1.本发明涉及电路板马达加工设备技术领域,尤其涉及一种电路板马达贴合生产线。
背景技术:
2.现有的马达与电路板之间的组装需要经过多个工序,例如:电路板的运输、翻转检测、电路板二维码扫描、电路板撕开膜片、电路板与马达之间的贴合、电路板不良品的排出、马达的上料、马达二维码扫描、电路板与马达之间的贴合、热压、haf处理、复检、马达不良品的排出以及成品下料等多个工序,由于工序众多,在实际的生产中对设备的整体体积都有要求,现有的生产设备都存在整体体积较大的缺陷,故无法满足现有的生产需求。
3.因此,亟需要一种电路板马达贴合生产线来解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种布局紧凑且自动化程度高的电路板马达贴合生产线。
5.为了实现上述目的,本发明公开了一种电路板马达贴合生产线,其包括机架、设于所述机架的电路板托盘运输装置、第一机械手、电路板上料装置、第一切换转盘、撕膜装置、不良品排出装置、马达托盘运输装置、第二机械手、预定位治具、第二切换转盘、第一扫码装置、贴装装置、热压装置、haf处理装置和复检装置,所述第一机械手设于所述电路板托盘运输装置与所述电路板上料装置之间,所述第一机械手用于将所述电路板托盘运输装置上的电路板运输至所述电路板上料装置,所述电路板上料装置用于将电路板上料至所述第一切换转盘的放置盘上,所述电路板上料装置、撕膜装置、贴装装置与不良品排出装置沿所述第一切换转盘的逆时针方向呈间隔开设置,借由所述第一切换转盘的转动将所述放置盘上的电路板由所述电路板上料装置依次转动至所述撕膜装置、贴装装置、贴装装置和不良品排出装置;所述预定位治具设于所述马达托盘运输装置与所述第二切换转盘之间,所述第二机械手设于所述马达托盘运输装置的一侧,所述第二机械手用于所述马达托盘运输装置、预定位治具和第二切换转盘的放置盘之间的马达搬运,所述预定位治具、第一扫码装置、贴装装置、热压装置、haf处理装置和复检装置沿所述第二切换转盘的逆时针方向呈间隔开设置,借由所述第二切换转盘的转动将所述放置盘上的马达在所述预定位治具、第一扫码装置、贴装装置、热压装置、haf处理装置和复检装置之间切换;所述贴装装置位于所述第一切换转盘与所述第二切换转盘之间并对接所述第一切换转盘与所述第二切换转盘,所述贴装装置用于将所述第一切换转盘的电路板与所述第二切换转盘的马达贴合并搬运至所述第二切换转盘的放置盘上。
6.较佳地,所述电路板上料装置包括安装于所述机架的承载中转台、翻转装置、搬运装置和第二扫码装置,所述承载中转台、翻转装置和搬运装置沿靠近所述第一切换转盘的方向依次设置,所述第一机械手用于将所述电路板托盘运输装置上的电路板搬运至所述承载中转台,所述翻转装置吸附所述承载中转台处电路板并翻转以使得所述电路板朝上,所
述搬运装置用于将朝上的电路板搬运至所述放置盘上,所述第二扫码装置设于所述翻转装置的一侧,所述第二扫码装置用于扫描电路板的二维码。
7.具体地,所述电路板上料装置还包括设于所述机架的第一位置检测装置,所述第一位置检测装置安装于所述翻转装置的一侧,所述第一位置检测装置用于检测电路板的位置以便于所述第一机械手人抓取。
8.较佳地,所述撕膜装置包括固定架、移动装置、转动装置和撕膜头,所述固定架安装于所述机架,所述移动装置安装于所述固定架,所述转动装置安装于所述移动装置的输出端,所述转动装置在所述移动装置的驱动下移动,以使得所述转动装置靠近或者远离所述第一切换转盘,所述撕膜头安装于所述转动装置,所述撕膜头在所述转动装置的驱动下转动,所述撕膜头具有夹紧电路板之膜片的夹头,借由所述转动装置的转动带动所述撕膜头转动膜片,借由所述移动装置的移动带动所述撕膜头撕扯转动后的膜片。
