1.本实用新型涉及硅胶导管组装技术领域,特别涉及一种卡套单向阀压紧装置。
背景技术:
2.硅胶导管是一种医疗介入器材,其主要功能是将医疗器械引入到患者内腔,由一个气囊固定导尿管留在患者体内,体内液体通过硅胶型材上已打好的通孔进行引流并连接到尿袋进出收集。
3.硅胶导管在组装过程中,需在硅胶型材上安装卡套及单向阀,并将二者压紧稳固于导尿管上。目前,上述卡套、单向阀的安装多采用人工完成,不仅生产效率低下,且产品存在受污染的风险。
技术实现要素:
4.本实用新型所要解决的技术问题是:为了克服现有技术的不足,提供一种组装高效的卡套单向阀压紧装置。
5.为了达到上述技术效果,本实用新型采用的技术方案是:一种卡套单向阀压紧装置,包括型材输送线,所述型材输送线的上方设置有压料机构,型材输送线的外侧设置有顶紧机构,型材输送线上安装有托盘,所述托盘朝向顶紧机构的一面开设有竖向的型材放置槽;
6.所述压料机构包括连接座、卡套夹持件和单向阀夹持件,所述连接座可移动的设置在托盘上方,连接座上连接有升降组件,所述卡套夹持件设置在连接座的下方,用于夹持卡套,所述单向阀夹持件设置在升降组件的下方,用于夹持单向阀,所述单向阀夹持件的夹持面位于卡套夹持件的夹持面正上方。
7.进一步地,所述连接座一侧设有驱动其移动的驱动装置。
8.优选地,所述卡套夹持件包括固定在连接座下方的第一气动手指和与第一气动手指连接的卡套夹爪。
9.优选地,所述升降组件包括与连接座连接的撑板、设置在撑板上方的升降气缸和设置在撑板下方的升降板,所述升降气缸竖直贯穿撑板后与升降板连接。
10.优选地,所述单向阀夹持件包括固定在升降板下方的第二气动手指和与第二气动手指连接的单向阀夹爪。
11.优选地,所述顶紧机构包括滑台气缸、挡板和型材夹持件,所述滑台气缸设置在型材输送线的外侧,其滑台上安装有推板,所述挡板和型材夹持件均设置在推板上,挡板朝向托盘的一端向下弯折形成抵靠部,所述抵靠部可在滑台气缸的驱动下,紧贴型材放置槽内的型材。
12.优选地,所述型材夹持件包括固定在推板上第三气动手指和与第三气动手指连接的型材夹爪,所述型材夹爪位于抵靠部的下方。
13.进一步地,所述滑台气缸的下方设置有高度可调的支架组件。
14.优选地,所述支架组件包括支架本体和l形的角座,所述角座包括与滑台气缸连接的水平部和与支架本体连接的竖直部,所述竖直部上开设有竖向的腰槽。
15.与现有技术相比,本实用新型的有益效果是:
16.1.实现了自动化的压紧卡套、单向阀生产,有效提高了生产效率,并降低了产品被污染的风险及人工成本;
17.2.组装精度可控,产品的一致性好,适用于硅胶导管的批量化生产。
18.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,下面结合附图和实施例对本实用新型做进一步详细说明,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
附图说明
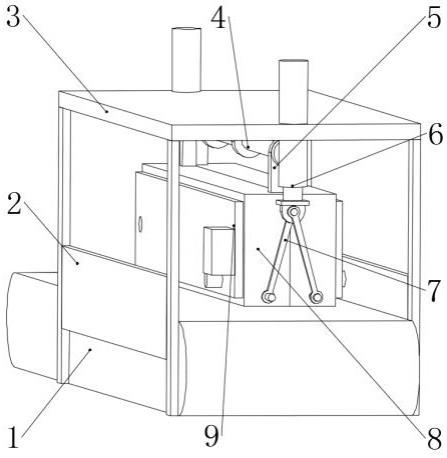
19.图1为本实用新型的卡套单向阀压紧装置的结构示意图;
20.图2为本实用新型的压料机构的立体结构示意图;
21.图3为本实用新型的顶紧机构的结构示意图。
22.图中各标号和对应的名称为:1.型材输送线,2.托盘,3.连接座,4.卡套夹持件,5.单向阀夹持件,6.升降组件,7.驱动装置,8.滑台气缸,9.挡板,10.型材夹持件,11.推板,12.支架组件,201.型材放置槽,401.第一气动手指,402.卡套夹爪,501.第二气动手指,502.单向阀夹爪,601.撑板,602.升降板,603.升降板,901.抵靠部,1001.第三气动手指,1002.型材夹爪,1201.支架本体,1202.角座,1203.腰槽。
具体实施方式
23.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
