1.本发明属于于纸箱粘接加工技术领域,尤其是一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法。
背景技术:
2.随着人们生活水平的提高,彩色瓦楞纸箱在商品包装中的使用越来越广泛。人们要求包装纸箱不但美观,而且更有环保功能,需要量与日俱增。目前,彩色瓦楞纸箱作为一种全新的促销展示手段,不仅在瓦楞纸箱的生产销售中所占比重将日趋加大,而且未来的发展空间也必将得到进一步拓展。为迎合瓦楞纸箱的运输功能向销售与运输复合功能方向的转变,在瓦楞纸箱的印刷加工方面,出现了预印刷的加工方式。瓦楞纸箱的预印刷(pre
‑
printing)发端于美国,始于20世纪80年代。例如中国专利cn2010105863466公开了预印面纸瓦楞纸板生产方法及生产线,顾名思义,预印就是在做成瓦楞纸板之前预先印刷好所需要的相关设计图案。柔性版印刷是一种直接轮转印刷方法,是指使用柔性印版并通过网纹传墨辊传递油墨的凸版印刷方式。它是目前凸版印刷中应用最广的印刷方式。柔性版是由橡胶版、感光性树脂版等柔性材料制成的凸版的总称。瓦楞纸箱预印所针对的承印物就不再是松厚怕压且表面不平的瓦楞纸板,而是卷简硬纸板。经过彩印后的面纸通过瓦楞纸板机贴合制成瓦楞纸板,自然就省去了后道印刷工序,也就减去了一个对瓦楞纸板加压的过程,此举称之为“预印”,这也是预印与传统纸箱印刷的根本差别所在。采用柔性版印刷工艺,由于印刷开槽机的机型结构和瓦楞纸板的浪形印面不适应精美印刷,所以只能印刷色块等低档色彩的瓦楞纸箱,且传统纸箱瓦楞受压变形,使瓦楞纸箱的强度降低,并且瓦楞自动生产线也难以发挥纸箱制作中的优势,自动化程度低,生产效率不高,影响了经济效益。采用柔印或者凹印将卷简面纸印刷后的下道工序就是上瓦楞纸板生产线,将印好的面纸与瓦楞纸粘合、纵切、横断形成带彩色图案的单张纸板,然后再进行模切、开槽制箱等后道工序。目前,行业里普遍使用的瓦线都是横断无印刷图案纸板,仅控制纸板的长度即可。而带有图案的纸板既要跟标横断,又要对图案进行位置控制,因此,采用纸箱预印工艺后须对瓦线进行改造。柔印工艺的印版有采用橡胶版进行制作的,也有使用固体或液体树脂版进行制版的,与其他印刷工艺相比,版材的特点就是一个“柔”字。柔性的版材印刷适应性强,能印刷较厚的瓦楞纸板,由于采用流动性较强的液体油墨印刷,并且版材柔软又光滑,可较好地克服材料表面粗糙的印刷弊病,进而获得墨层厚实、色彩鲜艳的印刷效果。但是,柔性的版材也因为“柔”而有不足之处,版材柔软带来的问题是网点增大值相对较大,印刷精细网纹版面的产品,质量效果明显不如胶印的产品。由于柔印工艺的固有特性,印刷版面容易出现变形等弊病。而目前市场上还未有解决办法及技术,因此本领域技术人员,亟待开发出一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法,以满足现有的技术要求和广泛的市场需求。
技术实现要素:
3.针对上述问题,本发明旨在提供一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法。
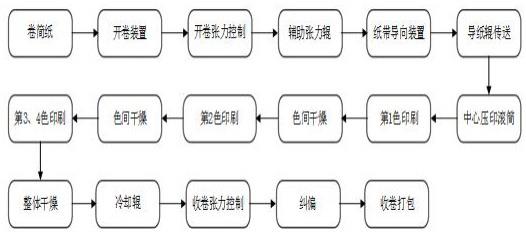
4.本发明通过以下技术方案实现:一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法,工艺方法流程具体为:卷筒面纸开卷预装、开卷张力控制、辅助张力辊预热、纸带导向纠偏、导纸辊导向、中心辊筒压印、第1色印刷、色间干燥、第2色印刷、色间干燥、第3色印刷、色间干燥、第4色印刷、整体干燥、冷却辊冷却、收卷张力控制、纠偏、收卷打包。
