1.本发明涉及一种热型坯式吹塑设备中的预制件的温度调节装置和温度调节方法。具体地,本发明涉及一种预制件的温度调节装置和温度调节方法等,即使对于在短时间内注塑且在高温状态下脱模的预制件,该温度调节装置和温度调节方法也能够在短时间内进行适当的温度调节处理。
背景技术:
2.相关技术公开了一种吹塑设备,该吹塑设备包括:注塑台,被构造为对预制件进行注塑;温度调节台,被构造为调节在注塑台中成型的预制件的温度;以及吹塑台,被构造为对在温度调节台中调节了温度的预制件进行吹塑(例如,参照专利文献1)。这种类型的吹塑设备是向仅主要包括注塑台和吹塑台的常规吹塑设备(例如,参照专利文献2)增加温度调节台的设备。刚在注塑台中成型之后的预制件不具有适于吹塑的温度分布。因此,在注塑台与吹塑台之间设置能够更积极地调节预制件的温度的温度调节台,使得预制件的温度可以被调节到适于吹塑的温度。注意,温度调节台使用加热罐模(加热块)和加热棒,并且通过以非接触方式加热预制件来调节预制件的温度。
3.另外,存在一种温度调节方法,该温度调节方法能够通过在短时间内且局部地仅冷却预制件的底部而有利地成型具有厚底部的容器。具体地,提出了一种吹塑设备,其中,将预制件插入温度调节罐模具的腔中,预制件的底部和与底部连续的下本体部的外周面与在温度调节罐模具下方布置的冷却罐和冷却棒紧密接触并可靠地冷却,并且除了与底部连续的下本体部之外的本体部通过布置在温度调节罐模具上方的加热块加热至预定温度,使得制造在执行吹塑时包括具有期望厚度的底部和具有以均匀且薄的厚度伸展的壁部的本体部的容器(例如,参照专利文献3)。
4.另外,提出了一种吹塑设备,该吹塑设备被构造为通过在注塑台中冷却预制件并且在温度调节台中进一步冷却预制件,来缩短决定成型周期时间的注塑时间(具体地,冷却时间)(例如,参照专利文献4)。进一步地,近来,将中空杆插入容纳在温度调节罐模具中的预制件中,并且冷却空气在中空杆的外周与预制件的内周之间的间隙中流动,以冷却整个预制件,从而缩短成型周期时间并使容器透明。引用列表专利文献
5.专利文献1:jp
‑
a
‑
h06
‑
315973专利文献2:wo2017/098673专利文献3:wo2013/012067专利文献4:jp
‑
a
‑
h05
‑
185493
技术实现要素:
技术问题
6.然而,根据现有技术,难以微调在中空杆的外周与预制件的内周之间的间隙,使得间隙的截面积变得相对大。因此,空气的流速可能降低,使得冷却效率不足。结果,当在吹塑的温度区中可能结晶的热塑性树脂被用作预制件的材料时,所获得的成品容器不是透明的,并且可能导致变白或浑浊。
7.进一步地,即使当从注塑台输送的预制件在周向上具有温度不均匀性时,也难以通过在温度调节台中在短时间内处理来消除温度不均匀性。结果,通过在吹塑台中吹塑预制件而获得的容器的本体部具有厚度不均匀性,吹塑台是温度调节台之后的步骤。
8.本发明的目的是提供一种吹塑设备的预制件的温度调节装置以及用于该温度调节装置的流量调节构件等,该温度调节装置能够缩短成型周期时间并在使容器透明的同时消除容器的厚度不均匀性。技术方案
9.根据本发明的预制件的温度调节装置是一种调节注塑的有底的预制件(1)的温度的温度调节装置(20),包括:中空杆构件(18),被配置为插入由保持构件(50)保持的预制件(1)中,以在预制件(1)与中空杆构件(18)之间形成第一空气流路(21a);和流路调节构件(19),被装配并附接到中空杆构件(18)的外周,以至少部分地调节第一空气流路(21a)的截面积。
