独立切割装置
1.本技术是于2018年5月1日提交的名称为“独立切割装置”的中国专利申请2018800370202(pct/us2018/030511)的分案申请。
2.相关申请的交叉引用
3.本技术要求2017年5月1日提交的美国临时申请号62/492,500、2017年8月30日提交的美国临时申请号62/552,240、2017年8月30日提交的美国临时申请号62/552,248以及2017年8月30日提交的美国临时申请号62/552,252的优先权和利益,这些专利中的每一个均通过引用整体并入本文。
背景技术:
4.本发明整体涉及用于切割介质(诸如介质上的打印件)以按需创建类似“轻切(kiss cut)”或“模切(die cut)”的标签的便携式独立装置。产生压敏标签矩阵的传统方法主要涉及模切或者通过刀片或激光器的蚀刻或刻印过程。例如,模切通常通过平板或旋转机构来执行,并且涉及使用模具来剪切低强度材料(诸如压敏标签材料)的幅材(web)的过程。从历史上看,模切始于19世纪中叶作为制鞋业的切割皮革的过程,但随着时间的推移而发展,并且如今已经足够复杂以至切穿仅单层的层压体,由此使该过程适用于标签、邮票、贴纸等的生产。当仅要切割层压体的顶层时,模切操作通常以直线执行并称为“轻切”,因为切割过程不会干扰或切穿层压体或标签背衬。
5.不幸的是,存在许多与经由模切生产标签(诸如压敏标签)相关联的限制。例如,模具的制造和维护是昂贵的,并且要求操作员购进各种形状、尺寸和配置的模具以满足客户需求。例如,如果客户要求具有独特形状、尺寸或配置的标签,则模具操作员可能必须制造或购买特殊模具以能够生产满足该特定客户的标签,这可能既耗时又昂贵。
6.另外,用于创建标记或标签的打印机通常采用标记原料(stock)的供应源,一旦完成打印,就需要将该标记原料的供应源切成单独单元。单卷标记或供应原料可以被分为大量单独标签。因此,如果在通过特定模具的生产过程中期望不同尺寸或形状的标签,则必须中断生产以使得可以用期望模具更换该模具,这会导致停机和不必要的费用。
7.另外,用于许多此类标签的标记或供应原料由比纸张更难以切割的塑料、乙烯基(vinyl)或rfid原材料构成。虽然具有集成切割设备的打印机使用户能够通过一个设备在单个操作中进行打印和切割,但如果打印机或切割设备发生故障或出现故障,则整个集成设备可能变得无法使用并导致大量的生产停机和不必要的支出。
8.而且,与打印机一起使用以切割这些类型的材料的其他现有切割器具有其他缺陷或限制。例如,切割机被设计用于切割纸张并且不能有效切割塑料或其他重负荷原料。被设计用于切割乙烯模版的模版切割器与单笔绘图仪相似,但具有模版切割器保持器和可调整刀片。刀片可能具有不同的切割器角度。然而,有关打印机原料的测试已经表明,较陡轮廓(诸如约60度角)会卡住原料的边缘并阻塞打印机或切割设备的滑架。中等轮廓(诸如约45度角)在原料边缘上方移动,但反弹会导致短距离的穿孔切割,这是不期望的。较低轮廓(诸如约25度角)在原料的边缘上移动,但前缘并不完美,这很可能是由于切割器
从原料的前缘上方跳动而引起的。另外,如果原料未平放在砧座上,则在这种类型的切割器移动到原料中时,边缘损坏会成为问题。
9.虽然较平的刀片角度通常更容易在前缘上骑行,但对供应辊边缘的任何损坏仍可能导致打印机或切割设备的阻塞。另外,这些类型的切割器往往会很快磨损,随着时间的推移,这将导致对原料的不完美切割以及在修理(例如,削尖)或更换切割器时的频繁停机。粘合剂也可能堆积在切割器刀片上,由此加剧问题。并且,如果正在切割的介质没有保持一定的张力,则可能会导致打印机或其他切割设备的阻塞。具有较平切割角度的刀片及其抵靠进行切割的砧座也容易过早磨损和损坏。切割器在不弹跳的情况下可行进的速度也受到限制。此外,目前尚不清楚将这种类型的切割器旋转180
°
以转动和进行回切是否将会对切割器、打印机或其他设备的整体寿命产生不利影响。
10.因此,在本领域中,长期以来需要可清洁且有效地切割沉重或塑料的标记原料而不会阻塞的独立切割器识别。还需要不依赖打印机,但可与打印机结合使用或在打印机的下游使用的独立切割器设备。另外,需要一种独立的切割器设备,该切割器设备可以通过仅切割层压体的顶层或片材来创建模拟模切的切割操作,以使得用户能够订购和存储一个基部卷并根据需要从其生成具有不同形状、尺寸和配置的多个标签。
11.本发明公开了一种独特的独立切割装置,该切割装置除了普通和/或轻型标记或纸质原材料外,还可以切割由塑料、乙烯基或rfid供应材料制成的标记原料或基部卷材料。本发明还公开了独特的独立切割装置,该切割装置能够执行“轻切”和类似模切的其他切割,而没有与模切器的使用相关联的缺点。此外,本发明公开了独特的用户特征以便以安全且有效的方式配置和维护独立切割识别及其各种部件。
12.切割装置可以用作位于打印机下游的独立设备,诸如目前由加利福尼亚州帕萨迪纳市的avery dennison公司制造和销售的打印机,包括adtp1和adtp2标记切割打印机,或用作移动设备以使得可以将其移动到各种不同的位置以与工业打印机或其他组合一起工作。
技术实现要素:
