1.本发明涉及焊接设备领域,尤其涉及一种用于锂电池焊接的水冷式旋转点焊头。
背景技术:
2.在精密点焊机焊接领域,追求焊点小,焊接效率高,焊接材料面积小,焊机焊针调试方便等各方面相结合的产品。新能源汽车中电池焊接材料采用的是双极耳镍片和电池焊接,这种极耳要求焊点小,相邻焊点中心距小,每个极耳上焊接四点,两个极耳之间中心距为5mm,单个极耳的焊点中心距为4mm。传统的焊接装置一次只能焊接两点,同一电池需要点焊两次,生产效率低。传统采用连体式到位感应器,若有一根电极棒到达感应点,其它三根电极未到达的同时也会触发信号,则有可能造成虚焊。
3.中国专利cn105772902b公开了一种四点式焊接装置,包括主体二和位于其上的触发系统,所述触发系统连接压力调控装置,压力调控装置连接四点焊接机构, 所述压力调控装置位于主体一和主体二之间,四点焊接机构位于主体一下方;所述触发系统包括两块串连的电路板,每块电路板上分别设有两个串连的光耦开关,每个光耦开关下方分别设有一个触发螺丝,四个触发螺丝分别连接四根主轴。该专利实现了极耳上四点同时焊接,调试方便简单,适用于安装在自动化设备或者手动焊接设备, 焊接效率相比较两点平行焊接生产效率提高50%。但还存在以下不足之处:1、没有旋转机构,极耳镍片上设有开槽,而电池输送装置输送工件时不能将极耳镍片上的开槽方向排列成一致,致使有些焊针会落于开槽处,造成炸焊(接触不好,放电异常造成镍片穿孔);2、没有降温装置,工作时放电会导致发热,热量增大后阻抗值也跟着增大,使得焊接产品时电流值达不到设定电流,导致产品虚焊不良,据统计,当焊接面达到0.2mm厚度镍片时,工作半小时左右因热量导致阻抗增大200毫欧左右,电流值减小开始不稳定,越往后,产品不良率越高;3、没有压力检测装置,权凭感应调整各焊针之间的压力,需反复调节,且很难将四焊针焊接压力调至完全均衡,还是会出现虚焊,降低产品焊接质量和产品合格率。
技术实现要素:
4.为了解决上述背景技术问题,本发明提供了一种水冷式旋转点焊头,通过设置旋转机构,可使焊针错开镍片上的开槽,有效防止炸焊,通过设置盲孔一和盲孔二与水循环冷却装置连接,达到物理降温效果,从而避免工作时因持续工作而导致温度升高,引发阻抗变大,导致电流值减小,大大保证了焊接产品的焊接质量。
5.为实现上述目的,本发明提供如下技术方案:一种水冷式旋转点焊头,包括支座,所述支座上设有主体一、主体二和四组呈阵列均布的焊接组件,所述主体一平行设于主体二下侧,所述焊接组件包括触发装置、主轴、压力调节装置和焊接机构,所述主体二上端面上设有固定板,所述触发装置安装于固定板上,所述主轴上端头设有触发螺丝,与触发装置位置对应,所述压力调节装置上端与主体二固定连接,所述主体一与主轴对应位置均设有直线轴承,该直线轴承上端穿过主体一,下端通
过方形法兰与主体一下端面固定连接,所述主轴从上往下依次穿过主体二、压力调节装置和直线轴承,下端与焊接机构固定连接,所述主轴与主体二和直线轴承形成上下直线移动且不旋转连接,其特征在于所述主体二上端还设有旋转机构,所述旋转机构包括伺服电机、联轴器、旋转轴和轴承座,所述旋转轴上端通过联轴器与伺服电机输出轴固定连接,下端穿过轴承座与固定板上端面固定连接,所述焊接机构包括焊针夹具,所述焊针夹具外侧面上设有盲孔一,下端面上设有盲孔二,所述盲孔一与盲孔二垂直且内部连通,所述盲孔一、盲孔二用于与水循环冷却装置连接进行水冷。
6.优选的,所述水循环冷却装置包括循环水泵和水箱,所述水箱上设有出水管和回水管,所述出水管与循环水泵进水口密封连接,所述循环水泵出水口通过水管一与盲孔一密封连通,所述盲孔二通过水管二与回水管密封连接。