10.根据本发明的预制件的温度调节方法是一种保持由保持构件(50)保持的注塑的有底的预制件(1)并在温度调节台(20)中调节预制件(1)的温度的温度调节方法,温度调节方法包括以下步骤:将附接有流路调节构件(19)的中空杆构件(18)插入到预制件(1)中,以在预制件(1)与流路调节构件(19)之间形成第一空气流路(21a);以及将中空杆构件(18)、流路调节构件(19)和预制件(1)插入到温度调节罐模具(17)的腔(17a)中,其后允许冷却空气在第一空气流路(21a)中流动。
11.根据本发明的树脂容器制造设备(100)是一种树脂容器制造设备(100),包括:注塑台(10),被构造为对预制件(1)进行注塑;温度调节台(20),被构造为调节在注塑台(10)中成型的预制件(1)的温度;以及吹塑台(30),被构造为对在温度调节台(20)中进行了温度调节的预制件(1)进行吹塑,其中,在由保持构件(50)保持的预制件(1)中插入中空杆构件(18),以在预制件(1)与中空杆构件(18)之间形成第一空气流路(21a),并且流路调节构件(19)装配并附接到中空杆构件(18)的外周,以至少部分地调节第一空气流路(21a)的截面积。
12.根据本发明的树脂容器制造方法是一种树脂容器制造方法,用于通过保持构件(50)来保持注塑的有底的预制件(1),在温度调节台(20)中调节预制件(1)的温度,其后对预制件(1)进行吹塑,制造方法包括以下步骤:在温度调节台(20)中进行温度调节期间,将流路调节构件(19)所附接到的中空杆构件(18)插入到预制件(1)中,以在预制件(1)与流路调节构件(19)之间形成第一空气流路(21a),并且将中空杆构件(18)、流路调节构件(19)和预制件(2)插入到温度调节罐模具(17)的腔中,其后允许冷却空气在第一空气流路(21a)中流动。本发明的有益效果
13.根据本发明,可以提供一种能够缩短成型周期时间并且在使容器透明的同时消除成品容器的厚度不均匀性的预制件的温度调节装置和温度调节方法等。
附图说明
14.图1是吹塑设备的立体图,该吹塑设备是根据本发明的实施例的预制件的温度调节装置应用于的树脂容器的制造设备的示例。图2是在注塑台中注塑的预制件的示例的立体图。图3是从前方看到的温度调节台的截面视图。图4是图3中主要部分的放大截面视图。图5是温度调节台的中空杆的主视图。图6中的(a)部分是用于温度调节台中的流量调节杆的第一实施例的主视图,图6中的(b)部分是沿着图6中的(a)部分中的线vib
‑
vib截取的截面视图。图7中的(a)部分是流量调节杆的第二实施例的部分前截面视图,图7中的(b)部分是沿着图7中的(a)部分中的线viib
‑
viib截取的截面视图。图8中的(a)部分是流量调节杆的第三实施例的部分前截面视图,图8中的(b)部分是沿着图8中的(a)部分中的线viiib
‑
viiib截取的截面视图。图9中的(a)部分是流量调节杆的第四实施例的部分前截面视图,图9中的(b)部分是沿着图9中的(a)部分中的线ivb
‑
ixb截取的截面视图。图10是当图9所示的流量调节杆用于温度调节台中时与图4相对应的截面视图。图11中的(a)部分是流量调节杆的第五实施例的前截面视图,图11中的(b)部分和(c)部分分别是沿着图11中的(a)部分中的线xib
‑
xib和线xic
‑
xic截取的截面视图。图12中的(a)部分是沿着图12中的(b)部分中的线xiia
‑
xiia截取的截面视图,图12中的(b)部分是流量调节杆的第六实施例的前截面视图,图12中的(c)部分是沿着图12中的(b)部分中的线xiic
‑
xiic截取的截面视图。图13中的(a)部分是沿着图13中的(b)部分中的线xiiia
‑
xiiia截取的截面视图,图13中的(b)部分是图12所示的流量调节杆应用于的中空杆的示例的前截面视图。图14是当图13和图15所示的流量调节杆和中空杆用于温度调节台时与图4相对应的截面视图。图15中的(a)部分是沿着图15中的(b)部分中的线xva
