技术特征:
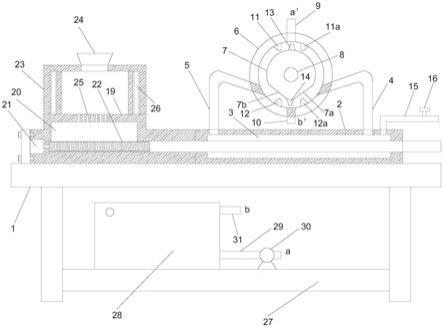
1.一种四膜预浸料生产线,其特征在于,包括:沿增强材料输送方向依次设置的展纱装置、双膜预浸料成型装置、四膜预浸料成型装置及成品收卷装置;所述的展纱装置将增强材料展纱处理并输送至双膜预浸料成型装置,所述的双膜预浸料成型装置将增强材料上下两面各压合含浸一层树脂膜,形成双膜预浸料,并输送至四膜预浸料成型装置;所述的四膜预浸料成型装置将双膜预浸料上下两面再分别压合一层树脂膜,形成四膜预浸料,并输送至成品收卷装置;所述的成品收卷装置收卷四膜预浸料。2.根据权利要求1所述的四膜预浸料生产线,其特征在于,还包括设置于所述展纱装置前端的纱架以及编织布发送装置,所述的增强材料为纤维或编织布,所述的纱架用于安装纤维,所述的编织布发送装置用于安装编织布。3.根据权利要求1所述的四膜预浸料生产线,其特征在于,所述双膜预浸料成型装置包括:双膜成型机架,依次设于所述双膜成型机架上的第一前压合机构、第一加热装置、第一后压合机构和第一冷却装置,设于所述第一前压合机构上方的第一上树脂膜放卷装置和第一上pe膜收卷装置,设于所述第一前压合机构下方的第一下树脂膜放卷装置和第一下pe膜收卷装置;所述的第一上树脂膜放卷装置和第一下树脂膜放卷装置用于安装树脂膜,所述树脂膜包括树脂层以及分别覆合在树脂层上、下表面的pe膜和离型纸;所述的第一上pe膜收卷装置和第一下pe膜收卷装置用于剥离树脂膜上的pe膜;所述的增强材料上、下表面复合带离型纸的树脂层依次经过第一前压合机构、第一加热装置、第一后压合机构、第一冷却装置成型为双膜预浸料。4.根据权利要求3所述的四膜预浸料生产线,其特征在于,所述四膜预浸料成型装置包括:四膜成型机架,依次设于所述四膜成型机架上的牵引辊、第一热压辊、冷却辊、第二热压辊、第二前压合机构、第二加热装置、第二后压合机构和第二冷却装置,设于所述第一热压辊上方的第二上离型纸收卷装置、第二上pe膜收卷装置和第二上树脂膜放卷装置,设于所述第二热压辊下方的第二下离型纸收卷装置、第二下pe膜收卷装置和第二下树脂膜放卷装置;所述的牵引辊用于输送双膜预浸料,所述的第二上离型纸收卷装置用于剥离并收卷双膜预浸料上表面的离型纸,所述的第二下离型纸收卷装置用于剥离并收卷双膜预浸料下表面的离型纸;所述的第二上树脂膜放卷装置和第二下树脂膜放卷装置用于安装树脂膜,所述的第二上pe膜收卷装置和第二下pe膜收卷装置用于剥离树脂膜上的pe膜;所述的双膜预浸料上表面剥离离型纸后,上表面与树脂膜在第一热压辊处压合含浸,通过冷却辊冷却,剥离下表面的离型纸后,下表面再与树脂膜在第二热压辊处压合含浸成型为四膜预浸料。5.根据权利要求4所述的四膜预浸料生产线,其特征在于,所述的成品收卷装置包括导向辊、预热板和压合机构,设于所述压合机构上方的第三上离型纸收卷装置和pe膜放卷装置,所述预热板加热通过导向辊的四膜预浸料,所述第三上离型纸收卷装置用于剥离四膜预浸料上表面的离型纸,所述的pe膜放卷装置用于安装pe膜,并将pe膜放卷至剥离了离型纸的四膜预浸料上表面,所述压合机构将四膜预浸料和pe膜进行压合。6.根据权利要求5所述的四膜预浸料生产线,其特征在于,所述导向辊和所述预热板之间设有x射线测重仪,所述压合机构后端设有预浸料裁切装置。
7.根据权利要求3或4所述的四膜预浸料生产线,其特征在于,所述双膜预浸料成型装置的第一前压合机构和第一后压合机构,或者所述四膜预浸料成型装置的第二前压合机构和第二后压合机构,均包括至少一组压合辊组,所述压合辊组包括设于所述双膜成型机架或所述四膜成型机架两侧的安装板和升降机,转动连接于两个所述安装板之间的上压合辊,与所述上压合辊平行的下压合辊;所述上压合辊和所述下压合辊内通有热流体或安装有电热丝;所述下压合辊通过轴承座固定在所述双膜成型机架或者四膜成型机架上,并由驱动电机驱动转动;所述升降机包括:升降气缸、与所述升降气缸的活塞杆固定连接的丝杆、安装在丝杆上的蜗轮蜗杆减速机,所述升降气缸的缸筒底端枢接在所述双膜成型机架或者四膜成型机架上,所述安装板的一端枢接在所述双膜成型机架或者四膜成型机架上,另一端枢接在所述蜗轮蜗杆减速机上,所述升降机带动所述安装板沿所述安装板的一端旋转,进而带动所述上压合辊上下移动,所述上压合辊两端的蜗轮减速机的输入轴之间通过连杆和联轴器连接,并由同一台电机驱动。