13.以下呈现简化的发明内容以便提供对所公开的创新的一些方面的基本理解。该发明内容不是详尽概述,并且其不旨在标识关键/重要元素或描绘其范围。其唯一目的是以简化形式提出一些概念,作为稍后提出的更详细描述的序言。
14.本文公开和要求保护的主题在其一个方面包括用于切割或“轻切”介质(诸如打印在介质上的)的独立切割装置。所述装置优选地包括壳体、切割器组件、滑架组件、驱动元件以及用于为驱动元件提供动力的电动机。
15.根据一个实施例,切割器组件、滑架组件、驱动元件和电动机至少部分地定位在壳体内。壳体还可以包括一个或多个电连接和/或数据连接,使得切割器装置可以从以下接收命令(经由硬连线或无线):驱动打印机的计算机,或打印机本身,以及用于从例如打印机或其他原料处理装置接收待切割的原材料的进口,和用于排出已切割的原料介质的出口。在本发明的另一优选实施例中,壳体还可包括篮子,所述篮子定位在出口附近并略低于出口以捕获和存储已切割的原料介质,直到用户准备取回它为止。
16.在一个实施例中,滑架组件包括基部元件、引导轴和螺杆轴,并且基部元件包括撞
击板或砧座。螺杆轴使切割器组件沿着引导轴来回移动,并且跨正切割的介质或原料移动(即,沿向前和向后方向都进行切割)。切割器组件还包括压力调整元件,该压力调整元件用于调整切割元件施加到被切割的介质或原料的力或压力的量。切割元件可以包括第一斜面和第二斜面以便在切割器组件跨原料介质来回移动时更好地促进在来回方向上的切割,而且还能够跨幅材进行倾斜切割和垂直切割。
17.在替代实施例中,滑架组件包括基部元件、引导轴和螺杆轴,并且基部元件包括撞击板或砧座。螺杆轴使切割器组件沿着引导轴来回移动,并且跨正切割的介质或原料移动(即,沿向前和向后方向都进行切割)。切割器组件还包括切割器滑架和可易于更换的切割器筒,其中所述切割器筒包括切割深度调整旋钮、止动部件、偏心小齿轮轴、承载辊和切割元件。切割元件可以包括第一斜面和第二斜面以便在切割器组件跨原料介质来回移动时更好地促进在来回方向上的切割,而且还能够跨幅材进行倾斜切割和垂直切割。
18.在一个实施例中,基于用于切穿最严重或最坚硬的允许介质的力量,切割器组件的切割力是不可调整的,而是在组装时具有固定负载。切割深度由相邻承载辊与刀轮的直径差控制,并且可以由操作员进一步调整,以通过承载辊和切割器轮共用的可旋转偏心小齿轮轴进行附加控制。
19.在本发明的一个实施例中,切割器机构和附接盖可以被配置为具有宽角度的出口喉部,以便有助于将新切割的标签或其他材料从内衬载体幅材剥离和移除。另外,蜗杆螺钉轴可以定位在更靠近切割器轮的位置以抵抗切割器力并最小化长期磨损。另外,切割器载架可以由填充特氟隆
tm
(teflon
tm
‑
filled)的共聚物或类似材料组成以减少设备上的摩擦和磨损。
20.在另一个实施例中,切割器轮和深度控制部件封装在筒组件内,该筒组件很容易安装和从切割器载架移除而无需使用外部工具,由此减少了切割装置的总停机并为操作员节省了成本。此外,所述部件可以由向切割器轮施加切割压力的相同部件保持在适当位置。
21.在一个实施例中,可以通过将支撑切割器轮和承载辊的公共偏心轴沿顺时针或逆时针方向旋转多达90
°
来控制附加的切割深度。更具体地,偏心轴通过止动部件保持在分度位置,该止动部件由向切割器筒和切割器轮施加切割压力的相同部件致动。
22.在本发明的一个实施例中,可以通过使用单个拉伸弹簧来获得切割压力,所述拉伸弹簧使压力毂部件绕蜗杆螺钉轴旋转,从而产生向下作用在切割器筒上并最终作用在切割器轮上的直接线力。在另一个实施例中,预期是磨损件的切割砧座或板可以被拧到安装表面上并且对称地配置,从而能够被重新定向180
°
和/或翻转。以这种方式,切割砧座或板在必须更换之前可具有多达四个单独的使用寿命,由此为操作员节省成本并为切割装置减少总停机。
23.为了实现前述和相关目的,本文结合以下描述和附图描述了所公开的发明的某些说明性方面。然而,这些方面仅指示可以采用本文所公开并且旨在包括所有这些方面及其等同形式的原理的各种方式中的几种。当结合附图考虑时,根据以下详细描述,其他优点和新颖特征将变得显而易见。
附图说明
24.图1示出了根据所公开的架构的本发明的切割装置的一个实施例的前透视图。
25.图2示出了根据所公开的架构的本发明的切割装置的一个实施例的后透视图。
26.图3示出了根据所公开的架构的本发明的切割装置的一个实施例的前透视图,其中前盖被移除。
27.图4示出了根据所公开的架构的切割装置的一个实施例的透视图,其中壳体被移除。
28.图5a示出了根据所公开的架构的本发明的切割装置的切割器组件的一个实施例的透视图。
29.图5b示出了根据所公开的架构的图5a的切割器组件的切割元件或切割轮的一个实施例的透视图。
30.图6示出了根据所公开的架构的包括具有第一斜面和第二斜面的刀片部分的切割元件的一个实施例的透视图。
31.图7a示出了根据所公开的架构的切割元件的刀片部分的斜角的一个实施例的平面图。
32.图7b示出了根据所公开的架构的切割元件的刀片部分的斜角的替代实施例的平面图。
33.图7c示出了根据所公开的架构的切割元件的刀片部分的斜角的另一替代实施例的平面图。
34.图8示出了根据所公开的架构的切割装置的替代实施例的一部分的局部透视图。
35.图9示出了根据所公开的架构的切割装置的滑架组件的基部元件的透视图。