‑
xva截取的截面视图,图15中的(b)部分是流量调节杆的第七实施例的前截面视图,图15中的(c)部分是沿着图15中的(b)部分中的线xvic
‑
xvic截取的截面视图。图16中的(a)部分是沿着图16中的(b)部分中的线xvia
‑
xvia截取的截面视图,图16中的(b)部分是图15所示的流量调节杆应用于的中空杆的另一示例的前截面视图。图17中的(a)部分至(c)部分分别是在对预制件进行注塑后取出的成品容器的立体图、主视图和俯视图。图18是图6所示的流量调节杆的截面视图。图19中的(a)部分和(b)部分分别表示示出成品容器的厚度不均匀状态的第一和第二测试数据。
具体实施方式
15.下文中,将参照附图描述本发明的有利实施例。第一实施例图1是吹塑设备的立体图,该吹塑设备是根据本发明的实施例的预制件的温度调节装置应用于的树脂容器的制造设备的示例,图2是在注塑台中注塑的预制件的立体图,图3是从前方看到的温度调节台的截面视图,图4是图3中主要部分的放大截面视图。
16.如图1所示,吹塑设备100是一种设备,包括注塑台10、温度调节台20、吹塑台30和取出台40,并且该吹塑设备被配置为通过在注塑台10中注塑预制件1且然后在吹塑台30中吹塑该预制件来制造容器101(参照图1和图14)。
17.注塑台10、温度调节台20、吹塑台30和取出台40布置为形成正方形的四条边的整齐排列,如从上方看到的。在这些工作台上方设置旋转盘(未示出),该旋转盘设置有被构造为将在注塑台10中成型的预制件1的颈部3(参照图2)进行保持的颈部模具50(参照图3)。旋转盘包括四组颈部模具50,该颈部模具被布置为形成正方形的四条边的整齐排列,如从上方看到的。从而,当旋转盘在注塑台10、温度调节台20、吹塑台30和取出台40上方围绕立轴在逆时针方向上旋转90
°
时,对由颈部模具50保持的预制件1执行各个步骤。
18.注塑台10包括注塑芯模具11、注塑芯模具12和注塑装置(未示出),并且被配置为注塑预制件1。注塑芯模具11和注塑芯模具12各自设置有冷却回路(未示出),并且约5℃至20℃的冷却介质流经冷却回路中。如图2所示,预制件1由热塑性合成树脂形成,具有在开放侧具有颈部3、在封闭侧具有储存部2(主体部)的有底形状(有底中空形状)。储存部2包括在释放侧上与颈部3连续的本体部2a和定位于封闭侧上并与本体部2a连续的底部2b。预制件1通过吹塑形成为pet瓶等的成品容器102(参照图1和图14),预制件具有使吹塑后的容器102在图14中的上下方向及左右方向上收缩而获得的厚度较厚的形状。
19.注塑台10被配置为在储存部2上形成表面层(也适当地称为外部层、外层或表层),并且通过以下方式来成型预制件1:在高温下加热并熔融热塑性合成树脂(例如,诸如pet(聚对苯二甲酸乙二醇酯)的聚酯型树脂)的材料,通过注塑装置(未示出)将熔融的材料注射(填充)到由注塑芯模具11和注塑芯模具12以及颈部模具50限定的成型空间(腔)中,并且将注射材料的靠近腔表面的部分的材料冷却并凝固到低于熔点(例如,在pet的情况下为约255℃)的例如约20℃的温度。此时,将预制件1的储存部2的内部层(也适当称为内层或里层)保持在等于或低于熔点且等于或高于玻璃化转变温度的温度(例如150℃至200℃)下,并调节为具有在吹塑台30中可以拉伸储存部2的热量(余热)。在本实施例中,与相关技术相比,缩短了预制件1的成型周期时间,即成型时间。具体地,注射时间(填充时间)的冷却时间和与预制件的注塑时间相关的冷却时间被设定为显著短于相关技术。例如,冷却时间设定为注射时间的2/3或更少,优选1/2或更少,更优选1/3或更少。
