1.本发明涉及机械制造技术领域,具体的说是一种用于农业机械设备零部件碾压成型的加工工艺。
背景技术:
2.农业机械是指在作物种植业和畜牧业生产过程中,以及农、畜产品初加工和处理过程中所使用的各种机械。农业机械包括农用动力机械、农田建设机械、土壤耕作机械、种植和施肥机械、植物保护机械、农田排灌机械、作物收获机械、农产品加工机械、畜牧业机械和农业运输机械等。
3.一直以来,农业机械设备零部件都是采用q235、q345等型号的板材经冲压、激光切割等机械加工而成,但是存在硬度低、不耐磨以及使用寿命低的缺点。
技术实现要素:
4.针对现有技术中的问题,本发明提供了一种用于农业机械设备零部件碾压成型的加工工艺。
5.本发明解决其技术问题所采用的技术方案是:一种用于农业机械设备零部件碾压成型的加工工艺,包括以下步骤:
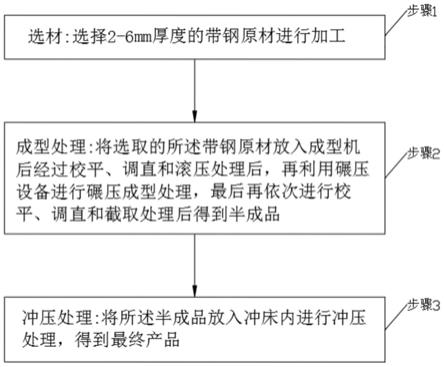
6.步骤1)选材:选择带钢原材进行加工;
7.步骤2)成型处理:将选取的所述带钢原材放入成型机后经过校平、调直和滚压处理后,再利用碾压设备进行碾压成型处理,最后再依次进行校平、调直和截取处理后得到半成品;
8.步骤3)冲压处理:将所述半成品放入冲床内进行冲压处理,得到最终产品。
9.具体的,所述带钢原材的厚度为2
‑
6mm,且所述带钢原材的型号为q235或q345中的其中一种。
10.本发明的有益效果是:
11.本发明中,公开了一种用于农业机械设备零部件碾压成型的加工工艺,通过对生产农业机械设备的零部件经过碾压成型处理后,可以使其内部微观组织结构更加致密,具有高抗拉强度、高硬度、高耐磨性以及高韧性的优点,解决了采用传统机械加工工艺生产出的农业机械设备零部件存在强硬度低、不耐磨和使用寿命低的技术问题。
附图说明
12.下面结合附图和实施例对本发明进一步说明。
13.图1为本发明提供的一种用于农业机械设备零部件碾压成型的加工工艺的工艺流程图。
具体实施方式
14.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
15.如图1所示,本发明所述的一种用于农业机械设备零部件碾压成型的加工工艺,包括以下步骤:
16.步骤1)选材:选择带钢原材进行加工;
17.步骤2)成型处理:将选取的所述带钢原材放入成型机后经过校平、调直和滚压处理后,再利用碾压设备进行碾压成型处理,最后再依次进行校平、调直和截取处理后得到半成品;
18.步骤3)冲压处理:将所述半成品放入冲床内进行冲压处理,得到最终产品。
19.带钢原材假如为6mm厚度的条状,经过校平和调直处理后,进行碾压成型处理,因为碾压后带钢原料会再次不平整,所以需要再次经过较平和调直处理,然后进行裁断,最后利用冲床进行冲压处理即可。
20.具体的,所述带钢原材的厚度为2
‑
6mm,且所述带钢原材的型号为q235或q345中的其中一种。
21.实验对比:
22.在市面上购买5个采用传统工艺制作的农业机械设备零部件,采用的制作原料为q235钢带,厚度为3mm,分别进行标号a1、a2、a3、a4和a5。
23.采用本技术方案制作5个农业机械设备零部件,且该零部件与采购的零部件为同种零部件,且型号规格均相同,采用的制作原料为q235钢带,完成品的厚度为3mm,分别进行标号b1、b2、b3、b4和b5。
24.针对以上a1、a2、a3、a4、a5、b1、b2、b3、b4和b5分别进行抗拉强度、硬度、抗磨性以及使用寿命进行测试,测试结果如下表所示:
[0025][0026]
根据上表的测试结果可以得知,经过采用本加工工艺生产出的农业机械设备零部件的抗拉强度、硬度、耐磨性和使用寿命均优于采用传统加工工艺生产出的零部件。
[0027]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0028]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种用于农业机械设备零部件碾压成型的加工工艺,其特征在于,包括以下步骤:步骤1)选材:选择带钢原材进行加工;步骤2)成型处理:将选取的所述带钢原材放入成型机后经过校平、调直和滚压处理后,再利用碾压设备进行碾压成型处理,最后再依次进行校平、调直和截取处理后得到半成品;步骤3)冲压处理:将所述半成品放入冲床内进行冲压处理,得到最终产品。2.根据权利要求1所述的一种用于农业机械设备零部件碾压成型的加工工艺,其特征在于:所述带钢原材的厚度为2
‑
6mm,且所述带钢原材的型号为q235或q345中的其中一种。
技术总结
本发明涉及机械制造技术领域,具体的说是一种用于农业机械设备零部件碾压成型的加工工艺,包括以下步骤:选材:选择带钢原材进行加工;成型处理:成型处理:将选取的所述带钢原材放入成型机后经过校平、调直和滚压处理后,再利用碾压设备进行碾压成型处理,最后再依次进行校平、调直和截取处理后得到半成品;冲压处理:将所述半成品放入冲床内进行冲压处理,得到最终产品。本发明中,通过对生产农业机械设备的零部件经过碾压成型处理后,可以使其内部微观组织结构更加致密,具有高抗拉强度、高硬度、高耐磨性以及高韧性的优点,解决了采用传统机械加工工艺生产出的农业机械设备零部件存在强硬度低、不耐磨和使用寿命低的技术问题。题。题。
技术研发人员:代萍
受保护的技术使用者:青岛春牧机械有限公司
技术研发日:2021.08.27
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。