1.本公开涉及配线部件。
背景技术:
2.专利文献1公开了一种线束,具备:功能性外装部件,呈片状地形成;及电线,配置为在沿着长度方向的至少一部分区域中与上述功能性外装部件重叠,上述电线的绝缘包覆层与上述功能性外装部件重叠的部分的至少一部分被熔接。
3.专利文献2公开了在用由多根连续的长丝构成的增强纤维组增强的纤维增强树脂制的层叠体及其制造方法中应用的热粘接用基材。
4.现有技术文献
5.专利文献1:日本特开2018-137208号公报
6.专利文献2:日本特开2007-092072号公报
技术实现要素:
7.发明所要解决的课题
8.但是,作为线状传输部件有时使用不同的包覆材料的线状传输部件。在该情况下,期望不同的包覆材料的线状传输部件良好地熔接于片部件。
9.因此,本公开的目的在于使不同的表面材料的线状传输部件良好地熔接于片部件。
10.用于解决课题的技术方案
11.本公开的配线部件具备:片部件,包含第一层和第二层;第一线状传输部件;及第二线状传输部件,上述第一层的构成材料与上述第二层的构成材料不同,上述第一线状传输部件的表面的材料与上述第二线状传输部件的表面的材料不同,上述第一线性传输部件熔接于上述第一层的构成材料,上述第二线状传输部件熔接于上述第二层的构成材料。
12.发明效果
13.根据本公开,不同表面材料的线性传输部件良好地熔接于片部件。
附图说明
14.图1是表示实施方式1所涉及的配线部件的概略剖视图。
15.图2是表示实施方式1的变形例所涉及的配线部件的概略剖视图。
16.图3是表示实施方式1的另一变形例所涉及的配线部件的概略剖视图。
17.图4是表示实施方式2所涉及的配线部件的概略剖视图。
18.图5是表示实施方式2的变形例所涉及的配线部件的概略剖视图。
19.图6是表示实施方式3所涉及的配线部件的概略剖视图。
具体实施方式
20.[本公开的实施方式的说明]
[0021]
首先列出本公开的实施方式来进行说明。
[0022]
本公开的配线部件如下所述。
[0023]
(1)一种配线部件,具备:片部件,包含第一层和第二层;第一线状传输部件;及第二线状传输部件,上述第一层的构成材料与上述第二层的构成材料不同,上述第一线状传输部件的表面的材料与上述第二线状传输部件的表面的材料不同,上述第一线性传输部件熔接于上述第一层的构成材料,上述第二线状传输部件熔接于上述第二层的构成材料。
[0024]
根据该配线部件,上述第一线状传输部件熔接于上述第一层的构成材料,上述第二线状传输部件熔接于上述第二层的构成材料。因此,第一线状传输部件能够熔接于能与该第一线状传输部件的表面的材料良好地熔接的第一层。第二线状传输部件能够熔接于能与该第二线状传输部件的表面的材料良好地熔接的第二层。
[0025]
(2)也可以是,上述第二线状传输部件从上述第一层侧埋入上述第一层并熔接于上述第二层。第二线状传输部件从第一层侧熔接于第二层。
[0026]
(3)也可以是,上述第一层的构成材料的熔点低于上述第二层的构成材料的熔点。由此,上述第二线状传输部件容易从上述第一层侧埋入上述第一层并熔接于上述第二层。
[0027]
(4)也可以是,上述第二线状传输部件比上述第一线状传输部件粗。由于第二线状传输部件比第一线状传输部件粗,所以第二线状传输部件容易熔接于第二层。另外,与线状传输部件的粗细关系相反的情况相比,能够减小配线部件的厚度。
[0028]
(5)也可以是,上述第一层是纤维层,上述第二线状传输部件熔接于上述第二层的构成材料中的渗入到上述纤维层的部分。第二线状传输部件在相对于纤维层位于与第二层相反的一侧的主面侧的状态下被熔接于上述第二层的构成材料。
[0029]
(6)也可以是,上述第一层的构成材料的熔点高于上述第二层的构成材料的熔点。在残留有纤维层的组织的状态下,第二层的构成材料容易渗入到纤维层。
[0030]
(7)也可以是,上述第一线状传输部件从与上述第二层相反的一侧熔接于上述第一层,上述第二线状传输部件从与上述第一层相反的一侧熔接于上述第二层。由此,不同的包覆材料的线状传输部件良好地熔接于片部件的正反面。
