1.本发明涉及金属喷雾罐制备和运输技术领域,具体涉及一种降低金属喷雾罐远程运输刮伤的方法。
背景技术:
2.现下气雾罐空罐主流包装方式为托盘包装。而对于远距离客户目前只能采用纸箱包装,纸箱需针对不同罐型、不同罐高而分别采购备货,生产过程中不能全自动打包,完全还依靠人力完成,相比托盘包装有以下劣势:1、备货繁琐且周期长,2、通用型弱,3、生产成本高,4、产品交付效率低。因此随着气雾罐产品市场竞争日趋激烈和人工成本的增加,实现托盘远程运输是一种快速降本增效方式。但是托盘远程运输存在喷雾罐(气雾罐)表面易刮伤的风险,对喷雾罐表面耐刮伤性能有较高要求。
3.目前喷雾罐的耐刮伤性能总体上能够满足我国当前的运输条件,但还不适合路况差的长途运输状况,尤其是托盘远程运输。由于我国土地辽阔,空罐的长途运输较多,路况复杂,再加上相当部分的长途货运卡车质量较差,长途运输过程中磨伤现象还比较突出。
4.所以如何提升喷雾罐表面耐刮伤性能,增强喷雾罐表面韧性是实现托盘远程运输替代纸箱包装运输的重要影响因素。
技术实现要素:
5.为满足空金属喷雾罐长途运输,尤其是长途托盘运输需求,本发明提供一种降低空金属喷雾罐远程运输刮伤的方法,以改善空金属喷雾罐长途运输中的刮伤状况。
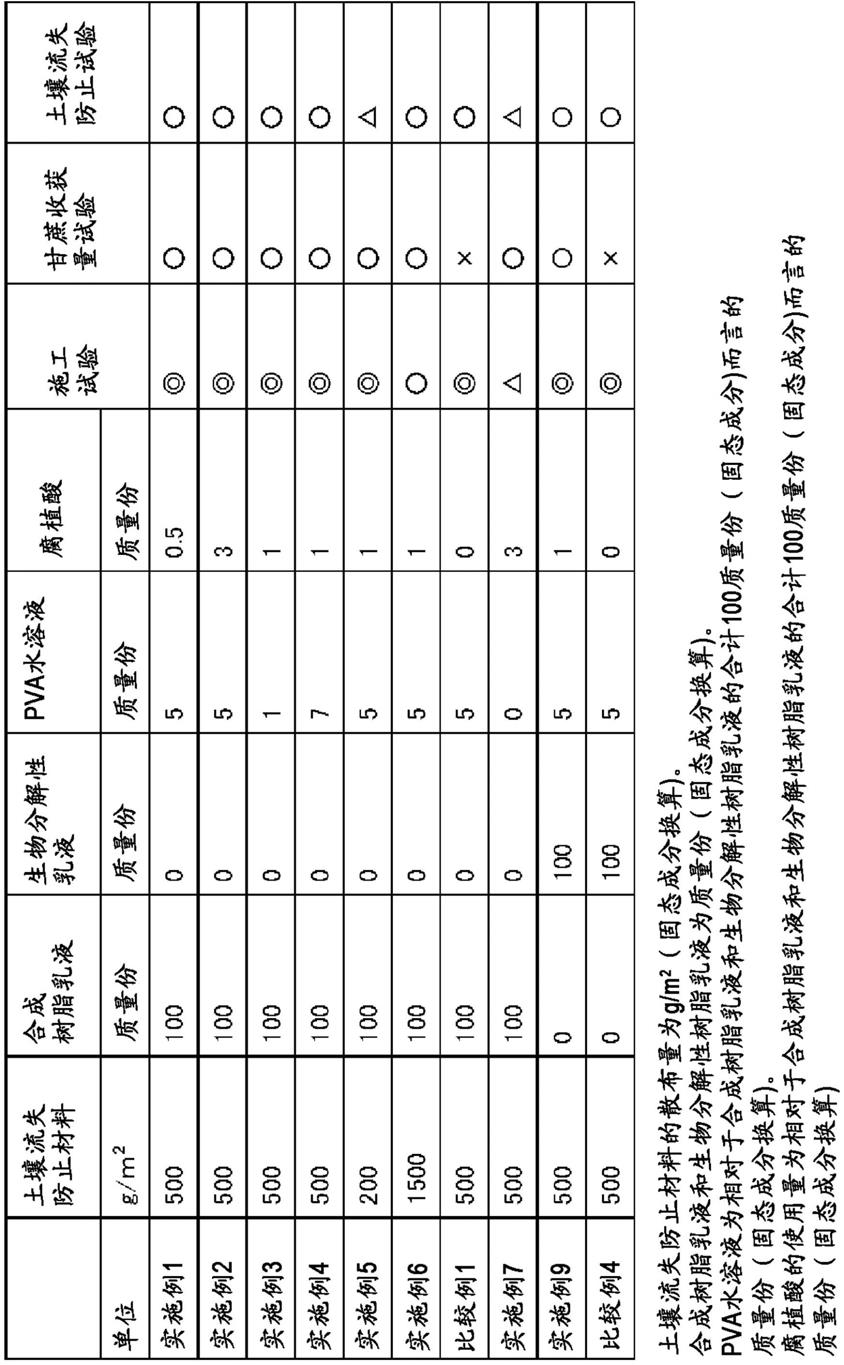
6.本发明提供如下的技术方案:一种降低空金属喷雾罐远程运输刮伤的方法,在制备金属喷雾罐所用的金属平板表面外涂、印刷图文后,涂布防护亮光油层。
7.金属喷雾罐是我司的主要产品之一。由于部分客户距离远,出厂的空金属喷雾罐需要长途运输达到目的地,采用托盘运输是降低运输成本的有效方式。但是空金属喷雾罐在长途运输过程中容易刮伤,尤其是采用托盘运输更为严重。发明人从金属喷雾罐的制备角度出发,在制备金属喷雾罐的金属平板涂装时表面涂上防护亮光油层,增强金属喷雾罐表面的耐刮伤强度和韧性,从而增强金属喷雾罐的耐刮伤性能,耐刮擦强度≥1500g。
8.作为本发明方法的优选,所述防护亮光油层的油墨包括以下质量百分比的各组分:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40~70%、重芳烃溶剂石脑油1~10%、2
‑
丁氧基乙醇1~10%、正丁醇1~10%、轻芳烃溶剂石脑油1~10%、丁基化苯并三聚氰二胺与甲醛的聚合物1~10%、1,2,4
‑
三甲苯1~10%、萘1~10%和甲醛0.1~1%。发明人从改善涂装表面强度和韧性出发,与油墨研发企业相合作,经反复试验制备得到本技术的防护亮光油层,以甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物为主成分,丁基化苯并三聚氰二胺与甲醛的聚合物和2
‑
丁氧基乙醇为辅助成分,轻芳烃溶剂石脑油与重芳烃溶剂石脑油作为混合溶剂,加以正丁醇、1,2,4
‑
三甲苯、萘和甲
醛均匀化,表现出较佳的耐刮伤性能。
9.作为本发明方法的优选,所述涂布亮光油层所用油墨还包括0.5~0.8%的纳米无机填料和0.1~0.2%的分散剂。上述防护亮光油层虽然可以采用热固化的形式固化,但是固化时仍会引起固化层整体收缩,降低了防护亮光油层的防护增强效果。因此加入纳米无机填料来增强固化层的力学强度,抑制收缩。而分散剂选用常规分散剂即可,如十二烷基苯磺酸钠、聚甲基丙烯酸钠等。