20.在注塑台10中注塑之后凝固到一定程度的预制件1在保持在颈部模具50上的情况下与旋转盘一起被提升,被从注塑芯模具12和注塑芯模具11中拉出(脱模),并且随着旋转盘在逆时针方向上旋转90
°
而被输送到温度调节台20,如图1所示。
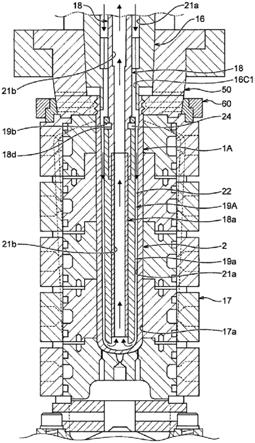
21.温度调节台20布置在注塑台10附近,并且包括上部的管状的空气喷嘴16和下部的温度调节罐模具17,如图3和图4所示。空气喷嘴16的下端与预制件1的颈部3气密地接触。温
度调节罐模具17由上下方向的多个段(温度调节块)构成,以便调节预制件1的上下方向的温度。在各个段中,可以使温度不同(例如,10℃~90℃的范围内的预定温度)的温度调节介质(冷却介质)循环。下面,描述管状空气喷嘴16的内部构造。
22.附图标记18指示插入预制件1中的中空杆,并且如图3至图5所示,中空杆具有装配并固定到下端的套筒(中空件)18a,并且通过上固定部18b同心地固定到管状空气喷嘴16。如图5所示,中空杆18具有位于上端的冷却空气出口孔18c、下周向槽18d和内部空气流路21b。套筒18a在预制件1的轴线长度较长的情况下设置,并且在预制件1的长度较短的情况下可以不设置。
23.附图标记19a指示管状流路调节杆(下文中,适当地称为“流量调节杆”)的第一实施例,并且如图4和图6所示,流量调节杆具有正圆形截面(参照图6中的(b)部分)的外周19a,具有外径从上部向下部逐渐减小的截头圆锥形状,并且具有设置在上端的被接合部(螺孔)19b和在下端19c的外周设置的用于使冷却空气平滑流动的相对大的曲面,这将在后面描述。根据预制件1的内周的倾斜角度来确定截锥的倾斜角度,但是在这种情况下,截锥的倾斜角度相对于轴线例如为0.34
°
。
24.如图3和图4所示,流量调节杆19a共同地装配并附接到中空杆18的下端和套筒18a的外周,并且通过将接合构件(螺钉)24(参照图4)穿过流量调节杆19a的上端处的被接合部(螺孔)19b接合到周向槽18d而被牢固地固定。因此,由于流量调节杆19a可以通过螺钉固定方式等容易地相对于中空杆18附接和拆卸,所以可以以可更换的方式将各种不同的流量调节杆附接到同一中空杆18。因此,不必准备不同类型的中空杆,使得可以降低成本和操作工时。这样,空气喷嘴16、中空杆18和流量调节杆19a被一体地构造(在下文中,该一体构造被适当地称为“空气引入/排出构件”),并且通过驱动装置(未示出)一体地上下移动。
25.另外,如后所述,在将由颈部模具50支撑的预制件1插入到温度调节罐模具17的罐腔17a(参照图4)内并且使空气引入/排出构件向下移动并与颈部3接触时,在流量调节杆19a的外周与预制件1的内周之间形成第一空气流路21a,该第一空气流路具有环形截面,从冷却空气入口16a(参照图3)引入的冷却空气(压缩空气)通过该环形截面在空气喷嘴16的内周中流动,并且形成第二空气流路21b,通过该第二空气流路,在流量调节杆19a的下端部向径向内侧移动的冷却后的空气依次从套筒18a的下端开口在套筒18a内且在中空杆18内向上引导。冷却后的空气从空气出口16b通过上冷却空气出口孔18c(参照图3)排出到外部。在一些情况下,空气可以从第二空气流路21b引入,并且可以通过第一空气流路21a排出。形成于流量调节杆19a与预制件1的内周之间的第一空气流路21a的空间被称为环形间隙22(参照图4)。环形间隙22的径向尺寸小于上游侧的中空杆18和空气喷嘴16之间的径向尺寸,并且例如被设定为0.5mm至1.5mm的范围,优选地为0.5mm至1.0mm的范围。因此,通过环形间隙22的气流被节流并且以比上游侧更高的速度流动。具体地,通过使用流路调节杆,与上游侧相比,可以提高冷却空气的速度,并且调节环形间隙22中的冷却空气的流动。