7.优选的,所述主轴上还套设有压力感应器,所述压力感应器固定连接于主体二内,下端面与压力调节装置上端面连接。
8.优选的,所述压力调节装置包括顶帽、压缩弹簧、调压螺柱和调压螺母,所述顶帽设于于主体二内,上端面与压力感应器的下端面连接,所述压缩弹簧套设于调压螺柱外侧面上,上端固定连接于顶帽上,下端固定连接于调压螺母上端面上,所述调压螺母采用双螺母,双螺母并紧套设于调压螺柱上,所述主轴从上往下依次穿过压力感应器、顶帽、压缩弹簧、调压螺柱和直线轴承,所述调压螺柱下端外侧面通过定位螺栓与主轴固定连接。
9.优选的,所述触发装置采用光电感应器,设有四件,位置与四件主轴上端头触发螺丝一一对应。
10.优选的,所述焊针夹具内侧面设有圆弧卡槽,所述圆弧卡槽底部设有开缝,开缝将焊针夹具内侧分成两夹钳部,所述圆弧卡槽内设有焊针,所述两夹钳部通过夹紧螺栓固定焊针,所述焊针下端伸出焊针夹具10
‑
20mm,上端穿过主体一,并与主体一形成可直线移动连接。
11.优选的,所述焊接机构还包括防转机构,所述防转机构设于直线轴承下方,包括呈前后对称设置的前夹板和后夹板,所述前夹板和后夹板相对的一侧均设有内径一致的圆弧凹槽,该圆弧凹槽的内径与主轴下端外径一致,所述主轴穿过圆弧凹槽与焊针夹具固定连接,所述前夹板、后夹板通过连接螺栓将主轴夹紧,所述前夹板、后夹板的同一外侧面上均设有滚轮,两滚轮之间设有与两滚轮滚动连接的导向轴,所述导向轴与主轴平行,与主体一固定连接。
12.优选的,所述焊接机构还包括中继夹具,所述中继夹具上设有矩形滑槽,所述焊针夹具上端插设于矩形滑槽内,与中继夹具形成可直线移动连接,所述中继夹具上端外侧设有缺口,该缺口底部设有与矩形滑槽方向一致的腰形孔,所述腰形孔内设有调节螺栓,所述焊针夹具通过调节螺栓与中继夹具固定连接,所述主轴下端头插入中继夹具内并与中继夹具固定连接。优选的,所述主体一和主体二均采用绝缘耐高温材质,在高温状态下不变形。
13.优选的,将一台或两台所述的水冷式旋转点焊头与自动化焊接设备连接,可实现单面或双面四点的同时自动化焊接。
14.与现有技术相比,本发明的有益效果为:1、效率高,传统一次只能焊接两点,同一个电池需要点焊两次,四针焊头只需要焊接一次,生产效率提高了50%。
15.2、通过设置压力感应器检测焊针压力,可通过显示屏直观看到四焊针之间的压力值是否均衡,并且可在焊接设备plc控制系统中设置压力值范围,工作时点焊头不在设定压力值范围内可报警提示,大大减少产品不良率;3、采用水循环冷却装置,通过水循环达到物理降温效果,从而避免工作时因持续工作而导致温度升高,引发阻抗变大,导致电流值减小,大大保证了焊接产品的焊接质量;4、采用四针独立配备感应器,若有一根主轴未到达感应点,则不会反馈焊接放电信号,更加可靠的保证了焊接直通率。
16.5、采用旋转机构,当四焊针位置与极耳上的开槽位置正对时,启动旋转机构使四焊针位置与极耳上的开槽位置错开,有效避免了炸焊的现象发生,减少了产品不良品率。
附图说明
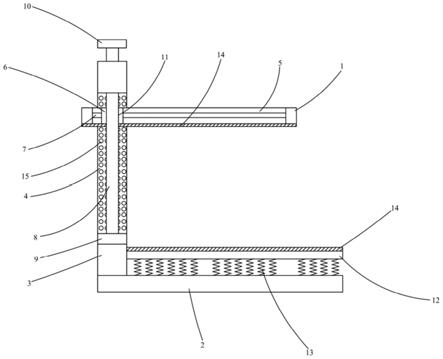
17.图1为本发明实施例结构示意图;图2为本发明实施例焊接组件结构示意图;图3为本发明实施例仰视图;图4为本发明实施例防转机构结构示意图;图5为本发明实施例中继夹具与焊针夹具结构示意图;图6为本发明实施例水冷用盲孔一与盲孔二结构示意图;图7为本发明实施例水循环冷却装置结构示意图。