10.作为本发明方法的优选,所述纳米无机填料为纳米二氧化硅、纳米二氧化钛和纳米陶瓷粉末中的一种。纳米二氧化硅、纳米二氧化钛和纳米陶瓷粉末对油墨层的色泽影响较小。
11.作为本发明方法的优选,所述纳米无机填料为以下的二次纳米蛭石:取纳米蛭石,其中60~70%质量的纳米蛭石在750~800℃保持2~8小时,余下纳米蛭石在145~150℃保持2~5小时,然后将两者混合得到二次纳米蛭石。
12.采用纳米二氧化硅等虽然可以起到一定的作用,但是还不理想。发明人在进一步的研究中向油墨中引入蛭石,蛭石在热固化时会受热膨胀,在满足蛭石均匀分散的情况下可以抵消或者降低收缩程度。但是蛭石的膨胀是比较剧烈的,而且蛭石膨胀中逸出的水分对油墨层的固化和表面形貌带来不利影响。发明人将主体的蛭石经高温加热后事先膨胀并除水,并且余下的少量蛭石先脱除物理水分,降低水分逸出的影响,然后和高温处理后的蛭石混合,这样主体的高温处理的蛭石起到无机填料的作用,而余下低温物理除水的蛭石在更高的热固化温度下发生可控的膨胀,抵消收缩,同时也保持避免过度膨胀和水分逸出的影响,通过受热膨胀和无机填料支撑效果相结合,可明显改善固化效果,提升耐刮伤能力。由于蛭石带有一定的色泽,因此这可以应用在对表面形貌要求不是很高的喷雾罐的制备中。
13.作为本发明方法的优选,所述防护亮光油层的涂布方式为常规胶辊滚涂,涂膜厚度7~9g/m2,180~185℃热固化。
14.作为本发明方法的优选,外涂方式为常规胶辊滚涂,涂膜厚度13~15g/m2,170~172℃热固化。
15.作为本发明方法的优选,还包括打包空金属喷雾罐时,用于隔开上下相邻喷雾罐的瓦楞衬纸的两侧面粘附有发泡胶层。
16.作为本发明方法的优选,所述发泡胶层为聚乙烯发泡胶层、聚氨酯发泡胶层中的一种。
17.发明人进一步从空金属喷雾罐的包装角度出发,在托盘运输时将瓦楞衬纸两侧贴合发泡胶层如聚乙烯发泡胶层、聚氨酯发泡胶层,发泡胶层既能够增强罐底和衬纸的摩擦力,而且在上下空金属喷雾罐的挤压下产生凹陷,对罐子形成有效的定位,更好的防止罐体之间转动及碰撞摩擦,可有效防止罐体擦伤。
18.本发明的有益效果如下:与现有技术相比,本发明的技术方案从金属喷雾罐的制备和包装两方面出发,既提升金属喷雾罐表面的耐刮伤强度和韧性度,耐刮强度≥1500g,同时降低金属喷雾罐碰撞擦痕的几率,明显的改善金属喷雾罐长途远程运输中刮伤状况,满足金属喷雾罐托盘长途运输需求。
具体实施方式
19.下面就本发明的具体实施方式作进一步说明。
20.如无特别说明,本发明中所采用的原料均可从市场上购得或是本领域常用的,如无特别说明,下述实施例中的方法均为本领域的常规方法。
21.下述以我司生产的φ211x1100型金属喷雾罐为例说明,其所用材料马口铁片,涉及的涂布外涂和印刷图文均为金属喷雾罐制备的常规工艺。
22.实施例1一种降低空金属喷雾罐远程运输刮伤的方法,包括在制备金属喷雾罐所用的马口铁片表面外涂、印刷图文后,涂布防护亮光油层,具体如下:(1)马口铁片涂布外涂:为金属平板常规胶辊滚涂工艺,佛山市儒林化工有限公司生产的型号为mc
‑
uv
‑
c504产品,170℃传统热固,涂膜厚度13g/m2;(2)印刷图文:为金属包装常规工艺,具体为通过两道印刷形成印刷油墨层:1p:uled
‑