[0031]
[本公开的实施方式的详细内容]
[0032]
以下参照附图对本公开的配线部件的具体例进行说明。另外,本公开并不限于这些例示,而是由权利要求书示出,并旨在包含与权利要求书均等的含义和范围内的全部变更。
[0033]
[实施方式1]
[0034]
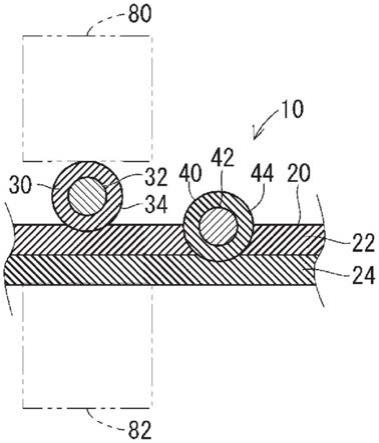
以下,对实施方式1所涉及的配线部件进行说明。图1是表示配线部件10的概略剖视图。在图1中,用双点划线图示了超声波熔接用的焊头80和砧座82。
[0035]
配线部件10具备:片部件20、第一线状传输部件30及第二线状传输部件40。
[0036]
片部件20形成为薄片状。片部件20的形状不作特别限定。例如,片部件20可以形成为带状,也可以是带状部分和方形部分组合而成的形状。第一线状传输部件30及第二线状传输部件40沿着预定的路径保持于该片部件20。
[0037]
片部件20包含第一层22和第二层24。第一层22和第二层24以相同的形状扩展。第
一层22与第二层24重合。也可以相对于第一层22而第二层24部分地重合。还可以相对于第二层24而第一层22部分地重合。第一层22的构成材料与第二层24的构成材料不同。
[0038]
包含第一层22和第二层24的片部件20的形成方法不作特别限定。例如,片部件20可以通过共挤出法来制造,在该共挤出法中,构成第一层22的部分和构成第二层24的部分从单独的挤出机挤出,并且上述各部分在模头之中被层叠。另外,例如,片部件20也可以通过层压法来形成,在该层压法中,将构成第一层22的部分和构成第二层24的部分暂时分别形成为片状部分,并在该形成后将各片状部分贴合。
[0039]
第一线状传输部件30及第二线状传输部件40是传输电或光等的线状的部件、即线状传输部件。例如,线状传输部件可以是具有芯线和芯线周围的包覆层的普通电线。例如,线状传输部件也可以是多个电线被编织物等屏蔽层及外包覆层包覆而成的屏蔽线。线状传输部件也可以是多个电线绞合而成的绞合线。线状传输部件也可以是光纤等。
[0040]
作为传输电的线状传输部件,可以是各种信号线、各种电力线。传输电的线状传输部件可以用作向空间传输信号或电力或者从空间接收信号或电力的天线、线圈等。另外,线状传输部件可以是单个线状物,也可以是多个线状物的复合物(绞合线、使多个线状物集合并用护套将其覆盖的电缆等)。
[0041]
在此,以第一线状传输部件30是包含芯线32和覆盖芯线32周围的包覆层34的第一电线30为例进行说明。另外,以第二线状传输部件40是包含芯线42和覆盖芯线42周围的包覆层44的第二电线40为例进行说明。
[0042]
第一电线30的表面的材料与第二电线40的表面的材料不同。在第一电线30的表面露出有包覆层34。因此,第一电线30的表面的材料是形成包覆层34的材料。在第二电线40的表面露出有包覆层44。因此,第二电线40的表面的材料是形成包覆层44的材料。在包覆层34、44具有多层构造的情况下,构成其最外周部分的材料是第一电线30的表面的材料或第二电线40的表面的材料。
[0043]
第一电线30的表面的材料是相对于第一层22比相对于第二层24能够更良好地进行熔接的材料。在此,第一电线30的表面的材料相对于第一层22比相对于第二层24能够更良好地进行熔接,可以如以下这样理解。即,其意思可以理解为,在以相同条件将第一电线30熔接于第一层22或第二层24的情况下,第一电线30与第一层22之间的固着力大于第一电线30与第二层24之间的固着力。
[0044]
第二电线40的表面的材料是相对于第二层24比相对于第一层22能够更良好地进行熔接的材料。在此,第二电线40的表面的材料相对于第二层24比相对于第一层22能够更良好地进行熔接,可以理解如下这样理解。即,其意思可以理解为,在以相同条件将第二电线40熔接于第一层22或第二层24的情况下,第二电线40与第二层24之间的固着力大于第二电线40与第一层22之间的固着力。