36.图10示出了根据所公开的架构的滑架组件的螺杆轴的透视图。
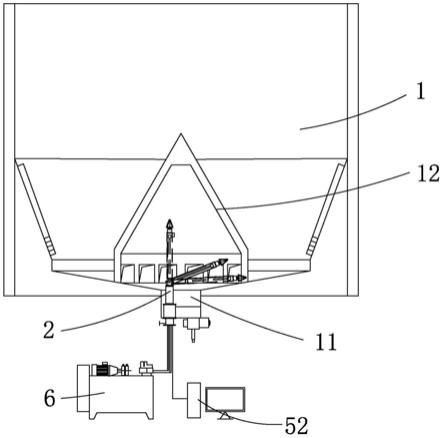
37.图11示出了根据所公开的架构的本发明的切割装置的各种控件的一个潜在实施例的剖视图。
38.图12a示出了根据所公开的架构的供应原料的透视图。
39.图12b示出了根据所公开的架构的图12a的供应原料的部分的透视图。
40.图13示出了根据所公开的架构的与供应原料的部分接合的切割元件的刀片部分的侧视截面图。
41.图14示出了处于原始位置并且根据所公开的架构的切割器组件的替代实施例的一部分的放大透视图。
42.图15示出了根据所公开的架构的图14的切割器组件的替代实施例的放大透视侧截面图。
43.图16示出了根据所公开的架构的图14的切割器组件的替代实施例的透视后视图。
44.图17示出了根据所公开的架构的图14的切割器组件的替代实施例的透视前视图,其中盖被移除。
45.图18示出了根据所公开的架构的图14的切割器组件的替代实施例的透视后视图,其中盖被移除。
46.图19示出了根据所公开的架构的图14的切割器组件的替代实施例的特定部件的透视前视图。
47.图20示出了根据所公开的架构的图14的切割器组件的替代实施例的特定部件的透视前视图,其中切割器筒从切割器载架移位。
48.图21示出了根据所公开的架构的图14的切割器组件的替代实施例的特定部件的透视前视图,其中释放致动器被移除并且切割器筒在切割器载架中处于接合位置。
49.图22示出了根据所公开的架构的图14的切割器组件的替代实施例的特定部件的透视前视图,其中切割器筒在切割器载架中处于脱离位置。
50.图23示出了根据所公开的架构的图14的切割器组件的替代实施例的特定部件的透视前视图,其中切割器筒和释放致动器被移除并且切割器筒从切割器载架移位。
51.图24示出了具有相关部件并且根据所公开的架构的图14的切割器组件的替代实施例的放大透视截面图。
52.图25示出了其中相关部件处于接合位置并且根据所公开的架构的图14的切割器组件的替代实施例的透视截面图。
53.图26示出了根据所公开的架构的图14的切割器组件的替代实施例的切割器筒的偏心小齿轮轴的透视图。
54.图27示出了根据所公开的架构的图14的切割器组件的替代实施例的切割器筒的偏心小齿轮轴的从承载辊侧观察的侧视图。
55.图28示出了根据所公开的架构的图14的切割器组件的替代实施例的切割器筒的偏心小齿轮轴的从切割器轮侧观察的侧视图。
56.图29示出了根据所公开的架构的图14的切割器组件的替代实施例的切割器筒的偏心小齿轮轴的放大侧视图,示出在沿任一方向旋转90
°
时的小齿轮轴的偏心部分的较高位置和较低位置。
57.图30示出了根据所公开的架构的由微处理器控制的样品切割过程流程图。
具体实施方式
58.现在参考附图描述本发明,其中贯穿全文,相似的附图标记用于指代相似的元件。在下面的描述中,出于解释的目的,阐述了许多具体细节以便提供对其的透彻理解。然而明显的是,在没有这些具体细节的情况下可以实践创新。在其他实例中,以框图形式示出了公知的结构和设备以便有助于对其进行描述。
59.本发明公开了一种独立切割装置,该独立切割装置可以在前后方向上快速且干净地切割或“轻切”介质原料20的幅材(诸如纸层压体、乙烯基或rfid原材料的面片材)而不会损坏切割刀片或材料。具体地,在本发明的切割装置可以在原料20上进行类似“模切”的切割,而不受传统模切设备的相同结构和操作限制。
60.首先参考附图,图1
‑
3示出了根据本发明的独立切割装置100。切割装置100用于切割供应原料,诸如但不限于纸张、纸板、层压材料、塑料、乙烯基、rfid供应等,或本领域普通技术人员已知的可以接受打印或其上可通过打印制造的任何其他材料。供应原料可以是重型、普通或轻型的原材料。
61.如图1
‑
3所示,切割装置100是独立设备,其可以位于打印机的下游以切割由打印机供应的供应原料20上的打印件。切割装置100也可以适合作为附件以连接到现有台式、便携式或其他类型的喷墨、热、激光打印机的出口,诸如加利福尼亚州帕萨迪纳市的avery dennison公司目前生产和销售的打印机,或者用于与所述打印机进行无线通信。
62.切割装置100优选地包括壳体101、滑架组件102和可重定位的切割器组件116,该
切割器组件被允许沿着诸如螺杆轴114的轴行进,如下文更充分地解释。壳体101的形状通常可以是立方体,并且优选地由前面板1010、后面板1012、相对侧面板1014、顶部1016和底部1017组成,但在不影响本发明的整体范围的情况下也可以考虑其他几何形状。尽管壳体101的尺寸(即,长度、宽度和高度)是重要的设计参数,但壳体101可以是确保使用期间的最佳性能并使空间和/或占地面积要求最小化的任何形状或尺寸。
63.壳体101还可以包括一个或多个电连接1018和/或硬连线或无线数据连接1019,使得切割装置100可以从电源(诸如电源插座或电池组)(未显示)接收电力,并且从计算机或驱动打印机的其他设备或打印机本身发送/接收命令。可替代地,切割器装置100还可以包括计算机微处理器、存储器和其他众所周知的部件以用作独立的独立设备,如图11中总体上所指示的。