h1408高温黄(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z3401四色蓝(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
h5001四色黑(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z2401四色红(上海超彩油墨有限公司生产的scp uled系列油墨);uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);2p:uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);(3)制备防护光油层:为金属包装常规胶辊滚涂方式,涂膜厚度7g/m2,形成涂布亮光油层,180℃传统热固,其中所用油墨由以下质量百分比的各组分混合得到:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油10%、2
‑
丁氧基乙醇10%、正丁醇10%、轻芳烃溶剂石脑10%、丁基化苯并三聚氰二胺与甲醛的聚合物10%、1,2,4
‑
三甲苯4.5%、萘5.4%和甲醛0.1%;(4)将上述涂装后的马口铁片采用常规工艺制成φ211x1100型金属喷雾罐。
23.实施例2一种降低空金属喷雾罐远程运输刮伤的方法,包括在制备金属喷雾罐所用的马口铁片表面外涂、印刷图文后,涂布防护亮光油层,具体如下:(1)马口铁片涂布外涂:金属平板常规胶辊滚涂工艺,佛山市儒林化工有限公司生产的型号为mc
‑
uv
‑
c504产品,170℃传统热固,涂膜厚度15g/m2;(2)印刷图文:为金属包装常规工艺,具体为通过两道印刷形成印刷油墨层:1p:uled
‑
h1408高温黄(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z3401四色蓝(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
h5001四色黑(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z2401四色红(上海超彩油墨有限公司生产的scp uled系列油墨);uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);2p:uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);(3)制备防护光油层:采用金属包装常规胶辊滚涂方式,涂膜厚度9g/m2,形成涂布亮光油层,180~185℃传统热固,所用油墨由以下质量百分比的各组分混合得到:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物45%、重芳烃溶剂石脑油10%、
2
‑
丁氧基乙醇5%、正丁醇5%、轻芳烃溶剂石脑油6%、丁基化苯并三聚氰二胺与甲醛的聚合物8%、1,2,4
‑
三甲苯10%、萘10%和甲醛1%;(4)将上述涂装后的马口铁片采用常规工艺制成φ211x1100型金属喷雾罐。