18.图中:1、支座,11、主体一,12、主体二,2、焊接组件,21、触发装置,22、触发螺丝,23、主轴,24、压力感应器,25、压力调节装置,251、顶帽,252、压缩弹簧,253、调压螺柱,254、调压螺母,26、直线轴承,27、焊接机构,271、防转机构,2711、前夹板,2712、圆弧凹槽,2713、后夹板,2714、圆弧凹槽,272、连接螺栓,273、滚轮,274、中继夹具,2741、矩形滑槽,2742、腰形孔,275、调节螺栓,276、焊针夹具,2761、圆弧卡槽,2762、开缝,2763、夹具螺栓,2764、盲孔一,2765、盲孔二,277、焊针,28、导向轴,3、固定板,4、旋转机构,41、伺服电机,42、联轴器,43、轴承座,44、旋转轴,5、水循环冷却装置,51、水箱,511、出水管,512、回水管,52、水泵,53、水管一,54、水管二。
具体实施方式
19.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.如图1至7所示,本发明实施例包括支座1,支座上设有主体一11、主体二12和四组呈阵列均布的焊接组件2,主体一11平行设于主体二12下侧,主体一11和主体二12均采用绝缘耐高温材质,在高温状态下不变形。
22.主体二12上端设有固定板3,固定板3上设有旋转机构4,旋转机构4包括伺服电机41、联轴器42、旋转轴44和轴承座43,旋转轴44上端通过联轴器42与伺服电机41输出轴固定
连接,下端穿过轴承座43与固定板3上端面固定连接。点焊时当焊针277会极耳上的开槽位置正对时,启动旋转机构4带动焊接组件2旋转,使焊针277与极耳上的开槽位置错开,防止炸焊。
23.焊接组件2包括触发装置21、主轴23、压力感应器24、压力调节装置25、直线轴承26和焊接机构27。
24.触发装置21采用光电感应器,设有四件,触发装置21安装于固定板3上端面上,呈阵列均布设于旋转轴44的前、后两侧。
25.主轴23上端头设有触发螺丝22,触发螺丝22的位置与四件触发装置21一一对应。只有当四件触发螺丝22都达到了光电感应器的感应点,才能触发放电信号进行焊接,保证了焊接直通率。
26.压力感应器24固定连接于主体二12内,压力调节装置25包括顶帽251、压缩弹簧252、调压螺柱254和调压螺母253,顶帽251设于于主体二12内,上端面与压力感应器24的下端面连接,压缩弹簧252套设于调压螺柱254外侧面上,上端固定连接于顶帽251上,下端固定连接于调压螺母253上端面上,调压螺母253采用双螺母,双螺母并紧套设于调压螺柱254上,主体一11与主轴23对应位置均设有直线轴承26,该直线轴承26上端穿过主体一11,下端通过方形法兰与主体一11下端面固定连接,主轴23从上往下依次穿过压力感应器24、顶帽251、压缩弹簧252、调压螺柱254和直线轴承26,下端与焊接机构27固定连接,调压螺柱254下端外侧面通过定位螺栓与主轴23固定连接。
27.这里采用双螺母并紧,可以防止由于调压螺母253松动导致压力变小,旋转调压螺母253,可以调节压缩弹簧252的压缩量,即调节焊接压力,并通过压力感应器24实时观察到压力数值,从而可以可视化地将四焊接组件2的焊接压力调至均衡,有效防止虚焊,保证了产品焊接质量;并且可在焊接设备plc控制系统中设置压力值范围,工作时点焊头不在设定压力值范围内可报警提示,大大减少产品不良率。
28.焊接机构27包括焊针夹具276、中继夹具274和防转机构271。