9.具体地,所述撕膜装置还包括吹气装置,所述吹气装置位于所述撕膜头的上方,借由所述吹气装置吹开所述撕膜头上的膜片。
10.具体地,所述撕膜装置还包括吹气升降装置,所述吹气升降装置安装于所述固定架,所述吹气装置安装于所述吹气升降装置的输出端,所述吹气装置在所述吹气升降装置的驱动下升降。
11.具体地,所述撕膜装置还包括用于回收膜片的膜片回收装置,所述膜片回收装置包括回收桶升降装置、回收桶和抽气装置,所述回收桶升降装置安装于所述固定架,所述回收桶安装于所述回收桶升降装置的输出端,所述回收桶在所述回收桶升降装置的驱动下升降,所述抽气装置与所述回收桶连通并使得所述回收桶处于负压状态。
12.具体地,所述预定位治具包括压紧组件、驱动机构和可旋转的架体装置,所述架体装置安装于所述机架,所述驱动机构安装于所述架体装置,所述压紧组件包括安装于架体装置的左固定块、上固定块、右移动块和下移动块,所述左固定块与所述右移动块相对设置,所述上固定块与所述下移动块相对设置,以使得所述左固定块、所述上固定块、所述右移动块和所述下移动块共同围成夹紧区,所述下移动块与右移动块之间设有连动结构,所述下移动块安装于所述驱动机构的输出端,所述下移动块在所述驱动机构的驱动下沿靠近或远离所述上固定块的方向移动,并连动所述右移动块沿靠近或远离所述左固定块的方向移动。
13.具体地,所述连动结构包括凸块和凸轮,所述右移动块位于所述下移动块的一侧,所述右移动块恒具有压向所述下移动块的趋势,所述凸块设置于所述下移动块,所述凸轮设于所述右移动块,所述凸块具有与所述凸轮抵接的斜面,借由所述斜面与所述凸轮的配合使得所述下移动块的移动连动所述右移动块的移动。
14.具体地,所述下移动块包括下块体、下弹性件和下抵压柱,所述下块体安装于所述驱动机构的输出端,所述下块体内开设有下移动腔,所述下抵压柱滑设于所述下移动腔,所述下弹性件呈弹性压缩地设于所述下移动腔与所述下抵压柱之间,所述下弹性件提供一使得所述下抵压柱恒具有压向所述上固定块之趋势的弹性力。
15.与现有技术相比,本发明的电路板马达贴合生产线通过将电路板托盘运输装置、第一机械手、电路板上料装置、第一切换转盘、撕膜装置、不良品排出装置、马达托盘运输装置、第二机械手、预定位治具、第二切换转盘、第一扫码装置、贴装装置、热压装置、haf处理
装置和复检装置等结合在一起,第一机械手设于电路板托盘运输装置与电路板上料装置之间,电路板托盘运输装置用于放置料盘以及将承载有电路板的料盘运输至靠近第一机械手的位置,从而便于第一机械手取出电路板,第一机械手用于将电路板托盘运输装置上的电路板运输至电路板上料装置,电路板上料装置用于将电路板上料至第一切换转盘的放置盘上,电路板上料装置、撕膜装置、贴装装置与不良品排出装置沿第一切换转盘的逆时针方向呈间隔开设置,借由第一切换转盘的转动将放置盘上的电路板由电路板上料装置依次转动至撕膜装置、贴装装置、贴装装置和不良品排出装置;预定位治具设于马达托盘运输装置与第二切换转盘之间,第二机械手设于马达托盘运输装置的一侧,第二机械手用于马达托盘运输装置、预定位治具和第二切换转盘的放置盘之间的马达搬运,预定位治具、第一扫码装置、贴装装置、热压装置、haf处理装置和复检装置沿第二切换转盘的逆时针方向呈间隔开设置,借由第二切换转盘的转动将放置盘上的马达在预定位治具、第一扫码装置、贴装装置、热压装置、haf处理装置和复检装置之间切换;贴装装置位于第一切换转盘与第二切换转盘之间并对接第一切换转盘与第二切换转盘,贴装装置用于将第一切换转盘的电路板与第二切换转盘的马达贴合并搬运至第二切换转盘的放置盘上,换句话说,第一切换转盘通过转动能够实现电路板的工位切换,第二切换转盘通过转动能够实现马达的工位切换,贴装装置能够对两侧的转盘实现对接,这样的布局不仅能够实现工件不回头,流水线的生产,而且转盘的设置能够使得多个设备之间能够更为紧凑,相比于直线型的流水线更加节约空间,具有布局紧凑且自动化程度高的优点。
