技术特征:
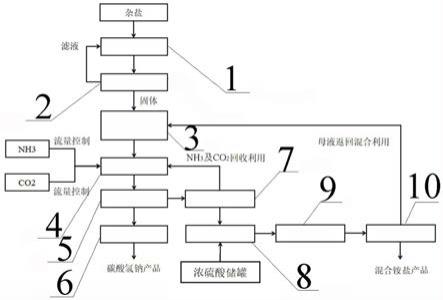
1.一种煤化工杂盐处置及资源化利用的系统,其特征在于:包括杂盐预处理单元,复分解反应单元、碳酸氢钠分离单元、nh3及co2回收单元和铵盐分离单元;杂盐预处理单元:包括洗涤反应器(1)、离心分离机(2)和饱和浓盐水制备单元(3),所述洗涤反应器(1)将杂盐与水混合后的杂盐溶液在一定温度下进行洗涤预处理,洗涤后的杂盐废水通过离心分离机(2)进行固液分离,滤液返回至洗涤反应器(1)进行回收利用,过滤出的以氯化钠与硫酸钠为主的杂盐固体输送至饱和浓盐水制备单元(3)进行饱和浓盐水配制,配制后的饱和浓盐水输送至复分解反应单元;复分解反应单元:包括复分解反应釜(4),所述饱和浓盐水输送至复分解反应釜(4),与nh3和co2在复分解反应釜(4)反应得到可析出碳酸氢钠晶体的母液,反应温度为35
‑
40℃,反应时长为2
‑
5h,所述母液进入碳酸氢钠分离单元;碳酸氢钠分离单元:包括过滤装置(5)和闪蒸干燥设备(6),所述母液经由过滤装置(5)分离,分离的固体通过闪蒸干燥设备(6)得到碳酸氢钠产品,分离的液体进入nh3及co2回收单元;nh3及co2回收单元:包括预热蒸发装置(7),所述分离的液体中的碳酸氢铵经预热蒸发装置(7)分解成nh3和co2,nh3和co2返回复分解反应单元进行回收利用;铵盐分离单元:包括蒸发浓缩设备(8)、冷却结晶设备(9)和固液分离设备(10);所述分离的液体分解成nh3和co2后,经蒸发浓缩设备(8)进一步蒸发浓缩并通过浓硫酸调节ph值及硫氯比,输送至冷却结晶设备(9)和固液分离设备(10)结晶析出混合铵盐产品,滤液返回饱和浓盐水制备单元(3)进行再利用。2.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述杂盐溶液的na离子与进入复分解反应釜(4)中的nh3和co2摩尔比均为1 : (1
‑
1.6)。3.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述一定温度为25~50℃,洗涤预处理时间为1.5~2.5h。4.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述饱和浓盐水制备单元(3)包括固液混合器和过滤装置,固液混合器内温度为35~40℃,进入固液混合器的所述杂盐固体与水的质量:体积比=4/10~8/10,杂盐固体与水于固液混合器混合后进入过滤装置过滤得到的滤液为饱和浓盐水。5.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述过滤装置(5)为带式过滤机。6.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述预热蒸发装置(7)内温度为60~90℃,预热蒸发装置(7)至复分解反应釜(4)间的进气管道上设有nh3测量装置,通过预热蒸发装置(7)内蒸发时间结合回收nh3浓度控制预热蒸发装置(7)的运行周期。7.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述预热蒸发装置(7)采用蒸汽换热及负压蒸发,负压范围为
‑
0.07~
‑
0.09mpa,温度控制范围60~80℃。8.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述蒸发浓缩设备(8)通过浓硫酸调节ph值及硫氯比,调节后ph范围为2
‑
6,调节后硫氯比大于2:1。
9.如权利要求1所述的一种煤化工杂盐处置及资源化利用的系统,其特征在于:所述冷却结晶设备(9)内置搅拌器,设备温度控制范围为15~50℃,稳定时间控制为30min。10.如权利要求1~9任意一项所述的一种煤化工杂盐处置及资源化利用的系统的工作方法,其特征在于:步骤一、杂盐预处理及饱和浓盐水制备:设置杂盐处理量,将一定量的杂盐输送至洗涤反应器(1),加入同比例质量的水,将洗涤反应器(1)内温度设置于25~50℃内任一温度,并维持不变,设置一个周期运行时间为1.5~2.5h;洗涤反应器(1)一个周期运行结束后,输送溶液至离心分离机(2),滤液返回至洗涤反应器(1)回收利用,以氯化钠与硫酸钠为主的杂盐固体输送至饱和浓盐水制备单元(3)进行配制,饱和浓盐水制备单元(3)经混合和过滤后取过滤后的滤液为饱和浓盐水;步骤二、饱和浓盐水进行复分解反应:所述饱和浓盐水输送至复分解反应釜(4),同时向复分解反应釜(4)通入nh3和co2;步骤三、制备碳酸氢钠产品:将复分解反应釜(4)中的溶液输送至过滤装置(5),过滤装置(5)采用带式过滤机,分离的固体通过闪蒸干燥设备(6)得到碳酸氢钠产品,分离的液体输送至预热蒸发装置(7);步骤四、nh3及co2回收利用:预热蒸发装置(7)通入蒸汽,温度控制在60~90℃,分离的液体中的碳酸氢铵分解生成nh3和co2返回复分解反应釜(4),测量返回复分解反应釜(4)气体中nh3浓度,当运行时间超过90min且nh3浓度低于10ppm时,或者蒸汽换热时间超过150min时,预热蒸发装置(7)工作结束;步骤五、铵盐分离:经预热蒸发装置(7)预热蒸发后所述的分离的液体输送至蒸发浓缩设备(8),用浓硫酸调节溶液的ph至2
‑
6,调节硫氯比大于2:1,采用蒸汽换热及负压蒸发,负压范围控制在
‑
0.07~
‑
0.09mpa,温度范围控制在60~80℃,运行周期为60min;将蒸发浓缩后的溶液输送至冷却结晶设备(9),设备温度控制在15~50℃,稳定时间控制为30min,冷却结晶后通过固液分离设备(10)过滤的固体即为混合铵盐;步骤六、再循环:将经固液分离设备(10)分离后的母液返回至饱和浓盐水制备单元(3)回收利用,进行新一轮的循环。
技术总结
一种煤化工杂盐处置及资源化利用的系统及方法,系统包括杂盐预处理单元、复分解反应单元、碳酸氢钠分离单元、NH3及CO2回收单元和铵盐分离单元;将杂盐经过杂盐预处理单元、复分解反应单元、碳酸氢钠分离单元、NH3及CO2回收单元和铵盐分离单元等设备进行处理后得到氯化铵、硫酸铵和碳酸氢钠产品。本申请专利以硫酸钠/氯化钠废盐、NH3及CO2为原料,经反应后得到最终的产品为氯化铵、硫酸铵和碳酸氢钠等大宗化工产品,市场需求大,实现了废盐的资源化利用,经济效益和环境效益显著。经济效益和环境效益显著。经济效益和环境效益显著。
技术研发人员:布雨薇 侯波 陈鸥 王洪亮 刘展 赵晶 周凤翔 李云芳 白秀玲 宗颖
受保护的技术使用者:国能龙源环保有限公司
技术研发日:2021.10.15
技术公布日:2021/11/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。