[0045]
例如,如果第一电线30的表面的材料与第一层22是相同的树脂,则第一电线30良好地熔接于第一层22。另外,例如,如果第二电线40的表面的材料与第二层24是相同的树脂,则第二电线40良好地熔接于第二层24。另外,即使聚合度、添加剂的量等不同,也是相同的树脂。
[0046]
例如,作为第一电线30的表面的材料及第二电线40的表面的材料,可以使用pvc(聚氯乙烯)、烯烃类树脂(pp(聚丙烯)、pe(聚乙烯))。在该情况下,第一电线30和第一层22
可以是pvc、pp和pe中的一种,第二电线40和第二层24可以是pvc、pp和pe中的另一种。
[0047]
在本实施方式中,第一电线30及第二电线40从第一层22侧固定于片部件20。第一电线30及第二电线40的配置路径是任意的。第一电线30及第二电线40可以沿着直线状的路径配置,也可以沿着弯曲的路径配置,还可以沿着直线状的路径与弯曲的路径复合而成的路径配置。第一电线30和第二电线40也可以沿着不同的路径配置。
[0048]
第一电线30熔接于第一层22的构成材料。在此,第一电线30以从与第二层24相反的一侧与第一层22接触的状态熔接于该第一层22。在第一电线30与第一层22的熔接部分,可以仅使包覆层34和第一层22中的一方熔化,也可以使两方熔化。在包覆层34和第一层22这两方熔化的情况下,也可以某一方大量地熔化。
[0049]
第二电线40熔接于第二层24的构成材料。在此,第一电线30以从第一层22侧与第二层24接触的状态熔接于该第二层24。更具体而言,第二电线40从第一层22侧埋入该第一层22并熔接于第二层24。在第二电线40与第二层24的熔接部分,可以仅使包覆层44和第二层24中的一方熔化,也可以使两方熔化。在包覆层44和第二层24这两方熔化的情况下,也可以某一方大量地熔化。
[0050]
第二电线40埋入第一层22而到达第二层24的结构例如通过在第二电线40向第二层24熔接时,第一层22同时熔化来实现。
[0051]
也就是说,在第一电线30向第一层22熔接时,第一电线30不贯通第一层22。在第二电线40向第二层24熔接时,第二电线40贯通第一层22。为了容易地实现这种贯通关系,优选为,第一层22的构成材料的熔点低于第二层24的构成材料的熔点。例如,pvc的熔点为85~210℃的范围,pp的熔点为160~170℃,pe中的高密度pe的熔点为120~140℃。因此,例如可以使用pvc作为第一电线30的包覆层34及第一层22的材料,使用pp或高密度pe作为第二电线40的包覆层44及第二层24的材料,而将前者的材料的熔点设定得比后者的材料的熔点低。
[0052]
第一电线30及第二电线40相对于片部件20的熔接能够通过对接合部位进行加热的加热熔接来进行。作为加热熔接,可以采用例如超声波熔接、加热加压熔接、热风熔接、高频熔接等。
[0053]
在图1中,图示了以夹着片部件20及第一电线30的方式配置有超声波熔接用的焊头80及砧座82的状态。焊头80是对片部件20与第一电线30的接触部分赋予超声波振动的部件。砧座82是相对于焊头80从相反侧支撑加工对象的部件。
[0054]
在进行超声波熔接时,在焊头80与砧座82之间夹入片部件20及第一电线30。在此,焊头80配置于第一电线30侧,砧座82配置于片部件20侧。在该状态下,由焊头80对片部件20与第一电线30的接触部分赋予超声波振动。由此,在片部件20与第一电线30的接触部分产生由超声波振动所引起的摩擦热。通过该摩擦热,片部件20的第一层22和第一电线30的包覆层34中的至少一方熔融,从而两者被熔接。
[0055]
