1.本发明涉及航空发动机叶片加工技术领域,具体涉及一种燕尾形榫头竖向加工工艺。
背景技术:
2.叶片是一种形状复杂,尺寸众多、公差要求严格的零件。燕尾形榫头为最常见的榫头结构,多用于航空发动机压气机叶片领域。一般的榫头加工方法是采用成型铣刀在卧式数控铣床上进行横向铣削加工,或者采用成型拉刀在拉床上进行拉削加工,上述两种加工方式都是依靠成型刀具的轮廓及角度来保证叶片榫头的轮廓及角度。面对榫头压力面角度公差特别小的叶片上述的加工方式无法满足其加工需求,具体存在如下问题:
3.(1)依靠成型铣刀保证榫头压力面角度的传统榫头加工方法,加工过程中,因切削面积大、振动大,榫头表面有振动波纹,榫头压力面有让刀现象,导致压力面角度减小;并且刀具在制造过程中有角度误差,结合加工过程中的磨损,无法保证角度公差及零件的表面质量;
4.(2)长期采用横向加工工艺,导致机床的主轴受力不均,影响机床使用寿命;
5.(3)传统的数控铣榫头加工顺序容易使零件加工过程中产生太多残留毛刺;
6.(4)拉削工艺相比传统铣削工艺,其加工质量有所保证,但是因拉床只能进行直纹加工,切工序繁多复杂,不能实现一次装夹完成多个工序的高效率集成加工,并且拉刀的设计制造困难,成本高、周期长。无法满足目前航空产业高速发展的燕尾形榫头生产需求。
7.因此,现有技术中存在叶片榫头加工时负面影响较多的问题。
技术实现要素:
8.本发明的目的在于提供一种燕尾形榫头竖向加工工艺,以解决现有叶片榫头加工时负面影响较多的问题。
9.本发明解决上述技术问题的技术方案如下:
10.一种燕尾形榫头竖向加工工艺,采用卧式加工中心,包括以下步骤:
11.s1:叶片毛坯采用竖向装夹方式,固定在工作台方箱侧面;
12.s2:确定榫头加工工艺顺序,依次包括:粗铣、半精铣、精铣;
13.s3:选取合理的加工刀具并确定相应的切削参数;
14.s4:对榫头压力面进行修正补充加工。
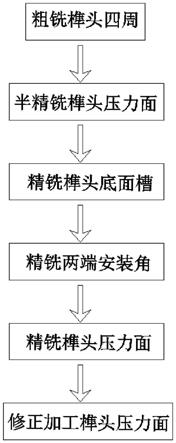
15.本发明通过对榫头加工工艺进行重新设计,使榫头进行竖向装夹,改变了常规的加工顺序,提高了榫头表面加工质量,减少了毛刺产生;并使卧式加工中心对其竖向加工,改变原机床主轴横向加工时长期受力不均的情况,从而有助于提高机床使用寿命。
16.进一步地,上述步骤s2中,具体顺序依次包括:粗铣榫头四周、半精铣榫头压力面、精铣榫头底面槽、精铣两端安装角、精铣榫头压力面。
17.本发明通过对榫头各位置进行粗铣、半精铣和精铣的工艺设计,确保了关键位置
的加工精度,并根据特定的加工顺序,使机床主轴受力更加均匀,从而减轻榫头加工过程对机床主轴的损伤。
18.进一步地,上述加工过程中各刀具的走刀方向为竖向加工。
19.本发明竖向走刀的加工过程有助于减缓机床主轴在横向加工过程中造成的损伤。
20.进一步地,上述粗铣榫头四周采用d66r6快速干铣绕行刀,转速为400
‑
600r/min,进给速度为200
‑
400mm/min;半精铣榫头压力面采用压力面成型铣刀,转速为400
‑
500r/min,进给速度为40
‑
80mm/min;精铣榫头底面采用d80的刀片面铣刀,转速为400
‑
600r/min,进给速度为60
‑
100mm/min;精铣榫头底面槽采用为d10r1的棒铣刀,转速为700
‑
900r/min,进给速度为40
‑
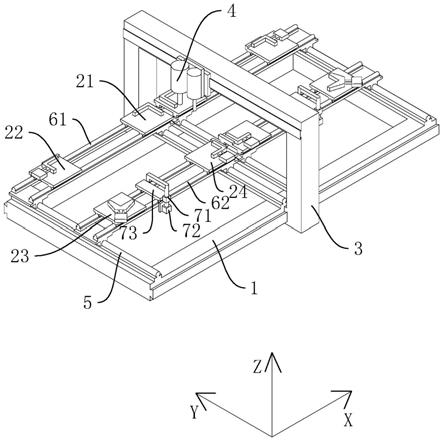
80mm/min;精铣两端安装角采用d20的棒铣刀,转速为900
‑
1100r/min,进给速度为40
‑
80mm/min;精铣榫头压力面采用压力面车型铣刀,转速为200
‑
400r/min,进给速度为60
‑
100mm/min。
21.本发明通过对每一步工艺的切削参数进行明确,在保证加工精度的前提下对机床的加工效率进行了保证,并且有助于对刀具的寿命进行合理规划。
22.进一步地,上述步骤s4中,采用b轴回转工作台的微量回转对榫头压力面进行修正。
23.本发明通过旋转b轴回转工作台从而对榫头压力面进行修正,打破了常规工艺中依靠成型铣刀保证榫头压力面角度公差的束缚性;并实现了榫头角度可调可控的加工工艺,从而保证燕尾形榫头的合格率。
24.进一步地,上述修正加工时采用d20的棒铣刀,转速为800
‑
1000r/min,进给速度为60
‑
100mm/min。
25.本发明对榫头压力面修正的加工参数进行明确,方便根据修正角度的不同在范围内对切削参数进行调整,既能保证加工精度又能确保加工效率。