26.随后,对本发明的预制件的温度调节装置的动作进行描述。如图3和图4所示,由颈部模具50支撑的预制件1从注塑台10被输送并被插入到温度调节罐模具17的腔17a中。在此之前和之后,空气引入/排出构件向下移动,并且中空杆18和流量调节杆19插入预制件1中。此时,颈部模具60相对于附接在温度调节罐模具17上的定
心环60定心。
27.另外,如上所述,形成了使冷却空气流入其中的第一空气流路21a(环形间隙22)和冷却预制件1之后的空气流过的第二空气流路21b。
28.在图3中,例如,室温(例如,10℃至20℃)的冷却空气从空气入口16a以相对高的速度通过第一空气流路21a,即,环形间隙22,从而向预制件1的主体部2(本体部2a和底部2b)给予大的冷却效果,以将预制件1的温度降低到适于下一个吹制步骤的适当温度。在使冷却空气在预制件1中流动以冷却预制件之前,压缩空气可以单独地被引入预制件1中,以使预制件1与温度调节罐模具17的腔17a紧密接触。从而,预制件1可以从其内侧冷却,并且可以从其外侧可靠地进行温度调节,使得除了冷却效果之外,还可以提高去除温度不均匀性和使温度均衡的效率。冷却后的空气在第一空气流路21a的下端(即流量调节杆的下端19c)处朝向径向内侧平滑地改变流动方向,进一步通过套筒18a中的第二空气流路21b上升,然后从空气出口16b排出到外部。
29.根据该构造,当将未设置流量调节杆的相关技术与设置流量调节杆19a的本发明进行比较时,与像相关技术中未设置流量调节杆的情况相比,本发明的环形间隙22的径向尺寸被以与流量调节杆19a相对应的尺寸微调得更小。因此,通过第一空气流路21a的冷却空气的流量增加,并且预制件的冷却效率提高。
30.即使当相关技术的环形间隙的截面积相对大时,也可以增加空气压力或空气供应量以进一步提高冷却空气的流量。然而,在这种情况下,要消耗的空气量增加。
31.第二实施例图7示出了作为流量调节杆的第二实施例的流量调节杆19b。流量调节杆19b具有凹口部19d,该凹口部设置在外周的周向上的至少一个位置处并沿轴线方向延伸。
32.使用具有凹口部19d的流量调节杆19b执行测试(参照图16中的(a)部分和(b)部分)。结果,可以看出,预制件的储存部2的与凹口部19d对应的一部分处的容器101的厚度倾向于比不与凹口部相对应的部分的厚度大。这将在后面详细描述。
33.第三实施例图8示出了作为流量调节杆的第三实施例的流量调节杆19c。流量调节杆19c具有凹口部19d1和19d2,该凹口部设置在外周的周向上的两个位置处并沿轴线方向延伸。因此,在预制件的储存部2的与两个凹口部19d1和19d2对应的两个位置处的容器101的厚度变得比不与凹口部对应的部分的厚度大。凹口部19d也可以设置在外周的周向上的三个或更多个位置处。
34.第四实施例图9示出了作为流量调节杆的第四实施例的流量调节杆19d。流量调节杆19d具有上端的大直径部19e、沿轴线方向的下部的小直径部19f、以及连接这两个部分的大致锥形部19g。图10示出了流量调节杆19d附接到中空杆18和套筒18a上并与和由颈部模具50保持的预制件1a不同的预制件1b一起插入温度调节罐模具17的腔17a中的状态,并且图10中与图4相同的零件用相同的附图标记表示,省略了对其的描述。第二预制件1b具有大致锥形的内径部1c,连接颈部3a位置处的大内径部1a和下小内径部1b。
35.因此,流量调节杆19d的大直径部19e、锥形部19g和小直径部19f各自以大致均匀
的间隙尺寸接触预制件1b的三个内径部1a、1c和1b,同时顺序地符合内径部的形状,使得可以提供沿着冷却空气流具有均匀截面积的第一空气流路21a,并且沿着预制件1b的轴线方向给予均匀的冷却效果。