24.如图1所示,本技术实施例提供一种卡套单向阀压紧装置,包括型材输送线1,型材输送线1的上方设置有压料机构,型材输送线1的外侧设置有顶紧机构,型材输送线1上安装有托盘2,托盘2朝向顶紧机构的一面开设有竖向的型材放置槽201;
25.如图2所示,压料机构包括连接座3、卡套夹持件4和单向阀夹持件5,连接座3可移动的设置在托盘2上方,连接座3一侧设有驱动其移动的驱动装置7,连接座3上连接有升降组件6,卡套夹持件4设置在连接座3的下方,用于夹持卡套,单向阀夹持件5设置在升降组件6的下方,用于夹持单向阀,单向阀夹持件5的夹持面位于卡套夹持件4的夹持面正上方。
26.如图3所示,顶紧机构包括滑台气缸8、挡板9和型材夹持件10,滑台气缸8设置在型材输送线1的外侧,其滑台上安装有推板11,挡板9和型材夹持件10均设置在推板11上,挡板9朝向托盘2的一端向下弯折形成抵靠部901,抵靠部901可在滑台气缸8的驱动下,紧贴型材放置槽201内的型材。
27.该装置通过型材输送线1上的托盘2,可将各型材有序的输送至组装工位,由顶紧机构临时固定型材位置,在由上方的压料机构安装卡套及单向阀,完成自动化的组装生产,而后压料机构、顶紧机构复位,成品经型材输送线1移至下料位。
28.具体工作步骤如下:首先,将待组装型材装入型材放置槽201内,并由型材输送线1
移至组装工位。而后,顶紧机构启动,滑动气缸通过推板11驱动挡板9的抵靠将型材顶紧,同时由型材夹持件10对型材进行固定,以避免器受压下滑影响装配精度。最后,压料机构启动,驱动装置7先带动连接座3移至型材上方,由卡套夹持件4夹紧卡套,单向阀夹持件5夹紧单向阀,驱动装置7带动卡套夹持件4上移将卡套上拉装入型材后复位,并通过升降组件6驱动单向阀下压,将卡套及单向阀固定在型材上,完成自动化的组装操作。结束组装后,压料机构、顶紧机构复位,成品由型材输送线1移出,后续半成品输送至组装工位,如此循环作业。
29.该装置在提高生产效率的同时,还可减少人与产品的接触,保证产品的洁净度。此外,该装置自动化程度高,下压深度精确可控,产品的一致性好。另外,需说明的是,本实施例中型材放置槽201、型材夹持件10、卡套夹持件4和单向阀夹持件5的数量及位置可根据实际情况空间增改,以进一步提高组装的效率。
30.在上述实施例的基础上,卡套夹持件4包括固定在连接座3下方的第一气动手指401和与第一气动手指401连接的卡套夹爪402。
31.卡套夹爪402的形状、大小可根据实际卡套做出调整,通过第一气动手指401,可控制卡套夹爪402的开闭,进而实现对卡套的夹取功能。
32.优选地,升降组件6包括与连接座3连接的撑板601、设置在撑板601上方的升降气缸602和设置在撑板601下方的升降板603,升降气缸602竖直贯穿撑板601后与升降板603连接。
33.气缸驱动升降板603即可实现升降,该升降组件6具有结构简单,下压行程精确可控的优点。
34.优选地,单向阀夹持件5包括固定在升降板603下方的第二气动手指501和与第二气动手指501连接的单向阀夹爪502。
35.单向阀夹爪502形状、大小可根据实际卡套做出调整,通过第二气动手指501,可控制单向阀夹爪502的开闭,进而实现对单向阀的夹取功能。
36.优选地,型材夹持件10包括固定在推板11上第三气动手指1001和与第三气动手指1001连接的型材夹爪1002,型材夹爪1002位于抵靠部901的下方。
37.为方便调节挡板9的高度,使其与型材放置槽201处于可配合的位置,滑台气缸8的下方设置有高度可调的支架组件12。
38.优选地,支架组件12包括支架本体1201和l形的角座1202,角座1202包括与滑台气缸8连接的水平部和与支架本体1201连接的竖直部,竖直部上开设有竖向的腰槽1203。
39.该支架组件12的角座1202可通过腰槽1203在支架本体1201上调节高度,结构简单,制造成本低。
40.本实用新型不局限于上述具体的实施方式,对于本领域的普通技术人员来说从上述构思出发,不经过创造性的劳动,所作出的种种变换,均落在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。