64.后面板1012优选地包括开口或进口1013以用于接收待由切割装置100切割的供应原料20,并且还可以包括电连接1018和/或数据连接1019。类似地,前面板1010优选地包括开口或出口1015以用于将已切割的供应原料20排放给操作者。前面板1010还可以包括篮子或托盘103,其位于出口1015的附近和下方以便在已处理或切割的供应原料20经由出口1015从切割装置100排出时接收该已处理或切割的供应原料,并且为用户(未显示)存储该已处理或切割的供应原料。顶部1016还可以包括与上述计算机微处理器通信的用户界面105,以允许用户命令切割装置100作为独立设备且无需打印机的帮助,如本领域普通技术人员将理解的。尽管如此,还可以预期,所述进口1013和出口1015、用户界面105、电连接1018、数据连接1019和篮子/托盘103可以分别位于壳体101上的其他位置,而不影响本发明的整体概念。
65.如图4所示,滑架组件102优选地包括切割器支架或基部元件104以及从所述基部元件104向上延伸的一对侧支架110,以用于安装到壳体101的相应内部侧面板1014。更具体地,一对侧支架110中的每一个都可以通过本领域中公知的任何装置(诸如紧固件、突片等)附接到侧面板1014中的对应侧面板。
66.如图4和图9所示,切割器支架或基部元件104优选地与安装框架106和撞击板108配合,该撞击板用作切割元件134的砧座。安装框架106和撞击板108可以集成为单个单元,或者撞击板108可以是分开的并且是可拆卸的以用于由于磨损或其他需要而更换。基部元件104可以由铝、低碳钢或任何其他适当的硬质材料制成。唯一的潜在限制是用于构造基部元件104或(如果适用的话)撞击板108的材料优选比用于构造切割元件134的材料更软以最小化切割元件134上的磨损。如果撞击板元件108是可拆卸的,则安装框架106和撞击板108可以由不同的材料制成以减少成本。理想地,撞击板108被定位成基本上与进口1013和出口1015两者相邻,使得当切割装置100通过进口1013接收到供应原料20时,该供应原料自动越过撞击板108,其中通过切割元件134将其切成单独的标签或标记,这些标签或标记然后通过出口1015从切割装置100中排出并落入篮子103中,在这里它们可以被存放直到操作者取回。
67.如图3、图4、图8和图10所示,滑架组件102还包括引导轴112和蜗杆或螺杆轴114。引导轴112是能够以生产速度沿任一方向(即,向前或向后)移动切割器组件116跨过供应原料20的轴,诸如但不限于高间距线性轴。引导轴112在切割器组件盖的侧面和一对侧支架110之间跨过切割装置100,并且位于撞击板108上方但在螺杆轴114下方。
68.螺杆轴114通常是螺纹杆,诸如但不限于爱克姆(acme)螺纹,或能够用作蜗杆螺钉的任何类似螺纹杆。在一个实施例中,螺杆轴114可以是mcmaster
‑
carr超光滑螺纹杆6350k16,其具有3/8英寸
‑
5螺纹,具有5:1的速比和一英寸的行程/转数。另一个实施例可以采用每英寸行程需要十二转的3/8
‑
12爱克姆螺纹。螺杆轴114还在一对侧支架110之间跨过切割装置100,并且位于引导轴112和撞击板108两者上方。螺杆轴114的一端可以穿透一对侧支架110中的一个,使得其可以接合驱动元件146,如图3所示并且在下文中描述。
69.如图5a和图8所示,切割器组件116包括切割元件134、引导元件118、切割器保持器124和压力调整元件130。引导元件118包括用于接收和接合引导轴112的连续引导轴孔120,以及位于引导轴孔/开口120上方以用于容纳和接合螺杆轴114的连续螺杆轴孔或开口122。压力调整元件130可以是单独部件,或者可以替代地被集成到引导元件118的顶部中。压力调整元件130包括多个调整器132,诸如但不限于螺钉、销、杆和/或弹簧部件,或者本领域普通技术人员已知的任何类似类型的调整元件。多个调整器132使得切割器保持器124能够相对于压力调整元件130重新定位以调整其间的距离。例如,在图5a中,操作员可以通过分别沿顺时针方向或逆时针方向转动紧固件117来增加或减少距离。通常,切割器保持器124与压力调整元件130之间的距离越短,切割元件134施加在供应原料20和撞击板或砧座108上的压力或力就越大。
70.切割器保持器124包括用于固持切割元件134的防护部分126,以及用于将切割元件134可旋转地保持在适当位置的轴128。切割器保持器124可以由任何耐用的材料制造,诸如金属或塑料,并且可以通过注射模制或任何其他合适的制造技术来增材制造。另外,切割器保持器124可以与切割器组件116分离,使得例如当切割元件134变钝或损坏时,用户可以更换整个切割器保持器组件(包括切割元件134),而没有受伤的危险。可替代地,切割元件134可以根据需要被自身移除以进行单独的更换或修理(例如,磨快)。
71.如图5b、图6和图7a
‑