26.本发明具有以下有益效果:
27.(1)本发明通过对榫头加工工艺进行重新设计,使榫头进行竖向装夹,改变了常规的加工顺序,提高了榫头表面加工质量,减少了毛刺产生;并使卧式加工中心对其竖向加工,改变原机床主轴横向加工时长期受力不均的情况,从而有助于提高机床使用寿命。
28.(2)本发明通过旋转b轴回转工作台从而对榫头压力面进行修正,打破了常规工艺中依靠成型铣刀保证榫头压力面角度公差的束缚性;并实现了榫头角度可调可控的加工工艺,从而保证燕尾形榫头的合格率。
附图说明
29.图1为本发明燕尾形榫头竖向加工工艺的流程示意图;
30.图2为燕尾形叶片的结构示意图;
31.图3为燕尾形叶片的侧视图;
32.图4为本发明准备修正加工榫头压力面的状态示意图;
33.图5为本发明修正加工榫头压力面的工作示意图。
34.图中:10
‑
榫头;11
‑
前缘安装角;12
‑
后缘安装角;13
‑
棱边倒角;14
‑
榫头底面;15
‑
榫头底面槽;16
‑
盆侧压力面;17
‑
背侧压力面;20
‑
叶身;30
‑
b轴回转工作台;40
‑
机床主轴;50
‑
d20的棒铣刀。
具体实施方式
35.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
36.实施例
37.参考图1,一种燕尾形榫头竖向加工工艺,采用带b轴回转工作台30的卧式加工中心,包括以下步骤:
38.s1:叶片毛坯采用竖向装夹方式,固定在工作台方箱侧面。现有技术中的叶片毛坯采用横向装夹固定在工作台上,因此机床也就会对其进行横向加工,长期使用后容易造成机床主轴40受力不均,导致机床的丝杠之间产生间隙,对机床的加工精度造成影响,降低机床的使用寿命。将叶片毛坯竖向设置,使得机床也会对其进行竖向加工,主要由机床主轴40伸缩带动刀具完成加工,从而避免机床主轴40发生受力不均的现象。
39.参照图2和图3,叶片包括:呈薄壁结构的叶身20以及连接在叶身20端部的榫头10,榫头10上包括:位于榫头10上远离叶身20的榫头底面14、开设在榫头底面14中间位置的榫头底面槽15、设置在榫头底面14边缘的棱边倒角13、与叶身20盆面相对应的盆侧压力面16、与叶身20背面相对应的背侧压力面17、设置在两个压力面之间的前缘安装角11以及后缘安装角12。
40.参照图1和图2,s2:确定榫头10加工工艺顺序,依次包括:粗铣、半精铣、精铣,根据加工位置的差异,具体顺序依次包括:粗铣榫头10四周、半精铣榫头10压力面(包括:盆侧压力面16和被侧压力面17)、精铣榫头底面槽15、精铣两端安装角(包括:前缘安装角11和后缘安装角12)以及精铣榫头10压力面。
41.s3:选取合理的加工刀具并确定相应的切削参数;上述粗铣榫头10四周采用d66r6快速干铣绕行刀,转速为400
‑
600r/min,进给速度为200
‑
400mm/min;半精铣榫头10压力面采用压力面成型铣刀,转速为400
‑
500r/min,进给速度为40
‑
80mm/min;精铣榫头底面14采用d80的刀片面铣刀,转速为400
‑
600r/min,进给速度为60
‑
100mm/min;精铣榫头底面槽15采用为d10r1的棒铣刀,转速为700
‑
900r/min,进给速度为40
‑
80mm/min;精铣两端安装角采用d20的棒铣刀50,转速为900
‑
1100r/min,进给速度为40
‑
80mm/min;精铣榫头10压力面采用压力面车型铣刀,转速为200
‑
400r/min,进给速度为60
‑
100mm/min。通过对每一步工艺的切削参数进行明确,在保证加工精度的前提下对机床的加工效率进行了保证,并且有助于对刀具的寿命进行合理规划。
42.参照图1、图4和图5,s4:对榫头10压力面进行修正补充加工,通过b轴回转工作台30的微量回转带动对叶片榫头10转动,从而沿机床主轴40的伸缩方向移动刀具对榫头10的压力面进行修正。本方法打破了常规工艺中依靠成型铣刀保证榫头10压力面角度公差的束缚性;并实现了榫头10角度可调可控的加工工艺,从而保证燕尾形榫头10的合格率。修正加工时采用d20的棒铣刀50,转速为800
‑
1000r/min,进给速度为60
‑
100mm/min。
43.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。