1.本发明涉及了光学加热器件技术领域,具体的是一种新型除雾加热膜制备方法及除雾加热膜。
背景技术:
2.目前,加热膜的类型一般分为转印油墨型、碳纤维型、金属丝片型、高分子导电材料型。其中转印油墨型电热膜的发热材料一般为石墨、金属粉末、金属氧化物,其缺点是导热效率一般。碳纤维型电热膜的发热材料一般为碳纤维,其在350℃空气中开始氧化失重,导致电阻率变化,电热性能不稳定,甚至带来危险。金属基电热膜的发热材料为纯金属或金属合金材料,主要采用铜、镍、铜镍、铁铬铝,其容易产生高电磁辐射,且易老化、使用能耗高、发热面积小。高分子导电材料型电热膜的发热材料主要为导电高分子,其导热效率低。以上传统材料在制备高导热效率与高透明度的加热膜时综合性能不佳。
3.银纳米线不仅具有高度透明的独特光学特性,而且具有高电导率和热导率,也被用于透明加热膜的加工,但是由于银容易氧化变黑,而且在使用一定时间后会聚合断裂,无法保证形成的导电网络的稳定性,而且透明度低。因此,需要设计一种新的加热层来兼顾透明和使用寿命。
技术实现要素:
4.为了克服现有技术中的至少部分缺陷,本发明提供了一种新型除雾加热膜制备方法及除雾加热膜,以期可以通过新材料的利用提高加热层的综合加热性能。
5.本发明实施例提供了一种新型除雾加热膜的制备方法,包括以下步骤:
6.提供基材和基板;
7.利用钨钛合金靶材在基材上溅射形成透明的高温合金膜;
8.通过热压的方式将基材贴合到所述基板上;
9.在高温合金膜远离所述基材的表面上加工两个电极;
10.两个所述电极沿所述高温合金膜的中轴线为轴对称设置,两个所述电极分别与所述高温合金膜电连接。
11.进一步地,所述基材为透明光学基材。
12.进一步地,所述基材为pet薄膜、tac薄膜、丙烯酸薄膜中的一种或多种的组合。
13.进一步地,所述高温合金膜的厚度为0.05μm
‑
0.125μm。
14.进一步地,所述高温合金膜的厚度为0.108μm。
15.进一步地,在热压过程中,热压的环境温度为120℃
‑
150℃。
16.进一步地,在热压过程中,热压压力为8
‑
12mpa。
17.进一步地,在热压过程中,所述高温合金膜通过牵引辊进行牵引,使得高温合金膜移动至所述基板上方或下方进行热压。
18.进一步地,所述牵引辊的尺寸为6英寸,所述牵引辊的转动速度为0.8
‑
4r/min。
19.本发明还涉及一种除雾加热膜,由上述新型除雾加热膜的制备方法制备而成。
20.本发明的有益之处在于:由于钨具有高熔点、高强度和低的热膨胀系数等性能,钨钛合金具有低的电阻系数、良好的热稳定性能和抗氧化性能,从而使得加工形成的高温合金膜以及除雾加热膜,可长期在低于120℃条件下使用,所占空间小,质量轻,厚度极薄,一般低于0.2mm,同时耐弯折性能高;
21.能够克服现有技术中,普通导电材料耐老化差,高电阻,高功耗,热膨胀导致金属层龟裂问题。
22.为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
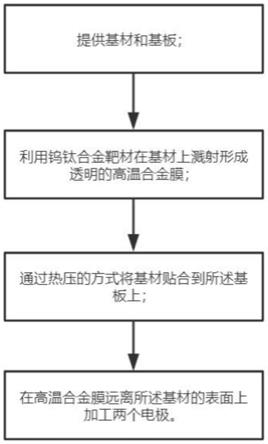
24.图1是本发明中新型除雾加热膜的制备方法的步骤示意图。
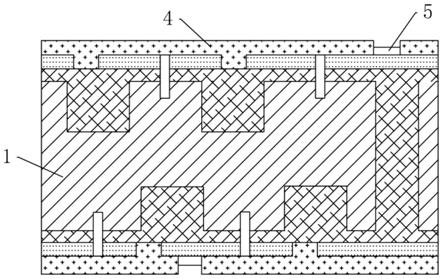
25.图2是本发明中除雾加热膜的结构示意图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.参照图1,本发明一较佳实施例中的一种新型除雾加热膜的制备方法,包括以下步骤:
28.提供基材和基板;
29.利用钨钛合金靶材在基材上溅射形成透明的高温合金膜;
30.通过热压的方式将基材贴合到所述基板上;
31.在高温合金膜远离所述基材的表面上加工两个电极;
32.两个所述电极沿所述高温合金膜的中轴线为轴对称设置,两个所述电极分别与所述高温合金膜电连接。
33.在上述实施例中,所述基材为透明光学基材。
34.在上述实施例中,所述基材为pet薄膜、tac薄膜、丙烯酸薄膜中的一种或多种的组合。
35.在上述实施例中,所述高温合金膜的厚度为0.05μm
‑
0.125μm。在实际实施过程中,为了保证高温合金膜的刚性和导电性能,高温合金膜的加工厚度为0.108μm。陈然,在其它实施例中,也可以将高温合金膜的厚度设置为0.05μm、0.08μm、0.1μm、0.12μm等。
36.在上述实施例中,在热压过程中,热压的环境温度为120℃
‑
150℃。在实际实施过程中,热压温度为130℃。具体温度根据高温合金膜的厚度进行调整,如果高温合金膜的厚
度较薄,则采用较低的热压温度,如120℃;如果高温合金膜的厚度较厚,则采用较高的热压温度,如150℃。
37.在上述实施例中,在热压过程中,热压压力为8
‑
12mpa。在实际实施过程中,热压压力为10mpa。具体温度根据高温合金膜的厚度进行调整,如果高温合金膜的厚度较薄,则采用较低的热压压力,如8mpa;如果高温合金膜的厚度较厚,则采用较高的热压压力,如12mpa。
38.在上述实施例中,在热压过程中,所述高温合金膜通过牵引辊进行牵引,使得高温合金膜移动至所述基板上方或下方进行热压。高压合金膜和基板采用卷对卷压合的方式相互连接,能够提高除雾加热膜的结构强度和加工效率。
39.在上述实施例中,所述牵引辊的尺寸为6英寸,所述牵引辊的转动速度为0.8
‑
4r/min。
40.参照图2,本发明还涉及一种除雾加热膜,由上述新型除雾加热膜的制备方法制备而成。制备而成的除雾加热膜依次包括高温合金膜、基材和基板。高温合金膜上加工有至少2个电极。
41.本发明的有益之处在于:由于钨具有高熔点、高强度和低的热膨胀系数等性能,钨钛合金具有低的电阻系数、良好的热稳定性能和抗氧化性能,从而使得加工形成的高温合金膜以及除雾加热膜,可长期在低于120℃条件下使用,所占空间小,质量轻,厚度极薄,一般低于0.2mm,同时耐弯折性能高。能够克服现有技术中,普通导电材料耐老化差,高电阻,高功耗,热膨胀导致金属层龟裂问题。
42.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。