36.第五实施例图11示出了作为流量调节杆的第五实施例的流量调节杆19e。流量调节杆19e具有与图9的流量调节杆19d相同的形状,但是还具有凹口部19h,该凹口部设置在外周的周向上的一个位置处并且在轴线方向上延伸。凹口部19h也可以设置在外周的周向上的两个或更多个位置处。
37.根据该构造,实现了与第三和第四实施例(图7和图8)的凹口部19d(19d1和19d2)类似的效果。在上述各个实施例中,流量调节杆19的截面形状基本上为圆形,但并不限于此,也可以为椭圆形或多边形。另外,椭圆形或多边形还可以设置有一个或多个凹口部。进一步地,在上述各实施例中,凹口部19d、19h为线性的,但并不限于此。例如,也可以采用诸如弯曲形状或凹凸形状的各种形状。
38.第六实施例图12中的(a)部分至(c)部分示出了作为流量调节杆的第六实施例的流量调节杆19f。流量调节杆19f具有在上端设置的多边形(例如正八边形)的接合凹部19i。多边形接合凹部19i具有多个(八个)大致矩形的内表面部。
39.图13示出了用于附接流量调节杆19f的中空杆18x。在图4和图10所示的实施例中,作为单独构件的套筒18a附接到中空杆18的下端。然而,中空杆18x具有一体设置在下端的套筒部18e,并且在中途的高度位置形成有由多边形棱柱部构成的接合凸起部18f。棱柱部具有多个(八个)大致矩形的外表面部。因此,如图14所示,流量调节杆19f从图14中的下方(从压缩空气流入和流出的开口端的位置)装配到中空杆18x的套筒部18e,使得多边形接合凹部19i基于多边形接合而定向并与中空杆18x的多边形凸部18f接合。更具体地,接合凹部19i的多个内表面部和多边形接合凸部18f的棱柱部的多个外表面部彼此接触,并且流量调节杆19f在沿周向定向(定位)到预定角度位置的情况下接合到中空杆18x。另外,流量调节杆19f的下端由在套筒部18e的下端处附接到用于保持环的接合凹部18g的接合构件(保持环)23(参照图14)支撑,并且接合到中空杆18x。
40.根据该构造,在图14中,环形间隙22的间隙尺寸根据周向的角度位置而稍微不同,使得可以根据周向的角度位置来改变冷却空气的冷却程度(冷却强度)。具体地,通过去除流量调节杆19f,使其旋转预定角度(例如45
°
),并再次将流量调节杆附接到中空杆18x,可以调节冷却程度的分布。具体地,通过改变流量调节杆19f的凹口部19h的位置,以便面向预制件1的高温部,可以提高高温部处的冷却程度(冷却强度)。注意,多边形接合凹部19i和多边形接合凸部18f可以是除了八边形形状之外的任何多边形形状,只要其是三角形或更多的形状即可。
41.第七实施例图15中的(a)部分至(c)部分示出了作为流量调节杆的第七实施例的流量调节杆19g。
流量调节杆19g具有多个(例如八个)接合凹部19j,该接合凹部设置在上端的周向上等间距的位置中。各接合凹部19j具有大致矩形或狭缝形状,在形成于流量调节杆19g上端的大致圆筒状的凹部的内周面上形成为朝向外径侧凹陷。
42.图16示出了用于附接流量调节杆19g的中空杆18xa。中空杆18xa还具有一体地设置在下端的套筒部18e,并且在中途的高度位置形成有由沿径向突出的单个突起(具有大致矩形平板状的凸部)构成的单个接合凸部18h。因此,流量调节杆19g从图16中的下方(从压缩空气流入和流出的开口端的位置)装配到中空杆18xa的套筒部18e,使得一个接合凹部19j定向并与中空杆18xa的单个接合凸部18h接合。更具体地,单个接合凸部18h装配到多个接合凹部19j中的任何一个,使得流量调节杆19g在沿周向定向(定位)到预定角度位置的情况下接合到中空杆18xa。另外,流量调节杆19g的下端由在套筒部18e的下端处附接到用于保持环的接合凹部18g的接合构件(保持环)23(参照图14)支撑,并且接合到中空杆18xa。