另外,在对片部件20与第二电线40进行熔接的情况下,通过摩擦热使第一层22熔化。此时,如上所述,如果第一层22的材料的熔点低于第二电线40的表面的材料的熔点,则能够尽量不熔化第二电线40而主要熔化第二层24。通过第一层22熔化,第二电线40埋入第一层22。当第二电线40贯通了第一层22时,第二电线40成为与第二层24接触的状态。在该状态下,通过进一步赋予超声波振动,第二电线40与第二层24被熔接。
[0056]
在对片部件20与第二电线40进行熔接的情况下赋予的(超声波能量)热能可以大于在对片部件20与第一电线30进行熔接的情况下赋予的(超声波能量)热能。由此,能够在第一层22与第二电线40的接触部分有效地熔化第一层22。另外,能够将熔点比较高的第二层24与第二电线40的表面的材料有效地熔化而进行熔接。
[0057]
另外,第一电线30及第二电线40的熔接部位在各自的延伸方向上可以是连续的,也可以是断续的。
[0058]
根据该配线部件10,第一电线30熔接于第一层22的构成材料。第二电线40熔接于第二层24的构成材料。因此,第一电线30及第二电线40相对于片部件20熔接于不同的构成材料部分。也就是说,第一电线30能够熔接于能与该第一电线30的表面的材料良好地熔接的第一层22的构成材料。另外,第二电线40能够熔接于能与该第二电线40的表面材料良好地熔接的第二层24的构成材料。由此,不同的表面材料的电线30、40良好地熔接于片部件20。
[0059]
另外,第二电线40从第一层22侧埋入第一层22而熔接于第二层24。因此,即使第二层24被其他层覆盖,第二电线40也熔接于该第二层24。其结果是,例如,第一电线30及第二电线40能够相对于片部件20固定于相同的主面侧。
[0060]
另外,第一层22的构成材料的熔点低于第二层24的构成材料的熔点。因此,在第二电线40向第二层24熔接时,第一层22能够容易地熔化。由此,第二电线40容易地从第一层22侧埋入第一层22而熔接于第二层24。
[0061]
在上述实施方式1所涉及的图1中,第一电线30和第二电线40被描绘为相同的粗细。第一电线30和第二电线40也可以是不同的粗细。在该情况下,如图2所示的变形例所涉及的配线部件110那样,与第二电线40对应的第二电线140可以比与第一电线30对应的第一电线130粗。在该情况下,比较细的第一电线130被熔接于第一层22。比较粗的第二电线140埋入第一层22而熔接于第二层24。
[0062]
因此,比较粗的第二电线140容易贯通第一层22而熔接于第二层24。
[0063]
另外,比较粗的第二电线140从片部件20突出的尺寸变小。由此,能够减小在配线部件110中熔接有第二电线140的部分的厚度。比较细的第一电线130熔接于第一层22,比较粗的第二电线140埋入第一层22而熔接于第二层24,由此,能够减小配线部件110的整体厚度。
[0064]
在上述实施方式1中,说明了片部件20为第一层22和第二层24的双层构造的情况。如图3所示的变形例所涉及的配线部件210那样,与片部件20对应的片部件220也可以具有三层以上的构造。
[0065]
在此,片部件220具备:第一层222、第二层224及第三层226。另外,配线部件210具备:第一电线230、第二电线240及第三电线250。
[0066]
第一层222的构成材料、第二层224的构成材料和第三层226的构成材料分别不同。第一电线230的表面的材料、第二电线240的表面的材料和第三电线250的表面的材料分别不同。
[0067]
第一电线230的表面的材料是相对于第一层222比相对于第二层224及第三层226能够更良好地进行熔接的材料。第二电线240的表面的材料是相对于第二层224比相对于第一层222及第三层226能够更良好地进行熔接的材料。第三电线250的表面的材料是相对于
第三层226比相对于第一层222及第二层224能够更良好地进行熔接的材料。
[0068]
例如,第一电线230的表面的材料与第一层222是相同的树脂。另外,例如,第二电线240的表面的材料与第二层224是相同的树脂。另外,例如,第三电线250的表面的材料与第三层226是相同的树脂。
