1.本发明涉及一种注射器的包装设备,具体涉及一种全伺服预充注射器包装线。
背景技术:
2.全伺服预充注射器包装工序的主要结构依次包括泡托成型机构、注射器下料入托机构、西林瓶整理入托机构、覆膜冲切工位以及装盒设备,其中泡托成型机构将pvc卷材通过热成型工位制成泡托,注射器下料入托机构将注射器整理后放入泡托的对应卡槽内,西林瓶整理入托机构将西林拼整理后逐个放入经过的泡托中相对应的卡槽内,随后通过覆膜冲切工位对泡托进行覆膜和冲切,使得泡托装载注射器和西林瓶的状态下独立分出来,这些独立的泡托并可以通过手工的方式逐一放置在输送带上进入装盒设备中进行装盒。
3.在上述结构中,由于采用手工方式进行转移独立的泡托进入,这样大大增加了工人的劳动强度,同时极易发生漏放的失误,导致空盒的现象,同时也极大影响生产的效率。
技术实现要素:
4.为解决上述问题,本发明的目的在于提供一种全自动的全伺服预充注射器包装线,从而大大降低工人的劳动强度,而且使生产效率提高。
5.为实现上述目的,本发明提供了如下技术方案:一种全伺服预充注射器包装线,包括机架,机架上依次设有泡托成型机构、注射器下料入托机构、西林瓶整理入托机构、覆膜冲切工位以及装盒机构,在所述覆膜冲切工位和所述装盒机构之间依次设有转移机械手和取托分开机构,所述覆膜冲切工位的底部位置设有输送皮带,所述覆膜冲切工位将冲切出来的独立泡托依次排列并通过输送皮带输出,在该输送皮带的输出方向间隔设有第一输送带,所述转移机械手设置在所述输送皮带和第一输送带之间,所述取托分开机构包括第二输送带和变距加跟踪转接装置,所述第一输送带上设有第一格仓,所述第一格仓的间隔与输送皮带上的泡托间隔相匹配,在所述第二输送带上设有第二格仓,所述第二格仓的之间间隔大于所述第一格仓之间间隔,变距加跟踪转接装置将第一输送带上的多个泡托转移并间隔分开后放入所述第二输送带上的第二格仓。
6.所述转移机械手包括底座,所述底座上设有转移电机,所述转移电机的输出轴上连接有第一摆臂,所述第一摆臂的端部连接有第二摆臂,所述第二摆臂的端部安装有依次排列的转移吸盘。
7.所述变距加跟踪转接装置包括导轨,在所述导轨上设有滑座,所述滑座的滑动由伺服电机驱动,在所述滑座上设有机械手,所述机械手的端部设有加料吸头组件,所述加料吸头组件上设有若干的吸头,吸头之间的间距可变距调整。
8.所述加料吸头组件还包括连接在机械手端部的安装板,所述安装板上设有导板,导板上设有若干个沿其滑动的吸头座,所述吸头安装在所述吸头座上,吸头通过吸头座与吸气泵连接,在所述安装板侧壁上设有变距气缸,所述变距气缸的活塞杆与位于导板上最外侧的吸头座连接,位于所述导板上最内侧的吸头座固定连接在导板上,所述吸头座之间
通过弹性件连接。
9.所述泡托成型机构包括依次布置的放料架、加热箱、成型压合模具,在所述泡托成型机构的输出端设有泡托传送带,所述注射器下料入托机构和所述西林瓶整理入托机构分别设置在所述泡托传送带的侧部,所述注射器下料入托机构包括注射器整理箱以及与注射器整理箱连接的下料器,所述西林瓶整理入托机构包括西林瓶整理箱,在西林瓶整理箱输出口和泡托传送带之间设有西林瓶转移机械手,所述西林瓶转移机械手的端部安装有依次排列的第一吸盘。
10.所述下料器包括倾斜设置的导料滑轨和转移盘,所述泡托传送带设有按一定间隔排列的定位槽,所述转移盘设置在所述导料滑轨和泡托传送带之间,在所述转移盘的外周壁上设有圆周均布的勾槽,在所述导料滑轨和所述泡托传送带之间架有弧形的护板,该护板靠近所述转移盘的外周壁,所述转移盘由电机驱动。