附图说明
16.图1为本发明的电路板马达贴合生产线的立体结构示意图。
17.图2为本发明的电路板马达贴合生产线在俯视方向上的平面结构示意图。
18.图3为本发明的电路板马达贴合生产线的局部立体结构示意图。
19.图4为图3的电路板马达贴合生产线的另一角度的立体结构示意图
20.图5为图3的电路板马达贴合生产线的在俯视方向上的平面结构示意图
21.图6为图3中a处的局部放大图。
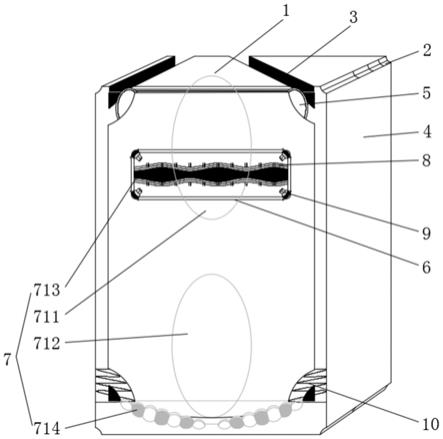
22.图7为本发明的电路板马达贴合生产线的局部立体结构示意图。
23.图8为图3的电路板马达贴合生产线的另一角度的立体结构示意图。
24.图9为本发明的电路板马达贴合生产线中的预定位治具的立体结构示意图。
25.图10为本发明的电路板马达贴合生产线中的预定位治具在正视方向上的平面示意图。
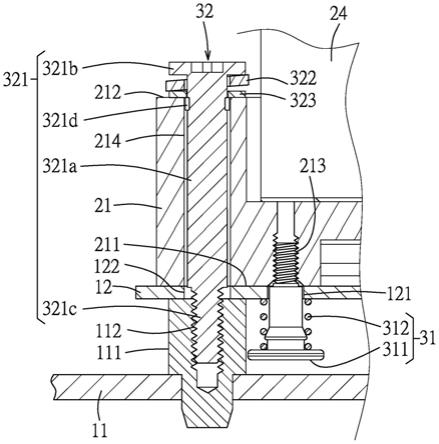
26.图11为图10中b处的局部放大图。
具体实施方式
27.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
28.请参阅图1至图3所示,本发明的电路板马达贴合生产线100包括机架1、电路板托盘运输装置2、第一机械手3、电路板上料装置4、第一切换转盘5、撕膜装置6、不良品排出装置16、马达托盘运输装置8、第二机械手7、预定位治具9、第二切换转盘10、第一扫码装置11、
贴装装置12、热压装置13、haf处理装置14和复检装置15,电路板托盘运输装置2、第一机械手3、电路板上料装置4、第一切换转盘5、撕膜装置6、不良品排出装置16、马达托盘运输装置8、第二机械手7、预定位治具9、第二切换转盘10、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15设于机架1,第一机械手3设于电路板托盘运输装置2与电路板上料装置4之间,电路板托盘运输装置2用于放置料盘以及将承载有电路板的料盘运输至靠近第一机械手3的位置,从而便于第一机械手3取出电路板,第一机械手3用于将电路板托盘运输装置2上的电路板运输至电路板上料装置4,电路板上料装置4用于将电路板上料至第一切换转盘5的放置盘51上,电路板上料装置4、撕膜装置6、贴装装置12与不良品排出装置16沿第一切换转盘5的逆时针方向呈间隔开设置,借由第一切换转盘5的转动将放置盘51上的电路板由电路板上料装置4依次转动至撕膜装置6、贴装装置12、贴装装置12和不良品排出装置16;请参阅图7至图8,预定位治具9设于马达托盘运输装置8与第二切换转盘10之间,第二机械手7设于马达托盘运输装置8的一侧,第二机械手7用于马达托盘运输装置8、预定位治具9和第二切换转盘10的放置盘101之间的马达搬运,预定位治具9、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15沿第二切换转盘10的逆时针方向呈间隔开设置,借由第二切换转盘10的转动将放置盘51上的马达在预定位治具9、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15之间切换;贴装装置12位于第一切换转盘5与第二切换转盘10之间并对接第一切换转盘5与第二切换转盘10,贴装装置12用于将第一切换转盘5的电路板与第二切换转盘10的马达贴合并搬运至第二切换转盘10的放置盘101上,换句话说,第一切换转盘5通过转动能够实现电路板的工位切换,第二切换转盘10通过转动能够实现马达的工位切换,贴装装置12能够对两侧的转盘实现对接,这样的布局不仅能够实现工件不回头,流水线的生产,而且转盘的设置能够使得多个设备之间能够更为紧凑,相比于直线型的流水线更加节约空间,具有布局紧凑且自动化程度高的优点。更为具体地,如下:
29.请参阅图3至图5所示,电路板上料装置4包括安装于机架1的承载中转台41、翻转装置42、搬运装置43、第二扫码装置44和第一位置检测装置45,承载中转台41、翻转装置42和搬运装置43沿靠近第一切换转盘5的周向方向依次设置,第一机械手3用于将电路板托盘运输装置2上的电路板搬运至承载中转台41,承载中转台41上设有用于用于放置电路板的卡位,第一位置检测装置45安装于翻转装置42的一侧,第一位置检测装置45用于检测电路板的位置,翻转装置42吸附承载中转台41处电路板并翻转以使得电路板朝上,不仅满足电路板加工的需求,而且便于第一位置检测装置45对其位置的检测,以便于搬运装置43对其进行位置校正,从而提高电路板的位置精确度以提高加工的精度,搬运装置43用于将朝上的电路板搬运至放置盘51上,第二扫码装置44设于翻转装置42的一侧,第二扫码装置44用于扫描电路板的二维码,从而对电路板的信息进行录入以及便于排出错误的电路板。
30.请参阅图6所示,撕膜装置6包括固定架61、移动装置62、转动装置63、撕膜头64、吹气升降装置66和吹气装置65,固定架61安装于机架1,移动装置62安装于固定架61,转动装置63安装于移动装置62的输出端,转动装置63在移动装置62的驱动下移动,以使得转动装置63靠近或者远离第一切换转盘5,撕膜头64安装于转动装置63,撕膜头64在转动装置63的驱动下转动,撕膜头64具有夹紧电路板之膜片的夹头,借由转动装置63的转动带动撕膜头64转动膜片,借由移动装置62的移动带动撕膜头64撕扯转动后的膜片,由于撕膜头64为转
动设置,夹头在夹紧膜片后通过旋转使得膜片与电路板部分分离,然后使得膜片相对电路板呈垂直地撕扯,这样能够更容易撕扯出膜片,吹气装置65位于撕膜头64的上方,借由吹气装置65吹开撕膜头64上的膜片,从而便于撕扯膜片。吹气升降装置66安装于固定架61,吹气装置65安装于吹气升降装置66的输出端,吹气装置65在吹气升降装置66的驱动下升降,使用的时候吹气装置65才通过吹气升降装置66靠近膜片,不需要时候的时候通过升降撤离,提高使用的便利性。
31.请参阅图6所示,撕膜装置6还包括用于回收膜片的膜片回收装置67,膜片回收装置67包括回收桶升降装置(图未示)、回收桶671和抽气装置(图未示),回收桶升降装置安装于固定架61,回收桶671安装于回收桶升降装置的输出端,回收桶671在回收桶升降装置的驱动下升降,从而靠近或者远离撕膜头64,抽气装置与回收桶671连通并使得回收桶671处于负压状态,利用负压吸取漂浮的膜片。回收桶671具有开口朝向撕膜头64的缺口6711,缺口6711的设置能够形成避让口,从而避免与撕膜头64产生碰撞。
32.请参阅图3至图4所示,电路板托盘运输装置2包括安装于机架1的第一料盘架21、第二料盘架22和底部搬运装置23,第一料盘上设有满载料盘放置区211和空载料盘放置区212,第二料盘架22上设有等待料盘放置区221和工作料盘放置区222,满载料盘放置区211、空载料盘放置区212、等待料盘放置区221和工作料盘放置区222沿靠近第一机械手3的方向依次设置,底部搬运装置23用于搬运料盘于满载料盘放置区211、空载料盘放置区212、等待料盘放置区221和工作料盘放置区222之间切换。电路板托盘运输装置2还包括第二位置检测装置24,第二位置检测装置24围绕第二料盘架22的四周设置,第二位置检测装置24用于第二料盘架22上料盘所装电路板的位置,从而便于第一机械手3的抓取。