[0069]
例如,第一电线230及第一层222可以是pvc、pp和pe中的一种,第二电线240及第二层224可以是pvc、pp和pe中的另一种,第三电线250及第三层226可以是pvc、pp和pe中的又一种。
[0070]
在本实施方式中,第一电线230、第二电线240及第三电线250也相对于片部件220从第一层222侧固定。
[0071]
第一电线230熔接于第一层222的构成材料。在此,第一电线230以从与第二层224相反的一侧与第一层222接触的状态熔接于该第一层222。
[0072]
第二电线240熔接于第二层224的构成材料。在此,第一电线230以从第一层222侧与第二层224接触的状态熔接于该第二层224。更具体而言,第二电线240从第一层222侧埋入该第一层222并熔接于第二层224。
[0073]
第三电线250熔接于第三层226的构成材料。在此,第三电线250以从第一层222及第二层224侧与第三层226接触的状态熔接于该第三层226。更具体而言,第三电线250从第一层222及第二层224侧埋入第一层222及第二层224并熔接于第三层226。
[0074]
第三电线250埋入第一层222及第二层224而到达第三层226的结构与上述相同地,通过在第三电线250向第三层226熔接时,第一层222及第二层224同时熔化来实现。
[0075]
为了容易地实现上述结构,优选为,第一层222的熔点、第二层224的熔点、第三层226的熔点依次变高。例如,pvc的熔点为85~210℃的范围,pp的熔点为160~170℃,pe中的高密度pe的熔点为120~140℃。因此,例如可以使用pvc作为第一电线230的包覆层34及第一层222的材料。可以使用高密度pe作为第二电线240的包覆层44及第二层224的材料。可以使用pp作为第三电线250的包覆层254及第三层226的材料。其结果是,可以将熔点设定为按照上述顺序变高。
[0076]
本变形例可以理解为对上述实施方式附加了第三层226及第三电线250的例子。
[0077]
相同地,当向片部件固定的电线的包覆材料的种类增加时,根据该包覆材料的种类数量来增加片部件的层数即可。由此,即使向片部件固定的电线的包覆材料的种类增加,各包覆材料的电线也良好地熔接于片部件。
[0078]
[实施方式2]
[0079]
对实施方式2所涉及的配线部件进行说明。另外,在本实施方式的说明中,对与在实施方式1中所说明的构成要素相同的构成要素标注相同的附图标记并省略其说明。
[0080]
图4是表示实施方式2所涉及的配线部件310的概略剖视图。该配线部件310具备:片部件320、第一电线30及第二电线40。片部件320包含第一层322和第二层24。
[0081]
本实施方式2与实施方式1的不同点在于,第一层322是纤维层322。纤维层322是由多个纤维构成的层。纤维层322可以是非织造层。非织造层是多个纤维非织造地相互缠绕而形成为层状的部分。纤维层322也可以是将纱线纵横组合而成的织布状的层、编织纱线而成的织物状的层。
[0082]
当利用热量、溶剂等将该纤维层322与第二层24熔化来进行接合时,第二层24的构
成树脂中的熔化的部分进入到纤维层322的间隙内。由此,纤维层322和第二层24容易牢固地接合。
[0083]
第一电线30及第二电线40从纤维层322侧固定于片部件320。第一电线30的表面的材料是相对于纤维层322比相对于第二层24能够更良好地进行熔接的材料。第二电线40的表面的材料是相对于第二层24的构成材料比相对于纤维层322能够更良好地进行熔接的材料。例如,第一电线30的表面的材料与纤维层322是相同的树脂。另外,例如,第二电线40的表面的材料与第二层24是相同的树脂。例如,第一电线30及纤维层322是pvc、pp、pe中的一种,第二电线40及第二层24是pvc、pp、pe中的另一种。
[0084]