11.所述覆膜冲切工位包括供覆膜卷材放置的放料轴、热封工位以及冲切孔位,所述热封工位设有底托和由气缸驱动的热封板,所述冲切工位设有下定位板和由气缸驱动的切刀。
12.所述装盒机构包括成品传送带,在所述成品传送带的上方设有纸盒排列导轨,在所述纸盒排列导轨的输出端口设有开盒吸头,开盒吸头圆周分布在一转盘上,开盒吸头吸附住纸盒进过打开导板,使纸盒打开并转移至成品传送带上,还依次设有推料机械手和关盒器,推料机械手的端部设有推杆。
13.本发明的这种结构,通过覆膜冲切工位对泡托进行覆膜和冲切,使得泡托装载注射器和西林瓶的状态下独立分出来,由于独立的泡托冲切出来后有由于在输送皮带上摆放是纵向排列的,随后通过转移机械手将这些排列的独立泡托,放在第一输送带上的第一格仓中,再随后通过取托分开机构将格仓内的独立的泡托转移至间隔较大的第二输送带上的第二格仓中,最后进入装盒机构中完成盒装,这样大大提高了生产的效率,降低工人的劳动强度。
14.下面结合附图和具体实施方式对本发明作进一步描述。
附图说明
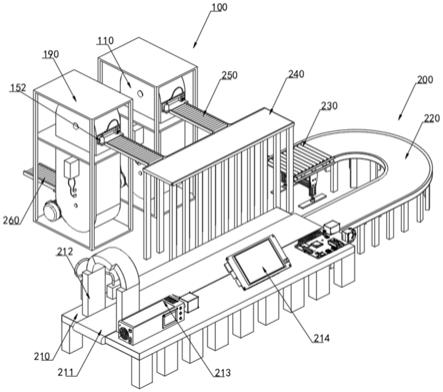
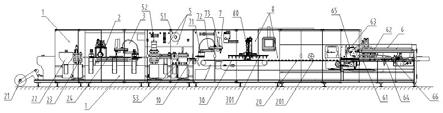
15.图1为本发明具体实施方式的正视图;图2为本发明具体实施方式的俯视图图;图3为本发明具体实施方式中变距加跟踪转接装置的立体图;图4为本发明具体实施方式中变距加跟踪转接装置的仰视图;图5为本发明具体实施方式中下料器的立体图。
具体实施方式
16.下面通过实施例对本发明进行具体的描述,只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限定。
17.如图1—图5所示,本实施例公开了一种全伺服预充注射器包装线,包括机架1,机架1上依次设有泡托成型机构2、注射器下料入托机构3、西林瓶整理入托机构4、覆膜冲切工位5以及装盒机构6,在覆膜冲切工位5和装盒机构6之间依次设有转移机械手7和取托分开
机构8,覆膜冲切工位5的底部位置设有输送皮带10,覆膜冲切工位5将冲切出来的独立泡托依次排列并通过输送皮带10输出,在该输送皮带10的输出方向间隔设有第一输送带30,转移机械手7设置在输送皮带10和第一输送带30之间,取托分开机构8包括第二输送带20和变距加跟踪转接装置80,第一输送带30上设有第一格仓301,第一格仓301的间隔与输送皮带10上的泡托间隔相匹配,在第二输送带20上设有第二格仓201,第二格仓201的之间间隔大于第一格仓301之间间隔,变距加跟踪转接装置80将第一输送带30上的多个泡托转移并间隔分开后放入第二输送带20上的第二格仓201。
18.转移机械手7包括底座71,底座71上设有转移电机,转移电机的输出轴上连接有第一摆臂72,第一摆臂72的端部连接有第二摆臂73,第二摆臂73的端部安装有依次排列的转移吸盘(图中未输出)。通过该结构使得输送皮带10上已经完成独立包装的泡托,这些泡托层纵向排列并通过转移吸盘一同转移至横向输送的第一输送带30上,使得转移可靠稳定。
19.变距加跟踪转接装置80包括导轨81,在导轨81上设有滑座82,滑座82的滑动由伺服电机驱动,在滑座82上设有机械手83,机械手83的端部设有加料吸头组件84,加料吸头组件84上设有若干的吸头,吸头之间的间距可变距调整,加料吸头组件84还包括连接在机械手83端部的安装板841,安装板841上设有导板842,导板842上设有若干个沿其滑动的吸头座843,吸头安装在吸头座843上,吸头通过吸头座843与吸气泵连接,在安装板841侧壁上设有变距气缸844,变距气缸844的活塞杆与位于导板842上最外侧的吸头座843连接,位于导板842上最内侧的吸头座843固定连接在导板842上,吸头座843之间通过弹性件连接(图中未示出),弹性件为弹簧或皮筋。通过这样的结构使得吸头组件将第一输送带30上的独立泡托转移至第二输送带20上并拉开独立泡托的间隔,并且滑座在伺服电机的驱动向下使得速度与第二输送带20保持一致下进行转移,这样可以不停机转运,方便泡托逐个进行包装。