c所示,切割元件134通常是由切割器保持器124固持的轮刀。切割元件134可以包括轴孔136、内唇缘138和刀片部分140。刀片部分140可以插入在切割器保持器124的防护部分126内以保护操作者和锋利边缘免受损坏。切割元件134可易于更换,并且可以由工具钢、碳化物、或本领域普通技术人员已知的用于切割工具的任何类似材料制成。当切割供应原料20时,切割元件134压靠滑架组件102的固定撞击板108上以完全切断供应原料20。可替代地,可以调整或操纵压力调整元件130,使得切割元件134不切穿供应原料20的整个厚度(也称为“轻切”),这可能是用户所期望的。
72.如在图7c中最佳地示出的,切割元件134的刀片部分140优选地包括第一斜面142。第一斜面142的角度可以基于要切割的供应原料20的材料和/或厚度而变化,并且操作者可以选择斜面的适当角度以施加干净和有效地切割供应原料20所需的适当力。尽管几乎可以使用任何角度,但取决于特定应用,本发明的最优选实施例将采用在约25度至约60度范围内的斜角。
73.如在图7a
‑
b中最佳示出的,刀片部分140还可以包括第二斜面144,该第二斜面与第一斜面142具有相似的角度以在沿前后方向切割时增加切割效率。另外,第二斜面144可以产生较小接触点,该较小接触点通过保持刀片部分140基本上没有粘合剂积聚来减小原料供应20上的粘合剂位移并改善刀片寿命,该粘合剂位移另外可能是由于与原料供应20反复接触而造成的,并导致刀片140的变钝。
74.实验表明,当使用压力为约5.4磅/英寸的碳化合金切割元件134或压力为约4.2磅/英寸的工具钢切割元件134时,供应原料20的切割质量在两个切割方向上通常是相同的。通过包括60度在内的双斜面轮刀进行的测试还表明,切割弹簧力近似等于3.3磅/英寸;针对25度单斜面碳化合金轮刀的力近似等于5.4磅/英寸;以及针对25度单斜面工具钢110895的力近似等于5.4磅/英寸。尽管如此,在不影响本发明的总体构思的情况下,还可以考虑其他压力和斜角。
75.如图3最佳所示,切割装置100还可以包括驱动元件146和用于操作驱动元件146的电动机147。驱动元件146可以是皮带、皮带轮、轴等,或者是能够旋转螺杆轴114的任何元件。电动机147通常是步进电动机,其由相关固件、滑架传感器支持、独立pc板和电源支持控制,如图11所示。可以使用固定压力设置、“c”型传感器或微型开关(而不是机械开关)、下部转杆和介质张紧器施加附加控制。
76.在本发明的一个优选实施例中,针对螺杆驱动概念的电动机147要求和操作参数可以包括以下中的一项或多项:(i)用于在切割器轮中以5.8磅/英寸(lb./in)负载驱动轴的最大峰值转矩近似等于12.3盎司/英寸(oz./in);(ii)用于在切割器轮中以4.2磅/英寸负载驱动轴的最小峰值转矩近似等于8.75盎司/英寸;(iii)四英寸宽的介质的总行进距离为约4.5英寸(包括向上倾斜和向下倾斜);(iv)螺纹轴上的10t正时皮带轮;(v)电动机上的20t正时皮带轮;(vi)切割器在测试台上的行进时间近似等于三秒钟的周期,其中切割时间为两秒钟,行程为十二转至一英寸;以及(vii)将轮刀的轮廓更改为双斜面会减小切割器负荷力。尽管如此,上述参数仅出于示例性目的而提出,并且不应被解释为限制,因为预期本发明的切割装置100也根据各种其他参数进行操作。
77.如先前所讨论的,本发明的切割装置100用于切割或“轻切”供应原料20。如图12a所示,供应原料20可以包括标记或标签原材料的幅材或卷,其可以由打印机在其上进行打印并然后由切割装置100切割成单独的标记或标签。另外,可能以卷对卷的矩阵馈送供应原料20,其中外部内衬卷筒包含已切割的标签矩阵。如图12a和图12b所示,可以将供应原料20切成供应原料20的部分22,诸如标签。切割装置100可以被设计成根据需要采用可变切割,使得供应原料22的部分可以根据需要改变尺寸和/或形状。此外,本发明的独立切割装置100可以用于进行“轻切”,这意味着仅可以切割标签原料20(诸如压敏标签原料)的顶层,而背衬保持完整。
78.更具体地并如图12b所示,供应原料20可以包括顶部或面元件24、粘合元件26和内衬元件28。面元件24可以由热敏纸或热转移纸或任何其他合适的标签材料制成。粘合元件26可以由被设计为不流入切割区域的真正切割粘合剂制成,并且被定位或夹在所述面元件24和内衬元件28之间。内衬元件28可以由诸如但不限于bg30、bg25、pet12等的背衬材料制成。如图13所示并且在下面更全面地解释,切割装置100可以被配置成将供应原料20切割到不完全穿透供应原料20的深度。更具体地,切割装置100的压力调整元件130可以被配置成切穿面元件24和粘合元件26,但是不切入或切穿背衬纸或内衬元件28。
79.以下继续描述涉及切割器组件的替代实施例。除非另有说明,否则本发明的切割器组件的替代实施例利用类似的驱动部件,不同的是由所述切割器组件施加到供应原料20的切割压力是不可调整的,而是组装后的固定负载,并且切割深度由切割器轮/刀片和相邻承载辊的直径差以及操作员可调整的附加切割深度控件来控制。
80.切割器组件116与切割器组件424的替代实施例之间的其他区别在下面以及在图14
‑
29中更充分地描述。尽管许多所述附图将替代切割器组件424描绘为打印机的一部分,诸如目前由加利福尼亚州帕萨迪纳市的avery dennison公司生产和销售的adtp1或adtp2打印机,但应当理解,所述附图仅出于说明的目的,并且替代切割器组件424可以与切割装置100一起使用作为独立设备并且被封闭在壳体101中,如上面相对于切割器组件116所述。