第一电线30熔接于纤维层322的构成材料。在此,第一电线30以从与第二层24相反的一侧与纤维层322接触的状态熔接于该纤维层322。在第一电线30与纤维层322的熔接部分,可以仅使包覆层34和纤维层322中的一方熔化,也可以使两方熔化。在包覆层34及纤维层322这两方熔化的情况下,也可以某一方大量地熔化。
[0085]
第二电线40熔接于第二层24的构成材料。在此,第二电线40处于从与第二层24相反的一侧与纤维层322接触的状态。也就是说,第二电线40不处于贯通纤维层322而与第二层24接触的状态。第二电线40也可以埋入于纤维层322。
[0086]
第二层24的构成材料渗入纤维层322(参照图4中的箭头符号p)。第二电线40熔接于第二层24的构成材料中的渗入到纤维层322的部分。第二电线40也可以熔接于第二层24的构成材料中的渗出到纤维层322的表面(与第二层24相反的一侧的表面)的部分。第二电线40还可以以厚度方向中间程度埋入纤维层322内,并熔接于第二层24的构成材料中的渗入到纤维层322的厚度方向中间部的部分。
[0087]
第二层24的构成材料渗入纤维层322的结构可以在纤维层322与第二层24接合时形成。第二层24的构成材料渗入纤维层322的结构也可以在第二电线40向片部件320熔接时形成。
[0088]
第一电线30及第二电线40相对于片部件320的熔接与实施方式1相同地,能够通过超声波熔接、加热加压熔接、热风熔接、高频熔接等加热熔接来进行。
[0089]
根据本实施方式,除了第二电线40埋入第一层22而与第二层24直接接合这一点以外,能够得到与实施方式1相同的作用效果。
[0090]
另外,第二层24的构成材料中的渗出到纤维层322的部分在纤维层322中与第二电线40接合。因此,第二电线40在相对于纤维层322位于与第二层24相反的一侧的主面侧的状态下被熔接于第二层24的构成材料。其结果是,第一电线30及第二电线40在相同程度的高度位置处固定于片部件320。
[0091]
优选为,纤维层322的构成材料的熔点高于第二层24的熔点。例如,pvc的熔点为85~210℃的范围,pp的熔点为160~170℃,pe中的高密度pe的熔点为120~140℃。因此,例如可以使用pp作为第一电线30的包覆层34及纤维层322的材料,使用pvc或高密度pe作为第二电线40的包覆层44及第二层24的材料,并将前者的材料的熔点设定得比后者的材料的熔点高。
[0092]
由此,在残留有纤维层322的组织的状态下,第二层24的构成材料容易渗入纤维层322。在该情况下,由于纤维层322残留有一定程度的组织,因此能够维持隔音性等纤维层322本来的功能。
[0093]
图5是表示实施方式2的变形例所涉及的配线部件410的概略剖视图。在本配线部件410中,对实施方式2中的片部件320追加了追加层426。另外,追加了追加电线450。
[0094]
追加层426在与第二层24相反的一侧重合于纤维层322。追加层426和纤维层322可以通过与纤维层322和第二层24的接合结构相同的结构来接合。
[0095]
追加电线450的表面的材料是适于与追加层426进行熔接的材料。也就是说,追加层426的表面的材料是相对于追加层426比相对于纤维层322及第二层24能够更良好地熔接的材料。例如,追加电线450的表面的材料与追加层426的构成材料相同。
[0096]
在此,追加电线450比第一电线30及第二电线40细。追加电线450也可以为与第一电线30及第二电线40相同的粗细。追加电线450还可以比第一电线30及第二电线40粗。
[0097]
追加电线450从与纤维层322及第二层24相反的一侧熔接于追加层426。第一电线30在埋入于追加层426的状态下贯通该追加层426并熔接于纤维层322。第二电线40在埋入于追加层426的状态下贯通该追加层426而与纤维层322接触。第二电线40熔接于第二电线40的构成材料中的渗入到纤维层322的部分。