29.焊针夹具276内侧面设有圆弧卡槽2761,圆弧卡槽2761底部设有开缝2762,开缝2762将焊针夹具276内侧分成两夹钳部,圆弧卡槽2761内设有焊针277,两夹钳部通过夹紧螺栓2763固定焊针277,焊针277下端伸出焊针夹具276长10~20mm,上端穿过主体一11,并与主体一11形成可直线移动连接。
30.防转机构271设于直线轴承26下方,包括呈前后对称设置的前夹板2711和后夹板2713,前夹板2711和后夹板2713相对的一侧分别设有内径一致的圆弧凹槽2712、2714,圆弧凹槽2712、2714的内径与主轴23下端外径一致,主轴23穿过圆弧凹槽2712、2714与中继夹具274固定连接,前夹板2711、后夹板2713通过连接螺栓272将主轴23夹紧;根据焊接工件的尺寸,将连接螺栓272松开,可以调整四根主轴23的旋转方向,即使主轴23下端连接的焊针夹具276摆动一定角度,使焊针277的角度随之调整,四个焊针277的焊点根据需要构成正方形、长方形、棱形或梯形,调整好后拧紧连接螺栓272, 从而固定焊针277的相对位置,可以满足对不同形状待焊工件的焊接要求;前夹板2711、后夹板2713的同一外侧面上均设有滚轮273,滚轮273采用小轴承,两滚轮273之间设有与两滚轮273滚动连接的导向轴28,导向轴28与主轴23平行,与主体一11固定连接,导向轴28与滚轮273的滚动连接,减小了导向轴28与滚轮273的摩擦力,降低了部
件间的摩擦损耗,同时可以防止主轴23在上下直线移动时转动。
31.中继夹具274上设有矩形滑槽2741,焊针夹具276上端插设于矩形滑槽2741内,与中继夹具274形成可直线移动连接,中继夹具274上端外侧设有缺口,该缺口底部设有与矩形滑槽2741方向一致的腰形孔2742,腰形孔2742内设有调节螺栓275,焊针夹具276通过调节螺栓275与中继夹具274固定连接。松开调节螺栓274,可以调节焊针夹具276的位置,从而可以调节相对两个焊针夹具276夹持焊针277的中心距,焊针277最小中心距能够达到4mm,使本实施例点焊头可适用于多种尺寸规格的工件焊接。
32.焊针夹具276外侧面上设有盲孔一2764,下端面上设有盲孔二2765,盲孔一2764与盲孔二2765垂直且内部连通,盲孔一2764、盲孔二2765与水循环冷却装置5连接进行水冷。
33.水循环冷却装置5包括循环水泵52和水箱51,水箱51上设有出水管511和回水管512,出水管511与循环水泵52进水口密封连接,循环水泵52出水口通过水管一53与盲孔一2764密封连通,盲孔二2765通过水管二54与回水管512密封连接。水管一53、水管二54均采用软管,四件焊针夹具276连接的水箱可共用一个水箱51。
34.点焊头工作时放电会导致发热,热量增大后阻抗值也跟着增大,使得焊接产品时电流值达不到设定电流,导致产品虚焊不良,据统计,当焊接面达到0.2mm厚度镍片时,工作半小时左右因热量导致阻抗增大200毫欧左右,电流值减小开始不稳定,越往后,产品不良率越高;本发明采用水循环冷却装置5,通过设置内部连通的盲孔一2764和盲了二2765,通入冷水,通过水循环达到物理降温效果,从而避免工作时因持续工作而导致温度升高,引发阻抗变大,导致电流值减小,大大保证了焊接产品的焊接质量。
35.将一台上述水冷式旋转点焊头与自动化焊接设备连接,可实现单面四点同时自动化焊接;将两台上述水冷式旋转点焊头与自动化焊接设备连接,可实现双面四点同时自动化焊接。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。