24.实施例3一种降低空金属喷雾罐远程运输刮伤的方法,包括在制备金属喷雾罐所用的马口铁片表面外涂、印刷图文后,涂布防护亮光油层,具体如下:(1)马口铁片涂布外涂:金属平板常规胶辊滚涂工艺,佛山市儒林化工有限公司生产的型号为mc
‑
uv
‑
c504产品,172℃传统热固,涂膜厚度15g/m2;(2)印刷图文:为金属包装常规工艺,具体为通过两道印刷形成印刷油墨层:1p:uled
‑
h1408高温黄(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z3401四色蓝(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
h5001四色黑(上海超彩油墨有限公司生产的scp uled系列油墨);uled
‑
z2401四色红(上海超彩油墨有限公司生产的scp uled系列油墨);uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);2p:uled红专(采用上海超彩油墨有限公司生产的scp uled系列油墨调配而成);(3)制备防护光油层:采用金属包装常规胶辊滚涂方式,涂膜厚度8g/m2,形成涂布亮光油层,180~185℃传统热固;其中所用油墨由以下质量百分比的各组分混合得到:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物65%、重芳烃溶剂石脑油10%、2
‑
丁氧基乙醇1%、正丁醇1%、轻芳烃溶剂石脑油3%、丁基化苯并三聚氰二胺与甲醛的聚合物10%、1,2,4
‑
三甲苯5%、萘4%和甲醛1%;(4)将上述涂装后的马口铁片采用常规工艺制成φ211x1100型金属喷雾罐。
25.实施例4与实施例1的不同之处为,涂布亮光油层所用油墨为:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油9.5%、2
‑
丁氧基乙醇10%、正丁醇10%、轻芳烃溶剂石脑10%、丁基化苯并三聚氰二胺与甲醛的聚合物10%、1,2,4
‑
三甲苯4.4%、萘5.4%和甲醛0.1%、纳米二氧化硅0.5%、十二烷基苯磺酸钠0.1%。
26.实施例5与实施例1的不同之处为,涂布亮光油层所用油墨为:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油9%、2
‑
丁氧基乙醇10%、正丁醇10%、轻芳烃溶剂石脑10%、丁基化苯并三聚氰二胺与甲醛的聚合物10%、1,2,4
‑
三甲苯4.5%、萘5.4%和甲醛0.1%、纳米二氧化钛0.8%、聚甲基丙烯酸钠0.2%。
27.实施例6与实施例4的不同之处为,以等量的二次纳米蛭石替换纳米二氧化硅。
28.其中二次纳米蛭石为:取纳米蛭石,其中60%质量的纳米蛭石在750℃保持2小时,余下40%纳米蛭石在150℃保持5小时,然后将两者混合得到二次纳米蛭石。
29.实施例7与实施例4的不同之处为,以等量的二次纳米蛭石替换纳米二氧化硅。
30.其中二次纳米蛭石为:取纳米蛭石,其中70%质量的纳米蛭石在800℃保持6小时,余下30%纳米蛭石在145℃保持2小时,然后将两者混合得到二次纳米蛭石。