8.根据权利要求3或4所述的四膜预浸料生产线,其特征在于,所述第一前压合机构或者所述第二前压合机构的上方和下方均设有树脂膜冷却辊,所述的树脂膜冷却辊用于冷却通过树脂膜冷却辊的树脂膜,以便剥离树脂膜表面的pe膜。9.一种四膜预浸料生产工艺,其特征在于,包括如下步骤:s1.选取增强材料;增强材料为连续纤维或者编织布;增强材料为连续纤维时,连续纤维进行展纱处理;s2.双膜预浸料成型;在增强材料上下两面各覆盖一层树脂膜,使增强材料和树脂膜在80℃~110℃条件下,进行若干次压合含浸,形成所述增强材料上下两面各压合有一层树脂膜的双膜预浸料;s3.四膜预浸料成型;在双膜预浸料上下两面各覆盖一层树脂膜,使双膜预浸料和树脂膜在70℃~110℃条件下,进行若干次压合含浸,形成双膜预浸料上下两面各压合有一层树脂膜的四膜预浸料;s4.冷却收卷四膜预浸料。10.根据权利要求9所述的四膜预浸料生产工艺,其特征在于,步骤s1中,所述增强材料预加热后进行步骤s2,预加热的温度为60℃~100℃。11.根据权利要求9所述的四膜预浸料生产工艺,其特征在于,所述树脂膜包括树脂层以及分别覆合在树脂层上、下表面的pe膜和离型纸;步骤s2包括如下步骤:a.在增强材料上下两面覆盖剥离了pe膜的树脂膜,进行初步加热压合,使树脂层的粘度为v,5000mpa.s≤v≤50000mpa.s,树脂层初步浸渍增强材料;b.对经过步骤a的增强材料和树脂层进行加热,加热温度为100~110℃,使树脂渗透增强材料;c.对经过步骤b的增强材料和树脂层进行进一步加热压合,加热温度为90℃~110℃,使树脂充分浸渍增强材料;d.冷却经过步骤c的增强材料和树脂层,得到冷却后的双膜预浸料,冷却温度为8℃~10℃。12.根据权利要求11所述的四膜预浸料生产工艺,其特征在于,步骤s3包括如下步骤:
a.剥离双膜预浸料上表面的离型纸,在双膜预浸料上表面加热粘合一层剥离了pe膜的树脂膜,加热温度为70℃~100℃;b.冷却双膜预浸料,冷却温度为8℃~10℃,并剥离双膜预浸料下表面的离型纸后,在双膜预浸料的下表面加热粘合一层剥离了pe膜的树脂膜,加热温度为70℃~100℃;c.对经过步骤b的双膜预浸料和树脂层进行初步加热压合,使树脂的粘度为t,20000mpa.s≤t≤200000mpa.s,t
‑
v≥5000mpa.s,树脂初步粘结在双膜预浸料的上下两面;d.对经过步骤c的双膜预浸料和树脂层进行加热,加热温度为100℃~110℃,以降低树脂的粘度;e.对经过步骤d的双膜预浸料和树脂层进行进一步加热压合,加热温度为100℃~110℃,使树脂充分粘结在双膜预浸料上;f.冷却经过步骤e的双膜预浸料和树脂层,冷却温度为8℃~10℃,得到四膜预浸料。13.根据权利要求12所述的四膜预浸料生产工艺,其特征在于,步骤s3还包括:g.剥离四膜预浸料上表面的离型纸;h.加热四膜预浸料,加热温度为80℃;i.在四膜预浸料上表面压合一层pe膜。14.根据权利要求12所述的四膜预浸料生产工艺,其特征在于,步骤s2的步骤a中,在冷却温度为8℃~10℃下剥离树脂膜的pe膜,露出树脂层,将树脂层覆盖在增强材料的表面;步骤s3的步骤a中,在冷却温度为8℃~10℃下剥离树脂膜的pe膜,露出树脂层,将树脂层加热粘合在双膜预浸料的上表面。
技术总结
本申请的四膜预浸料生产线包括:沿增强材料输送方向依次设置的展纱装置、双膜预浸料成型装置、四膜预浸料成型装置和成品收卷装置。本申请的四膜预浸料生产工艺包括如下步骤:选取增强材料、双膜预浸料成型、四膜预浸料成型、冷却收卷四膜预浸料。用本申请的生产线和生产工艺生产的预浸料,刚性更大,分切不粘刀,能够满足后续分切工艺的需求。满足后续分切工艺的需求。满足后续分切工艺的需求。
技术研发人员:颜金本 叶美和 张仁钦
受保护的技术使用者:厦门鑫美和设备制造有限公司
技术研发日:2021.08.12
技术公布日:2021/11/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。