43.根据该构造,环形间隙22的间隙尺寸根据周向的角度位置而稍微不同,使得可以根据周向的角度位置来改变冷却空气的冷却程度(冷却强度)。具体地,通过将与去除并旋转流量调节杆19g前的接合凹部不同的接合凹部19j接合并附接到中空杆18xa的单个接合凸部18h,可以调节冷却程度的分布。具体地,通过改变流量调节杆19g的凹口部19h的位置,以便面向预制件1的高温部,可以提高高温部处的冷却程度(冷却强度)。
44.图14是在安装中空杆18x和流量调节杆19f(中空杆xa和流量调节杆19g也是类似的)的情况下的温度调节台20的示意图,并且省略了与图4相同的零件的描述。注意,在图14中,温度调节罐模具17的腔17a(参照图4)由没有段间边界线(狭缝或分型线)的单面构成。
45.图12和图13所示的多边形接合凹部19i和多边形接合凸部18f不限于多边形形状,并且可以是至少具有与多边形的顶点对应的部分并且能够选择性地彼此接合的各种形状的接合部。图15和图16所示的多个接合凹部19j可以是各种形状的多个接合部,并且单个接合凸部18h可以是选择性地接合到多个接合部的两个或更多个接合凸部。进一步地,在一些情况下,与上述实施例相比,流量调节杆与中空杆之间的接合凸部和接合凹部的布置可以颠倒。
46.第一测试例随后,图17至图19中示出了第一测试例。
47.图17示出了在对预制件1进行温度调节然后在吹塑台30中进行吹塑之后取出的成品容器101,诸如pet瓶。在这种情况下,容器101的本体部102具有正八边形截面,并具有八个侧部102a。
48.图18示意性地示出了用于本测试的流量调节杆19b的截面,并且流量调节杆19b在90
°
的方向上具有一个凹口部19d。
49.图19中的(a)部分和(b)部分示出了通过吹塑预制件1获得的容器101的厚度t的测量结果,该厚度t是在容器101的顺时针方向上的45
°
的位置(8个对应于八边形的位置)处测量的。结果对应于在容器102的成型过程期间在温度调节台20中的、流量调节杆19未设有凹口部(曲线a:实线)、设置一个凹口部19d(曲线b:点线)以及铝箔胶带贴附到除凹口部19d之外的外周部以进一步使除凹口部19d之外的空气流路面积变窄(曲线c:点划线)的情况(该情况对应于在不贴附铝箔胶带的情况下进一步增大凹口部19d的尺寸的情况)。在图16中,在径向上距离中心的距离是容器101的本体部的厚度(mm),厚度t在0.6mm到1.4mm的范围内
变化。提供图15中的流动调节杆19的凹口部19d的90
°
方向以对应于图16中的90
°
方向。
50.说明测试过程。在温度调节台20中,利用具有一个凹口部10d的流量调节杆19b来调节预制件1的温度。然后,在吹塑台30中吹塑预制件1以获得容器101。在距容器101底部的高度为116mm的位置处测量本体部102的厚度。首先,回顾图16中的(a)部分的测量结果。当比较设置凹口部19d的情况(曲线b)与不设置凹口部的情况(曲线a)时,在设置凹口部19d的情况(曲线b)中,容器的本体部102在135
°
方向上的厚度变大。在铝箔胶带贴附到除了凹口部19d之外的部分以使空气流路面积变窄的情况下(曲线c),本体部102的厚度进一步增加。即,可以确认设置凹口部19d的效果。与设置凹口部19d的90
°
方向偏移45
°
的135
°
方向的厚度增加的原因可能是因为容器101具有八边形形状,使得在相邻45
°
的侧部(或顶点部)上显著地出现该趋势。
51.图16中的(b)部分示出了以与图16中的(a)部分类似的方式进行的测试的结果,除了在从容器102的底部起的高度为84mm的位置处测量本体部102的厚度。根据该结果,当比较在容器101的135