81.更具体地,切割装置100包括滑架组件102。如在先前的实施例中,滑架组件102包括基部元件104、引导轴112和螺杆轴114。基部元件104包括安装表面106(诸如框架)和撞击板108。在上述先前的实施例中,引导轴112位于螺杆轴114的下方,并且位于供应原料20的供应路径的下游。另外,在先前的实施例中,螺杆轴114定位在引导轴112上方,并且与切割装置100的施加的切割力偏移。
82.然而,在本发明的替代实施例中,引导轴112和螺杆轴114的位置是相反的,使得螺杆轴114位于引导轴112下方。在此较低位置,螺杆轴114在实际上相对于相反切割力更近且更垂直(即,成近似直角),这最小化悬臂式负载并减小各种移动部件上的长期磨损的可能性,同时仍允许操作员轻松且开放地接近切割装置100以移除切割或“轻切”的标签。此外,在该特定实施例中,上引导轴112现在定位成更远离螺杆轴114以减小滑动引导特征上的旋转负荷。另外,通常被认为是磨损件的切割砧座或撞击板108可以被拧入或以其他方式附接到安装表面106上的适当位置中并且被对称地配置,从而能够被重新定向180
°
和/或翻转。以这种方式,切割砧座或撞击板108在必须更换之前可具有多达四个单独的使用寿命,由此为用户节省成本并为设备及其操作员减少停机。
83.已经描述了与替代切割器组件424一起工作所必需的切割装置100的其他部件之间的大体差异,现在将更详细地描述实际的切割器组件。图14至图18都示出了处于初始位置并准备接收切割指令和开始切割过程的切割器组件424的各部分。更具体地,图14是切割器组件424的部分的放大透视图,该切割器组件的部分被保护盖部分地遮挡,并且图15是切割器组件424的放大透视侧视截面图。图16示出了切割器组件424的透视后视图,其中保护盖被移除,并且图16至图18示出了切割装置100和切割器组件424的广角出口,从而允许容易地从供应原料20移除切割标签。这也允许操作员容易接近以将供应原料20安装或装载到切割装置100中。
84.切割器组件424包括切割器载架(carrier)426和可移除的切割器筒438,下面分别更全面地描述它们中的每一个。另外,在本发明的这个特定实施例中并如图16
‑
18最佳所示,切割装置100还包括筒释放致动器416,该筒释放致动器包括筒释放突片418和致动器突片420。筒释放致动器416优选地位于切割装置100的“原始”侧并且在切割器组件424的外侧,其优选地位于螺杆轴114的与驱动元件146端部相对的端部上。筒释放致动器416允许操作员在不需要外部工具的情况下,将切割器筒438作为整体单元从切割器组件424的切割器载架426释放和移除。更具体地,操作者沿向后或逆时针方向致动或按压筒释放突片418,这继而允许切割器筒438与切割器组件424接合或脱离。以这种方式,切割器组件424可以在最小的努力、受伤风险和/或停机下容易地被修理或更换。如在图18中最佳示出的,切割装置100还可以包括光学中断传感器422和切割器载架426上的光学中断刀片或肋(未示出)以便在切割过程结束时允许对电动机控制进行适当的感测。
85.切割器载架426优选地由低摩擦材料(诸如但不限于填充有特氟隆的共聚物)制成
以便与上引导轴112配合来减少滑动接触表面的摩擦和磨损。如图22和图23所示,切割器载架426定位在引导轴112的端部上,优选与驱动元件146的一侧相对,并且包括引导轴孔或开口428以用于接收和固持引导轴112。切割器载架426还包括蜗杆轴孔或开口430和蜗杆螺钉螺母432。蜗杆轴孔430可旋转地接收螺杆轴114,该螺杆轴由蜗杆螺钉螺母432固持,如图15中最佳所示。在该实施例中,引导轴开口428位于蜗杆轴开口430上方。切割器载架426还包括用于可释放地固持切割器筒438的切割器筒保持器434。切割器保持器434可以包括多个附接点436,诸如用于支持或支撑切割器筒438的直径柱或钩。
86.图15示出了切割装置100的横截面,并且示出了如何获得弹簧载荷并将其施加到切割器筒438。更具体地,切割装置100还包括压力毂466和压力施加元件472。压力施加元件472通常是类似于上述的单个弹簧,诸如拉伸弹簧。本发明的单弹簧实施例释放了切割装置100的其他部件所需的宝贵空间,并且组装和维护的复杂性降低。另外,使用单个弹簧472允许引导轴112和螺杆轴114相对于所施加的阻力重新定位,由此避免悬臂式负载并减少切割装置100的相关移动部件上的磨损。
87.经由引导轴112和螺杆轴114外侧的单个拉伸弹簧472来施加切割压力。如图25所示,压力施加元件/弹簧472定位在切割器载架附接点474和压力毂附接点476之间并附接到其,该压力毂附接点附接到压力毂466或作为压力毂的部分。压力毂466可绕螺杆轴114的端部旋转并由蜗杆螺钉螺母432固持。压力毂466包括压力施加部分468和致动器接片元件470。更具体地,拉伸弹簧472中的张力和压力毂466围绕螺杆轴114的可旋转连接导致向下的力或压力通过压力施加部分468施加到切割器筒438的止动部件446上。这种设计导致向切割器筒438的切割刀片462上施加连续、直接的、在线的压力,同时保持紧凑、简单的组装。所有承重部件都彼此靠近并且被配置成减小长期磨损,这可能导致停机和生产率下降。