31.实施例8一种降低空金属喷雾罐远程运输刮伤的方法,将待包装的φ211x1100型空金属喷雾罐采用托盘包装时,在上下相邻喷雾罐的瓦楞衬纸的两侧面粘附有发泡胶层,该发泡胶层为聚乙烯发泡胶层;所包装的空金属喷雾罐可以为上述实施例1
‑
7所生产的空金属喷雾罐,也可以是现有常规空金属喷雾罐。
32.对比例1与实施例1不同之处为,防护亮光油层所用油墨为:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油10%、2
‑
丁氧基乙醇25%、正丁醇10%、轻芳烃溶剂石脑10%、萘4.9%和甲醛0.1%。
33.对比例2与实施例1不同之处为,防护亮光油层所用油墨为:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油9.8%、2
‑
丁氧基乙醇15%、丁基化苯丙三聚请二胺与甲醛的聚合物10%、正丁醇10%、轻芳烃溶剂石脑15%、萘0.1%和甲醛0.1%。
34.对比例3与实施例1不同之处为,防护亮光油层所用油墨为:2
‑
甲基
‑2‑
丙烯酸丁酯与乙烯基苯和2
‑
丙烯酸
‑
2乙基己酯的聚合物40%、重芳烃溶剂石脑油10%、2
‑
丁氧基乙醇19.7%、正丁醇10%、轻芳烃溶剂石脑10%、丁基化苯并三聚氰二胺与甲醛的聚合物10%、萘0.1%、甲醛0.1%、异氟尔酮0.1%。
35.对比例4与实施例6不同之处为,在防护亮光油层所用油墨中,以纳米蛭石替代二次纳米蛭石。
36.对比例5与实施例6不同之处为,在防护亮光油层所用油墨中,以经750℃保温处理2h的纳米蛭石替代二次纳米蛭石。
37.对比例6与实施例6不同之处为,在防护亮光油层所用油墨中,以750℃保温处理2h后的纳米蛭石直接与余量的纳米蛭石混合使用替代二次纳米蛭石。
38.性能测试上述各实施例1
‑
7和对比例1
‑
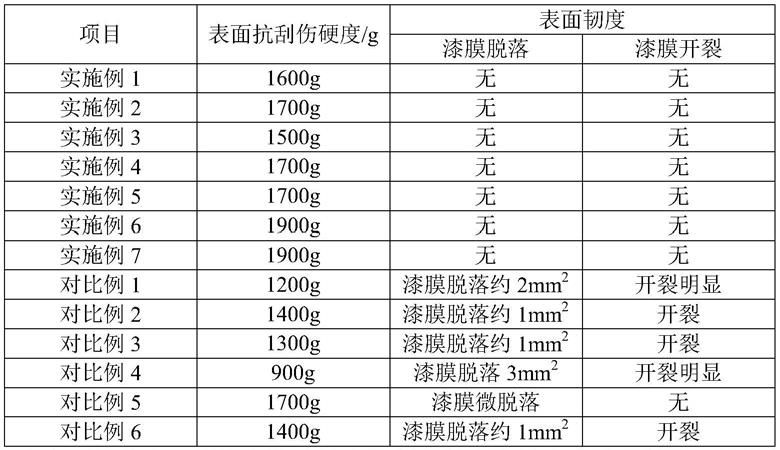
6对应的步骤(3)所得马口铁片的性能测试,结果见表1所示。
39.1、表面抗刮伤测试:使用sheen硬度测试仪(最小砝码100g),将150x100mm片样涂膜面朝上,放入仪器的平板座上固定,加上砝码,使平板座从左至右匀速划动,以不露底砝码重量克数为涂膜硬度标准。
40.2、表面韧度测试:取涂有防护亮光油层的150*100mm的马口铁片片样,涂布防护亮光油层的干膜表面朝下,放入仪器槽内,用4.75kg的t字型铁从高65cm处向下冲击金属平板成半凸圆形,检查马口铁片的干膜凸面部位有无漆膜脱落,有无开裂。
41.表1各实施例和对比例测试性能
42.从上表中可以看出,采用本发明的方法制备的有防护亮光油层的马口铁片的表面耐刮伤性能和表面韧性均较高,达到理想结果,防护亮光油层的性能和所用油墨的组成存在重要关系。其中引入无机填料如二氧化硅、二氧化钛可以提升表面耐刮伤性能,但提升效果一般,而使用二次纳米蛭石粉则出现明显的提升。但是当采用蛭石时,由于热固化时膨胀比较厉害,而且不均匀,表面耐刮伤强度以及表面韧度出现明显下降。但是需要注意的是,即使采用高温预膨胀后的蛭石作为无机填料使用,整体性能仍不及二氧化硅以及二氧化钛,反而造成漆膜的微脱落,发明人推测,可能原因还是与蛭石作为矿石粉末,化学结构上与二氧化硅、二氧化钛纯化合物有明显的差异有关。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。