[0098]
优选为,纤维层322的构成材料的熔点高于追加层426的熔点。例如,可以使用pp作为第一电线30的包覆层34及纤维层322的材料,使用pvc或高密度pe作为追加电线450的包覆层44及追加层426的材料,并将前者的材料的熔点设定得比后者的材料的熔点高。追加电线450的包覆层44及追加层426的材料与第二电线40及第二层24的材料也可以相同。
[0099]
为了使追加层426最容易熔化,追加层426及追加电线450的熔点可以被设定得比第二层24及第二电线40的熔点低。例如,可以使用pvc作为追加层426及追加电线450的材料,使用高密度pe作为第二电线40的包覆层44及第二层24的材料,并将前者的材料的熔点设定得比后者的材料的熔点低。
[0100]
在本变形例中,可以理解为,追加层426及追加电线450是实施方式1中的第一层22及第一电线30,第一层22及第一电线30是实施方式1中的第二层24及第二电线40。即,可以理解为,是在实施方式2中组合了实施方式1的例子。
[0101]
[实施方式3]
[0102]
对实施方式3所涉及的配线部件进行说明。另外,在本实施方式的说明中,对与在实施方式1中所说明的构成要素相同的构成要素标注相同的附图标记并省略其说明。
[0103]
图6是表示实施方式3所涉及的配线部件510的概略剖视图。该配线部件510具备:片部件520、第一电线30及第二电线40。片部件520包含第一层22和第二层24。
[0104]
本实施方式3所涉及的配线部件510与实施方式1所涉及的配线部件10的不同点在于,第一电线30从与第二层24相反的一侧熔接于第一层22,第二电线40从与第一层22相反的一侧熔接于第二层24。
[0105]
第一层22及第一电线30的表面的构成材料、第二层24及第二层24的表面的构成材料的例子与实施方式1相同。两者的材料的熔点可以是某一个较高。
[0106]
根据本配线部件510,第一电线30能够熔接于能与该第一电线30的表面的材料良好地熔接的第一层22的构成材料。另外,第二电线40能够熔接于能与该第二电线40的表面材料良好地熔接的第二层24的构成材料。由此,不同的表面材料的电线30、40相对于片部件520良好地熔接。
[0107]
另外,不同的包覆材料的第一电线30、第二电线40良好地熔接于片部件520的正反
面。
[0108]
[变形例]
[0109]
另外,上述实施方式及各变形例中所说明的各结构只要不相互矛盾就可以适当组合。例如,在实施方式1或实施方式2中,也可以与实施方式3相同地,其他电线从与第一层相反的一侧熔接于第二层。
[0110]
附图标记说明
[0111]
10 配线部件
[0112]
20 片部件
[0113]
22 第一层
[0114]
24 第二层
[0115]
30 第一电线(第一线状传输部件)
[0116]
32 芯线
[0117]
34 包覆层
[0118]
40 第二电线(第二线状传输部件)
[0119]
42 芯线
[0120]
44 包覆层
[0121]
80 焊头
[0122]
82 砧座
[0123]
110 配线部件
[0124]
130 第一电线
[0125]
140 第二电线
[0126]
210 配线部件
[0127]
220 片部件
[0128]
222 第一层
[0129]
224 第二层
[0130]
226 第三层
[0131]
230 第一电线
[0132]
240 第二电线
[0133]
250 第三电线
[0134]
254 包覆层
[0135]
310 配线部件
[0136]
320 片部件
[0137]
322 纤维层(第一层)
[0138]
410 配线部件
[0139]
426 追加层
[0140]
450 追加电线
[0141]
510 配线部件
[0142]
520 片部件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。