5.在印刷过程中,卷筒面纸的张力是决定印刷质量的关键因素,张力过大,卷筒面纸经常发生破裂;张力过小,可能会引起褶皱,影响印刷质量。闭环反馈控制采用张力检测并随时测定面纸的实际张力值,与预先设定的张力值比较,得到反馈信号后,通过张力控制装置对卷材张力进行调节,直至实际张力值与设定值相同或相近。
6.张力控制系统的组成包括:制动开关、离合器:当张力发生变化时,通过激磁电流来调节转差或扭矩;张力调节辊。设置在前、后,用于调节卷材张力的大小,它可在一定范围内移动或摆动;张力浮动辊:当张力调节后,会产生位移,并将位移信号通过反馈装置传递到调节装置;导向组辊:包括导向辊、牵引辊、铺平辊和制动辊。各辊用于牵引、支撑卷材,消除纵向褶皱,并调节卷材张力;三相交流异步电动机。
7.进一步的,所述的瓦楞纸箱用卷筒面纸为用宽度范围1550~3150mm、350~600g/m2的白卡纸,其含水率控制在6%。加工时,卷筒面纸应含有适当的水分,过干的纸板可引起皱褶和裂痕,过湿的纸板容易析层,并出现歪斜。因为时间间隔和水分条件变化较大,因此纸板制造和加工之间的缓冲库存不足以保证水分充分平衡。
8.进一步的,所述柔印版材为厚度为2.84~7.00mm,邵氏硬度为25~50a的感光树脂版,所述中心辊筒压印,压印滚筒的直径为1200~1520mm,镀层0.2~0.3mm,表面温度30~32℃。
9.印刷过程中,应尽可能使用薄版,因为与厚版相比,薄版不仅可进行平整的实地印刷,而且网点增大量小,套印精度高,印刷质量稳定,图像层次更精细。
10.进一步的,生产速度200~300m/min、最大纸卷直径1500~1800mm。
11.进一步的,所述的印刷薄版加衬垫为邵氏硬度为200~250pe底气垫包衬。
12.橡胶气垫衬垫比印版硬度低,在印刷受压时气垫包衬先压缩,因此印版变形小。
13.进一步的,所述印刷所用用的网纹辊线数为180~300lpi。
14.柔印机的干燥装置分为色间干燥和桥式干燥装置。色间干燥主要是将每色印刷完成好的油墨表层进行预干燥,以免影响到下一色印刷。当所有印刷都完成之后,再通过最后的桥式干燥装置进行彻底烘干。
15.进一步的,所述色间干燥为热风速度为40~50m/s、长度3~7m的桥式干燥箱干燥,所述整体干燥为热风速度35
‑
40m/s、干燥长度为4.5~6.5m桥式干燥箱。
16.瓦楞纸板质量较差时,应选用厚度较厚、硬度较低的版材;薄版与衬垫一起使用可获得优质效果。
17.为了避免恒张力收卷易产生外层卷筒面纸的张力叠加效应,即外层卷筒面纸将内层卷筒面纸压皱的现象,造成膜卷内心褶皱。理想的是随着卷筒面纸的半径逐渐增大,收卷
张力按要求逐渐减小,由计米传感器测量卷筒面纸所走的长度,导向辊辅助计米传感器的测量,接近开关检测收卷轴的标记点、收卷轴通过磁粉离合器与电动机相连接。张力控制原理:在运行过程中,由计米传感器连续不断发送长度单位信号给程序控制器的高速计数器端口。当收卷轴每转一圈,通过接近开关程序控制器得到周期信号,同时读取高速计数器中的当前值并且刷新操作,为下一周期计数做好准备。在读取每圈长度值后,经程序控制器内部计算出当前半径r值,按已知曲线输出对应的收卷张力n值,或转换为力矩值,用来控制执行元件本发明的有益效果:可以采用的是新型的水基性油墨无毒、无污染,完全符合绿色环保的要求,也能满足食品包装的需要。柔性版印刷由于印刷机构简单,它的印刷速度大为提高。采用薄版加衬垫技术的优势,版材重量下降,操作不费力,曝光宽容度大。制版迅速,洗版和烘干时间短。产量提高。成本降低,气垫包衬减少印刷点面压力,网点增大量下降;,避免印版变形,延长印版使用寿命,对于跳动过大的印版滚简有独特的补偿作用,对于低质量的瓦楞纸板有良好的适印性,并能避免损坏瓦楞纸板,可提高传统印刷设备的印刷档次。