20.泡托成型机构2包括依次布置的放料架21、加热箱22、成型压合模具23,pvc卷材放置在放料架21上,随后经过加热箱22预热软化,随后在成型压合模具23中成型成泡托,在泡托成型机构2的输出端设有泡托传送带24,泡托经过泡托传送带24进行传送,注射器下料入托机构3和西林瓶整理入托机构4分别设置在泡托传送带24的侧部,注射器下料入托机构3包括注射器整理箱31以及与注射器整理箱31连接的下料器32,这样使得注射器整理后通过下料器32直接落入泡托的对应卡槽内,西林瓶整理入托机构4包括西林瓶整理箱41,在西林瓶整理箱41输出口和泡托传送带24之间设有西林瓶转移机械手42,西林瓶转移机械手42的端部安装有依次排列的第一吸盘(图中未示出),西林瓶通过西林瓶整理箱41整理后可通过西林瓶转移机械手42放入泡托上对应的卡槽中,这样就完成注射器和西林瓶入托的操作。
21.下料器32包括倾斜设置的导料滑轨321和转移盘322,泡托传送带24设有按一定间隔排列的定位槽,定位槽上放置泡托,转移盘322设置在导料滑轨321和泡托传送带24之间,在转移盘322的外周壁上设有圆周均布的勾槽323,在导料滑轨321和泡托传送带24之间架有弧形的护板324,该护板324靠近转移盘322的外周壁,转移盘322由电机驱动。该下料器32可将注射器整理箱31输出的注射器通过导料滑轨321输出后之间通过转移盘322上的勾槽323带走,并通过护板324的防护准确的转移至泡托传送带24上的定位槽内的泡托中,传输效率高且结构稳定。
22.覆膜冲切工位5包括供覆膜卷材放置的放料轴51、热封工位52以及冲切孔位53,热封工位52设有底托和由气缸驱动的热封板,冲切工位设有下定位板和由气缸驱动的切刀。
通过这样的结构就可完成对泡托的覆膜和冲切。
23.装盒机构6包括成品传送带61,在成品传送带61的上方设有纸盒排列导轨62,在纸盒排列导轨62的输出端口设有开盒吸头63,开盒吸头63圆周分布在一转盘上,开盒吸头63吸附住纸盒进过打开导板65,使纸盒打开后一端关盒后并转移至成品传送带61上,还依次设有推料机械手64和关盒器66,推料机械手64的端部设有气缸,通过气缸的输出杆推料入盒,推料机械手沿导轨活动并通过伺服电机控制速度,使得推料机械手的输送速度与成品传送带61的输送速度保持一致,随后通过气缸推料入盒,关盒器66其结构包括左右伸缩的插舌以及可翻转的压舌,这样使得纸盒的端口折叠关盒,这样就可用于将泡托推入纸盒中,当然装盒机构6可为外购的装盒机。
24.采用上述技术方案,通过覆膜冲切工位5对泡托进行覆膜和冲切,使得泡托装载注射器和西林瓶的状态下独立分出来,由于独立的泡托冲切出来后有由于在输送皮带10上摆放是纵向排列的,随后通过转移机械手7将这些排列的独立泡托,放在第一输送带30上的第一格仓301中,再随后通过取托分开机构8将格仓内的独立的泡托转移至间隔较大的第二输送带20上的第二格仓201中,最后进入装盒机构6中完成盒装,这样大大提高了生产的效率,降低工人的劳动强度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。