33.请参阅图7至图8所示,马达托盘运输装置8包括安装于机架1的第一料盘架(图未示)、第二料盘架(图未示)和底部搬运装置(图未示),第一料盘上设有上料料盘放置区81和出料料盘放置区82,第二料盘架上设有工作料盘放置区和83不良品料盘放置区84,上料料盘放置区81、出料料盘放置区82、工作料盘放置区83和不良品料盘放置区84沿靠近第二机械手7的方向依次设置,底部搬运装置用于搬运料盘于料料盘放置区81、出料料盘放置区82、工作料盘放置区83和不良品料盘放置区84之间切换。
34.请参阅图9至图11所示,预定位治具9包括压紧组件91、驱动机构92和可旋转的架体装置93,架体装置93安装于机架1,驱动机构92安装于架体装置93,压紧组件91包括安装于架体装置93的左固定块911、上固定块912、右移动块913和下移动块914,左固定块911与右移动块913相对设置,上固定块912与下移动块914相对设置,以使得左固定块911、上固定块912、右移动块913和下移动块914共同围成夹紧区,下移动块914与右移动块913之间设有连动结构94,下移动块914安装于驱动机构92的输出端,下移动块914在驱动机构92的驱动下沿靠近或远离上固定块912的方向移动,并连动右移动块913沿靠近或远离左固定块911的方向移动。
35.请参阅图9至图11所示,压紧组件91包括安装于架体装置93的左固定块911、上固定块912、右移动块913和下移动块914,左固定块911与右移动块913相对设置,上固定块912与下移动块914相对设置,以使得左固定块911、上固定块912、右移动块913和下移动块914共同围成夹紧区,从而通过夹紧固定马达,下移动块914与右移动块913之间设有连动结构94,下移动块914安装于驱动机构92的输出端,下移动块914在驱动机构92的驱动下沿靠近
或远离上固定块912的方向移动,并连动右移动块913沿靠近或远离左固定块911的方向移动,即,下移动块914在驱动机构92的驱动下沿靠近上固定块912的方向移动,连动右移动块913沿靠近左固定块911的方向移动,或,下移动块914在驱动机构92的驱动下沿远离上固定块912的方向移动,连动右移动块913沿远离左固定块911的方向移动,由于设置了连动结构94,故下移动块914在驱动机构92之驱动下的移动能够连动右移动块913移动,即,驱动机构92一个驱动元件能够同时驱动下移动块914和右移动块913的移动,以实现夹紧区的打开,下移动块914的复位能够连动右移动块913的复位,以实现夹紧区的关闭,具有结构简单、布局紧凑和成本少的优点,另外,架体装置93的旋转能够使得外部第二机械手7能够更好地取放,提高灵活性。更为具体地,如下:
36.请参阅图9至图11所示,连动结构94包括凸块941和凸轮942,右移动块913位于下移动块914的一侧,右移动块913恒具有压向下移动块914的趋势,凸块941设置于下移动块914,凸轮942设于右移动块913,凸块941具有与凸轮942抵接的斜面9411,借由斜面9411与凸轮942的配合使得下移动块914的移动连动右移动块913的移动,从而实现连动。连动结构94还包括第一弹性件(图未示),第一弹性件提供一使得右移动块913恒具有压向下移动块914之趋势的弹性力,从而使得下移动块914与右移动块913均具有压向马达的趋势。