°
方向上设置凹口部19d的情况(曲线b)、未设置凹口部的情况(曲线a)以及铝箔胶带贴附到除了凹口部19d之外的部分以使空气流路面积变窄的情况(曲线c)时,获得与图16中的(a)部分类似的趋势。然而,可以看出,与图16中的(a)部分相比,在铝箔胶带贴附到除了凹口部19d之外的部分的情况下(曲线c),厚度进一步增加。
52.考虑这种结果的原因如下。具体地,由于第一空气流路21a的与凹口部19d对应的部分(环形间隙22)的截面积变得部分地大于其它部分,所以在对应位置处的空气的流路阻力降低。因此,认为引入了比其它部分更多的空气,由此相对地提高了冷却效率(冷却强度)。相反,由于第一空气流路21a的不与凹口部19d对应的其它部分具有较小的流路截面积,所以流路阻力增加。因此,认为要引入的空气量减少,冷却效率由此相对降低。因此,在包括具有带凹口部19d的流量调节杆19的空气喷嘴16和温度调节罐模具17的温度调节台20中,可以高效快速地冷却预制件1,以抑制变白(浑浊、结晶化)。另外,可以选择性地冷却预制件1的储存部2的局部(竖条纹图案)高温部,以甚至积极地消除温度不均匀性。
53.尽管在预制件到达温度调节装置20之前,预制件1的储存部2上原本存在厚度不均匀性,但可以调节该厚度不均匀性,以形成成品容器101的均匀厚度。替代地,在一些情况下,相反地可以给出厚度不均匀性。
54.特别地,在吹塑设备100中进行将多个(图1中为六个)预制件1附接于一个颈部模具50并输送的所谓的多腔时,例如在注塑台10中存在引起源自六个预制件中的第三个预制件的容器101的厚度不均匀性的倾向时,通过在温度调节台20的第三温度调节罐模具17中具有凹口部19d的流量调节杆19b,可以消除容器101的厚度不均匀性。
55.第二测试例随后,表1示出了表示在未设置流量调节杆的情况(1)和设置流量调节杆的情况(2)下,冷却预制件的空气的流量如何变化的测试例。在未设置流量调节杆的情况下和设置流量调节杆的情况下,循环空气(冷却空气、压缩空气)的设定压力分别为0.6mpa和0.4mpa,并且循环空气从预制件的颈部侧流入(in)并从预制件的底部流出(out)。至于流量调节杆,使用如图6和图9所示的没有凹口部的流量调节杆。
56.表1
57.在情况(1)和(2)下,调节循环空气的供应量,以用于冷却到获得大致相同程度的有利透明度的温度,以便不引起容器102的变白、浑浊等。结果,循环空气的供应量(消耗量)从情况(1)下的407l/分钟减少到情况(2)下的207l/分钟。从而,可以看出,当设置流量调节杆时,循环空气的供应量可以显著地减少,以提高预制件1的冷却效率并减少设备上的负荷。附图标记列表
58.1(1a、1b):预制件2:储存部(主体部)2a:本体部2b:底部3、103:颈部10:注塑台11:注塑芯模具12:注塑芯模具16:空气喷嘴16a:空气入口16b:空气出口17:温度调节罐模具17a:温度调节罐模具腔18、18x、18xa:中空杆18a:套筒18b:固定部18c:空气出口孔18d:周向槽18e:套筒部18f:多边形接合凸部18g:用于保持环的接合凹部
18h:单接合凸部19a至19g:流路调节杆(流量调节杆)19a:外周19b:螺孔19c:下端部19d、19d1、19d2:凹口部19e:大直径部19f:小直径部19g:锥形部19h:凹口部19i:多边形接合凹部19j:多个接合凹部20:温度调节台21a:第一空气流路21b:第二空气流路22:环形间隙23:保持环24:螺钉30:吹塑台40:取出台101:容器102:本体部102a:侧部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