88.图16和图17示出了没有盖的切割装置100,该切割装置包括电动机147和皮带驱动146的布置,用于以与上文所述方式类似的方式旋转螺杆轴114。还具体示出了筒释放致动器416从图19所示的第一位置到图20中的第二位置的逆时针旋转如何导致与实际突片元件420与图18所示的可旋转切割压力毂466上的致动器凸片元件470的接合,这继而引起延伸弹簧472伸长。当弹簧472伸长并且压力毂466围绕螺杆轴114沿逆时针方向旋转时,压力施加部分468从切割器筒438的止动部件446脱离以使其保持与附接点436接合。在不再向切割器筒438的止动部件446施加压力的情况下,切割器筒438可以容易地从切割器载架426上移除并重新安装。
89.图19示出了压力施加部分468接合切割器筒438的止动部件446并向其施加压力,由此致使切割器筒438被保持在切割器载架426的所述多个附接点436中。图20示出了压力施加部分468从切割器筒438的止动部件446脱离并且不再向其施加压力,由此允许将切割器筒438从所述多个附接点436和切割器载架426移除。
90.图21示出了切割器组件424的透视正视图,其中释放致动器416被移除并且切割器筒438在切割器载架426中处于接合位置。图22示出了切割器组件的透视正视图,其中压力毂466已完全旋转,由此释放切割器筒438上的压力。在移除所述压力的情况下,示出了切割器筒438滑动到切割器筒保持器434的固持狭槽或附接点436的顶部,如在切割器筒438的安装或移除期间的情况。
91.图23示出了切割器组件424的透视正视图,其中释放致动器416被移除并且压力毂
被旋转到脱离位置,由此允许切割器筒438从切割器载架426移位。显然的是,切割器筒438的四个直径支柱与切割器载架426中的切割器筒保持器434的四个匹配狭槽对准并接合。
92.除其他事项外,图24和25示出了切割器筒438及其各种部件的放大剖视图。更具体地说,切割器筒438包括:壳体440、一对间隔开的把手或手柄442、切割深度调整旋钮444、止动部件446、小齿轮轴448、承载辊456、多个轴承458、多个间隔件460和切割刀片462。
93.壳体440用于支撑切割器筒438的各个部件,并且如图23所示,所述一对把手442中的一个把手位于壳体440的每一侧上以允许操作员容易且牢固地处理切割器筒438,例如当从切割器载架426安装和/或移除时。如图19
‑
23最佳所示,可旋转切割深度调整旋钮444具有:围绕其圆周的至少一部分定位以用于与止动部件446的尖端部分接合的多个凹槽或凹口;以及在表面上出现以允许操作员调整并跟踪其旋转量的指示器,该旋转量表示切割深度。更具体地,可滑动地固持的止动部件446与切割深度调整旋钮444的所述多个凹槽中的选定凹槽接合,以将切割深度调整旋钮444保持在特定且期望的旋转分度位置中,并且如上文所述,止动部件446通过由可旋转压力毂466经由压力施加部分468施加的压力被保持在适当位置。图24
‑
25还示出了如何将切割压力施加到壳体440并最终施加到切割刀片462和承载辊456,以及施加压力以将止动组件446的尖端固持为与切割深度调整旋钮444中的选定槽进行分度配合。
94.切割深度调整旋钮444可以沿顺时针或逆时针方向旋转最多90
°
。切割深度调整旋钮444的旋转继而致使偏心小齿轮轴448在壳体440内旋转。如在图24
‑
25中最佳地示出的,偏心小齿轮轴448直接支撑多个轴承458和多个间隔件460,并且间接地支撑承载辊456和切割刀片462,如下文更充分地描述。
95.图26进一步示出了偏心小齿轮轴448,其包括位于偏心小齿轮轴448的端部处的一对壳体支撑件450、与所述壳体支撑件450中的一个相邻定位的承载辊支撑件452、以及与相对壳体支撑件450相邻定位的切割器支撑件454。另外,如图24
‑
26所示,在所述承载辊支撑件452和所述切割器轮支撑件454之间,间隔件或脊r可以由偏心小齿轮轴448的圆周一体地形成并从其向外延伸。重要的是,一对壳体支撑件450和承载辊支撑件452同心对准,但壳体支撑件和承载辊支撑件452都不与切割器轮支撑件454同心对准。换句话说,切割器轮支撑件454的中心线与偏心小齿轮轴448的其他部分偏心或偏离,如下面更充分地说明的。
96.如上文所讨论并在图24中最佳示出的,所述多个轴承458中的至少一个沿着偏心小齿轮轴448定位在脊r的每一侧上,并且定位在承载辊支撑件452和切割器轮支撑件454的每一个顶上。另外,所述多个间隔件460中的至少一个还沿着偏心小齿轮轴448邻近每个轴承458的外侧定位,并且紧邻所述承载辊支撑件452和切割器轮支撑件454中的每一个定位。切割器轮或刀片462可以是本领域中已知的任何切割器,但优选地类似于切割元件134,如上文所述。切割器轮462沿着偏心小齿轮轴448定位在轴承458的顶部上方,其进而定位在切割器轮支撑件454的上方。类似地,承载辊456沿着偏心小齿轮轴448定位在轴承458的顶部上方,其进而定位在辊支撑件452的上方。另外,承载辊456在直径上通常比切割器轮462稍小,该切割器轮标称地控制固定的切割深度。另外,因为切割器轮462可旋转地安装在轴承458上,该轴承继而安装在小齿轮轴448的偏心部分上,所以当小齿轮轴448旋转时,切割器轮462将比承载辊456稍微更高(或更低),这提供了扩展的切割深度调整范围以考虑到供应原料的厚度、刚度或其他制造变量的其他变化。