37.请参阅图9至图11所示,下移动块914包括下块体9141、下弹性件9142和下抵压柱9143,下块体9141安装于驱动机构92的输出端,下块体9141内开设有下移动腔91411,下抵压柱9143滑设于下移动腔91411,下弹性件9142呈弹性压缩地设于下移动腔91411与下抵压柱9143之间,下弹性件9142提供一使得下抵压柱9143恒具有压向上固定块912之趋势的弹性力,从而使得下抵压柱9143始终保持抵压于马达的状态。
38.请参阅图9至图11所示,右移动块913包括右块体9131、右弹性件9132和右抵压柱9133,右块体9131滑动的设于架体装置93,右块体9131恒具有压向下移动块914的趋势,右块体9131内开设有右移动腔91311,右抵压柱9133滑设于右移动腔91311,右弹性件9132呈弹性压缩地设于右移动腔91311与右抵压柱9133之间,右弹性件9132提供一使得右抵压柱9133恒具有压向左固定块911之趋势的弹性力,从而使得右抵压柱9133始终保持抵压于工件的状态
39.请参阅图9至图11所示,架体装置93包括治具架体931、旋转机构932和安装横板933,旋转机构932安装于治具架体931,安装横板933安装于旋转机构932的输出端,安装横板933在旋转机构932的驱动下转动,压紧组件91和驱动机构92均安装于安装横板933。
40.请参阅图9所示,压紧组件91沿安装横板933的长度方向呈间隔开设置。于本实施例中,压紧组件91设置有四个且所有压紧组件91沿安装横板933的长度方向呈间隔开设置。
41.请参阅图9至图11所示,所有压紧组件91的下移动块914均安装于同一驱动机构92的输出端,从而实现各压紧组件91的动作同步。旋转机构932包括旋转电机9321和轴承9322,安装横板933的一端通过旋转电机9321与治具架体931的一侧连接,安装横板933的另一端通过轴承9322与治具架体931的另一侧连接。
42.使用时,安装横板933在旋转机构932的驱动下转动,压紧组件91和驱动机构92均安装于安装横板933,从而带动压紧组件91与驱动机构92的转动,下移动块914在驱动机构92的驱动下沿远离上固定块912的方向移动,并连动右移动块913沿远离左固定块911的方向移动,放入马达,下移动块914在驱动机构92的驱动下沿靠近上固定块912的方向移动,并
连动右移动块913沿靠近左固定块911的方向移动,从而夹紧马达并定位,当第二机械手7需要取走马达时,再次打开压紧组件91并配合旋转机构932的旋转进行抓取。
43.请参阅图1至图11所示,对本发明的电路板马达贴合生产线100使用过程做一详细说明:
44.底部搬运装置23将位于满载料盘放置区211的料盘搬运至等待料盘放置区221,并将工作料盘放置区222空载的料盘搬运至空载料盘放置区212,与此同时,底部搬运装置23将等待料盘放置区221的料盘搬运至工作料盘放置区222,第一机械手3将工作料盘放置区222上的电路板搬运至电路板上料装置4的承载中转台41,第一位置检测装置45安装于翻转装置42的一侧,第一位置检测装置45用于检测电路板的位置,翻转装置42吸附承载中转台41处电路板并翻转以使得电路板朝上,不仅满足电路板加工的需求,而且便于第一位置检测装置45对其位置的检测,以便于搬运装置43对其进行位置校正,从而提高电路板的位置精确度以提高加工的精度,搬运装置43用于将朝上的电路板搬运至第一切换转盘5的放置盘51上,第二扫码装置44设于翻转装置42的一侧,第二扫码装置44用于扫描电路板的二维码,从而对电路板的信息进行录入以及便于排出错误的电路板,借由第一切换转盘5的转动将放置盘51上的电路板由电路板上料装置4依次转动至撕膜装置6、贴装装置12以及不良品排出装置16,从而依次完成电路板的撕膜、电路板与马达之间的贴装以及不良品的排出等多个工序,可以理解的是,电路板不合格时,电路板从不良品排出装置16排出,电路板合格时,电路板直接流入贴装装置12进行贴装。
