溶质原子附近晶格的膨胀与位错应力场周围膨胀相互作用的结果。晶格常数随溶质合金含量c的变化最能描述顺塑性相互作用δ。根据r.l.fleischer的理论,双弹性相互作用是溶质原子与基体之间键能局部变化的结果。最好用剪切模量g随合金含量c的变化来定量,固溶硬化对总临界剪切强度的贡献τ
ss
取决于浓度c、指数p、ε
l
和指数q。其中,ε
l
是δ和η'的组合,α是评价δ和η'的参数。固溶强化σ
ss
的推导如下:
[0071][0072][0073][0074][0075]
σ
ss
=mτ
ss
[0076]
根据计算得出位错强化对新型钼合金的力学性能提升的影响最大(约占50%),其次是晶粒强化(约占40%),影响最小的是固溶强化(约占10%),根据实验数据得出钛和/或锆的添加对钼基体的位错密度与泰勒因子都有明显的提高,分析得出钛和/或锆的添加是mo合金屈服强度提高的关键因素,即钛和/或锆的添加是新型钼合金性能提高的关键因素。
[0077]
本实施例提出的新型高性能钼合金的制备方法,通过获取用于制备钼合金的商用纯mo粉;往所述商用纯mo粉中添加预设重量百分比的钛颗粒和/或锆颗粒,得到mo粉混合物;通过三维振动搅拌机,搅拌所述mo粉混合物,以使所述mo粉混合物中各成分混合均匀;通过选区激光熔化技术,将混合均匀后的mo粉混合物熔化成形,制备得到所述新型高性能钼合金。本发明采用选区激光熔化技术制备了一种新型无裂纹高力学性能的mo合金,通过在制备钼合金的商用纯mo粉中添加钛颗粒和/或锆颗粒,使微观的钛元素和/或锆元素均匀地固溶入mo合金,可消除mo合金晶粒间的热裂纹,并提高mo合金自身强度,从而制备出近全致密高性能的钼合金。
[0078]
此外,本发明实施例还提出一种新型高性能钼合金,所述新型高性能钼合金基于上述的新型高性能钼合金的制备方法制造,所述新型高性能钼合金包含钛和/或锆,以及钼。
[0079]
进一步地,所述新型高性能钼合金的极限压缩强度、极限压缩应变与维氏硬度分别为978
±
20mpa、18.2
±
1.9%和361
±
2hv
0.05
。
[0080]
分别对传统钼合金和新型高性能钼合金进行力学性能测试,包括利用万能力学试验机,维氏硬度计,获得的合金压缩强度、断裂应变率、硬度,进而分析缺陷对断裂影响,裂纹源分布,断裂模式。
[0081]
经过测试,传统钼合金和新型钼合金的室温压缩应力
‑
应变曲线及其压缩试验后的变形形貌如图9所示(图9(a)为传统钼合金压缩试验后的变形形貌示意图,图9(b)为传统钼合金压缩试验后的变形形貌示意图),传统钼合金试样的抗压强度为509
±
11mpa,断裂应变为5.1
±
0.3%。与其相比,新型钼合金的极限抗压强度(978
±
20mpa)和断裂应变(18.2
±
1.9%)分别提高了约92.1%和约256.1%。图像显示滑移面与压缩力夹角为45
°
,表明传统钼合金和新型钼合金均在的滑移面极限临界分切应力作用下发生断裂。然而,由于裂纹的存在,使得传统钼合金在压缩力作用下裂纹的快速扩展,导致了小孔缺陷和晶粒间裂纹等缺陷的快速失效,而新型slm mo合金由于具有较高的相对密度有助于合金获得强度
‑
塑性平衡。
[0082]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排
他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
[0083]
上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
[0084]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在如上所述的一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本发明各个实施例所述的方法。
[0085]
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。