97.图27示出了从承载辊支撑件452侧观察的偏心小齿轮轴448的端视图,并且示出了承载辊456和承载辊支撑件452的中心457相对于切割器轮462和切割器轮支撑件454的中心464的偏移关系。对于本领域的普通技术人员应当显而易见的是,当偏心小齿轮轴448绕着承载辊中心457沿顺时针或逆时针方向旋转最多90度(通过操作员转动或旋转切割深度调整旋钮444)时,切割刀片462的中心464在竖直方向上高于或低于承载辊452的中心457,如图28
‑
29所示。当通过切割深度调整旋钮444和弹簧加载的止动部件446保持在锁定位置时,切割器轮中心464的这种在竖直方向上较高或较低的位置移位可以进一步调整切割刀片462的切割深度,该切割深度由相邻承载辊456控制。
98.图28示出了如上文所述的偏移中心457和偏移中心464的关系,但从偏心小齿轮轴448的切割刀片462侧观察。另外,图29示出了偏心小齿轮轴448的切割器轮支撑件454以及偏心小齿轮轴448的承载辊支撑件452的偏移中心457和464的放大端视图。显然的是,当偏心小齿轮轴448从标称位置旋转大约 90度或
‑
90度时,切割器轮支撑部分454的中心高于或低于偏心小齿轮轴448的承载辊支撑部分452,这将导致供应原料20的略微更深或更浅的切割。
99.与上文讨论的切割器组件116(其中切割深度仅由所施加的切割压力的量控制,该施加的切割压力的量取决于原料厚度、刚度、密度和刀片磨损)有所不同,切割器组件424的切割力是恒定的并且不可调整。换句话说,切入最坏情况或最坚硬的供应原料20所需的力量被设计到切割器组件424中,并且标称切割深度由切割刀片462和直径比切割刀片462稍小的承载辊456的直径差控制,并且与切割刀片462相邻地延伸。承载辊456和切割刀片462都在偏心小齿轮轴448上旋转,但切割器轮支撑部分454相对于承载辊支撑件452位于偏心或偏移的中心。这样可以通过手动旋转切割深度调整器进行进一步的切割深度调整(正或负),该切割深度调整器继而旋转偏心小齿轮轴448,使得切割刀片462的偏移中心变得高于或低于控制承载辊456。可旋转小齿轮轴448通过外部滚花或切割深度调整旋钮444分度和固持在已调整位置,该旋钮被压入小齿轮轴448的端部并与止动部件446协作,该止动部件由相同压力毂466可滑动地固持在切割器筒壳体440内并保持在适当位置,该压力毂向整个切割器组件424施加切割压力。
100.总之,切割器组件424具有许多明显的优点,包括但不限于以下:(i)切割器机构和附接盖可以被配置为具有宽角度的出口喉部,以便有助于将新切割的标签或其他材料从内衬载体幅材剥离和移除;(ii)切割器轮和深度控制部件封装在筒组件内,该筒组件很容易安装和移除而无需使用外部工具,由此减少了设备的停机并为用户节省了成本;(iii)切割器轮和深度控制部件可以由施加切割压力的相同部件保持在适当位置;(iv)可以通过使用单个拉伸弹簧来达到切割压力,该拉伸弹簧使压力毂部件围绕蜗杆螺钉轴旋转以产生向下作用到切割器筒上的直接线力;以及(v)可以通过旋转支撑切割器轮和承载辊的公共偏心轴来控制附加的切割深度。
101.图30示出了由微处理器控制的样品切割过程流程图。更具体地,当由控制器板在3320处接收到切割命令时,使用切割装置100来切割供应原料20的过程开始于3310。在3330处,该过程使用传感器来确定刀或切割器是否处于原始位置。传感器可以安装在可调整引导件上以控制切割宽度,或者,可以由微处理器控制切割宽度。如果切割器不处于原始位置,则在3360处检测到错误,并且切割过程在3375处终止。
102.另一方面,如果在3335处确定切割器处于原始位置,则在3340处可以向内驱动切割器或在3350处可以向外驱动切割器,并且在整个过程中,微处理器监测忙信号,直到切割器在3365处返回原始位置。如果切割器未按预期返回原始位置,或者在接合原位传感器之前未移除占线信号,则在3360处检测到错误,并且切割过程在3375处终止。另一方面,如果切割器在3365处返回原位并且电动机信号为低电平,则过程成功完成,并且在3370处,使切割计数增加,并且过程在3375处退出。
103.上面已经描述的内容包括所要求保护的主题的示例。当然,出于描述所要求保护的主题的目的,不可能描述部件或方法的每种可能组合,然而本领域普通技术人员可以认识到,所要求保护的主题的许多其他组合和置换是可能的。因此,要求保护的主题旨在涵盖落入所附权利要求书的精神和范围内的所有这样的更改、修改和变化。此外,对于在详细说明或权利要求中使用术语“包括”来说,这样的术语旨在以类似于术语“包含”的方式为包括性的,因为当在权利要求中被用作过渡词时被解释为“包含”。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。