45.与此同时,第二机械手7从上料料盘放置区取出马达并运输至预定位治具9,预定位治具9用于对马达进行初步定位和夹紧马达,第二机械手7从马达托盘运输装置8取出马达并放置于预定位治具9,定位完成后,第二机械手7将马达从预定位治具9搬运至放置盘51上,借由第二切换转盘10的转动将放置盘51上的马达在预定位治具9、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15之间切换,第一扫码装置11用于扫描马达的二维码信息,贴装装置12将第一切换转盘5的电路板与第二切换转盘10的马达贴装,热压装置13对贴装好的马达和电路板压合固定,haf处理装置14用于对贴装好的马达和电路板进行haf处理,复检装置15对成品进行检测,第二机械手7将成品选择性地搬运至工作料盘放置区222和不良品料盘放置区,当工作料盘放置区222满载时,底部搬运装置23将料盘搬运出料料盘放置区。
46.通过将电路板托盘运输装置2、第一机械手3、电路板上料装置4、第一切换转盘5、撕膜装置6、不良品排出装置16、马达托盘运输装置8、第二机械手7、预定位治具9、第二切换转盘10、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15等结合在一起,第一机械手3设于电路板托盘运输装置2与电路板上料装置4之间,电路板托盘运输装置2用于放置料盘以及将承载有电路板的料盘运输至靠近第一机械手3的位置,从而便于第一机械手3取出电路板,第一机械手3用于将电路板托盘运输装置2上的电路板运输至电路板上料装置4,电路板上料装置4用于将电路板上料至第一切换转盘5的放置盘51上,电路板上料装置4、撕膜装置6、贴装装置12与不良品排出装置16沿第一切换转盘5的逆时针方向呈间隔开设置,借由第一切换转盘5的转动将放置盘51上的电路板由电路板上料装置4依次转动至撕膜装置6、贴装装置12、贴装装置12和不良品排出装置16;预定位治具9设于马达托盘运输装置8与第二切换转盘10之间,第二机械手7设于马达托盘运输装置8的一侧,第二机械
手7用于马达托盘运输装置8、预定位治具9和第二切换转盘10的放置盘51之间的马达搬运,预定位治具9、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15沿第二切换转盘10的逆时针方向呈间隔开设置,借由第二切换转盘10的转动将放置盘51上的马达在预定位治具9、第一扫码装置11、贴装装置12、热压装置13、haf处理装置14和复检装置15之间切换;贴装装置12位于第一切换转盘5与第二切换转盘10之间并对接第一切换转盘5与第二切换转盘10,贴装装置12用于将第一切换转盘5的电路板与第二切换转盘10的马达贴合并搬运至第二切换转盘10的放置盘51上,换句话说,第一切换转盘5通过转动能够实现电路板的工位切换,第二切换转盘10通过转动能够实现马达的工位切换,贴装装置12能够对两侧的转盘实现对接,这样的布局不仅能够实现工件不回头,流水线的生产,而且转盘的设置能够使得多个设备之间能够更为紧凑,相比于直线型的流水线更加节约空间,具有布局紧凑且自动化程度高的优点。
47.以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。