18.相比现有技术本发明具有如下优点:印刷时网纹辊将油墨层均匀地涂布在印版图文部分,然后在压印滚简压力的作用下,将图文部分的油墨层转移到卷筒面纸表面,可获得良好的纸箱印刷展示效果,有更大的优越性,可以进行层次更加丰富的精美印刷,其印刷质量也稳定可靠,生产效率高,便于生产管理,可以进行高速印刷大大提高生产效率,提高经济附加值,可以有效避免水墨平衡不稳定且印刷色相不一致的现象。具有很高的投资回报性,同时也大大缩短了生产周期,节省了人力、物力和财力,降低了生产成本,提高了经济效益。
附图说明
19.下面结合附图1
‑
3对本发明进行详细说明,程序控制器内部计算的当前半径r值,和输出对应的收卷张力n值的变量曲线关系参考附图1;本发明瓦楞纸箱用卷筒面纸的柔性版印刷艺方法流程见附图2和卷筒面纸开卷张力控制闭环反馈调节路线见附图3。
具体实施方式
20.下面用具体实施例说明本发明,但并不是对本发明的限制。
21.实施例1一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法,工艺方法流程具体为:卷筒面纸开卷预装、开卷张力控制、辅助张力辊预热、纸带导向纠偏、导纸辊导向、中心辊筒压印、第1色印刷、色间干燥、第2色印刷、色间干燥、第3色印刷、色间干燥、第4色印刷、整体干燥、冷却辊冷却、收卷张力控制、纠偏、收卷打包,其中色间干燥为热风速度为50m/s、长度7m的桥式干燥箱干燥,所述整体干燥为热风速度40m/s、干燥长度为6.5m桥式干燥箱,柔印版材为厚度为2.84mm,邵氏硬度为50a的感光树脂版,所述中心辊筒压印,压印滚筒的直径为1520mm,镀层0.3mm,表面温度32℃,生产速度300m/min、最大纸卷直径1800mm,所述的瓦楞纸箱用卷筒面纸为用宽度3150mm、600g/m2的白卡纸,芯纸与里纸采用的是300g/m2箱板纸的瓦楞纸板,其含水率控制在6%,进一步的,所述的印刷薄版加衬垫为邵氏硬度为250pe底气
垫包衬,所述印刷所用用的网纹辊线数为300lpi,2.84mm的赛丽tdr112,浮雕高度1.0mm。
22.实施例2一种瓦楞纸箱用卷筒面纸的柔性版印刷工艺方法,工艺方法流程具体为:卷筒面纸开卷预装、开卷张力控制、辅助张力辊预热、纸带导向纠偏、导纸辊导向、中心辊筒压印、第1色印刷、色间干燥、第2色印刷、色间干燥、第3色印刷、色间干燥、第4色印刷、整体干燥、冷却辊冷却、收卷张力控制、纠偏、收卷打包,其中色间干燥为热风速度为40m/s、长度3m的桥式干燥箱干燥,所述整体干燥为热风速度35
‑
40m/s、干燥长度为4.5m桥式干燥箱,柔印版材为厚度为2.84mm,邵氏硬度为25的感光树脂版,所述中心辊筒压印,压印滚筒的直径为1200mm,镀层0.2mm,表面温度30℃,生产速度200m/min、最大纸卷直径1500mm,所述的瓦楞纸箱用卷筒面纸为用宽度1550mm、350g/m2的白卡纸,芯纸与里纸采用的是175g/m2箱板纸的瓦楞纸板,其含水率控制在6%,进一步的,所述的印刷薄版加衬垫为邵氏硬度为20pe底气垫包衬,所述印刷所用用的网纹辊线数为180lpi,2.84mm的赛丽dpc112感光树脂版。
23.为了避免恒张力收卷易产生外层卷筒面纸的张力叠加效应,即外层卷筒面纸将内层卷筒面纸压皱的现象,造成膜卷内心褶皱。理想的是随着卷筒面纸的半径逐渐增大,收卷张力按要求逐渐减小,由计米传感器测量卷筒面纸所走的长度,导向辊辅助计米传感器的测量,接近开关检测收卷轴的标记点、收卷轴通过磁粉离合器与电动机相连接。张力控制原理:在运行过程中,由计米传感器连续不断发送长度单位信号给程序控制器的高速计数器端口。当收卷轴每转一圈,通过接近开关程序控制器得到周期信号,同时读取高速计数器中的当前值并且刷新操作,为下一周期计数做好准备。在读取每圈长度值(周长)后,经程序控制器内部计算出当前半径r值,按变量曲线输出对应的收卷张力n值,或转换为力矩值,用来控制执行元件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。