1.本发明涉及一种蓄热式连铸中间包烘烤装置,具体的说是一种以燃气作为燃料的加热连铸中间包的烘烤装置,属于燃料燃烧技术领域。
背景技术:
2.连铸中间包是炼钢连铸生产中常用的大型周转件,中间包烘烤是整个连铸生产工艺的一个重要环节,也是几个关键质控点之一。中间包烘烤质量的好坏关系到整炉钢水拉坯是否顺利进行、拉坯工艺事故的多少、成坯率的高低和整个车间生产的连续性及经济效益。因此中间包在使用前需将其内衬温度烘烤到1100℃左右,以保证浇注料中的水份充分、安全地排出,同时包内衬温度均匀、高温,烘烤过程涂料不脱落、塞棒不开裂。因此中间包的烘烤工艺要求所用烧嘴能在尽量短的时间内,将中间包烘烤至设定的温度。由于中间包烘烤热负荷大,而中间包的容积又非常小,这就要求烧嘴的燃烧速度要快,火焰温度要高,从烧嘴口喷出的火焰速度要大,以实现对中间包的快速对流加热。
3.另一方面,随着世界对环保要求的日益提高,我国对钢铁行业工业炉窑的nox、so2、粉尘等的排放标准日趋严格,要求全国新建(含搬迁)钢铁项目原则上要达到超低排放水平,同时要推动现有钢铁企业进行超低排放改造。目前普遍使用的连铸中间包烘烤装置通常采用常规燃烧方式的烧嘴,空气和煤气不预热,烟气余热不回收,热效率低,中间包烘烤温度低,还存在no
x
排放大的问题。因此,很有必要开发一种高效、环保的蓄热式连铸中间包烘烤装置,用于满足连铸中间包高效烘烤和节能减排的需求。
技术实现要素:
4.本发明的目的是为了解决现有技术存在的难以对连铸中间包烘烤装置内衬均匀加热及烘烤过程中涂料易脱落、塞棒易开裂等问题,而提供一种可高效、均匀地将连铸中间包烘烤加热至设定的温度,同时能提高涂料和塞棒寿命,满足后续连铸工序需求的蓄热式连铸中间包烘烤装置。
5.为实现上述目的,本发明采取的技术方案是:提供一种蓄热式连铸中间包烘烤装置,设有支架、鼓风机、鼓风总管道、升降系统、空心转轴、引风机、旋转臂、水口烧嘴、主烧嘴、管道、换向阀、点火烧嘴系统和控制系统;所述的升降系统设有曲柄,所述的曲柄一端与空心转轴连接,通过曲柄带动空心转轴及与空心转轴连接的两支旋转臂转动,实现旋转臂及安装在其上的管道和烧嘴作旋转运动;所述空心转轴通过轴承座安装在支架上;所述的管道包括煤气总管、支管,空气总管、支管和烟气总管;所述的水口烧嘴和主烧嘴均为蓄热式烧嘴;
6.所述的引风机、换向阀、水口烧嘴、主烧嘴、点火烧嘴系统、煤气管道、空气管道、烟气总管安装在两只旋转臂上;所述的空心转轴和旋转臂均为空心结构,用于联通鼓风总管道、空气管道与煤气管道;
7.所述的水口烧嘴有1组,由水口烧嘴a与水口烧嘴b交替进行燃烧和蓄热,用于独立
加热中间包水口区域;
8.所述的主烧嘴有若干组,每组有两只;每组的两只主烧嘴交替进行燃烧和蓄热,用于加热中间包前端区域;
9.所述的每组两只烧嘴采用独立的空气支管:当一只烧嘴为燃烧状态时,联通其的空气支管在换向阀的作用下,与空气总管联通,输送空气燃烧;此时同组的另一烧嘴为蓄热状态,联通其的空气支管在换向阀的作用下,与排烟总管联通,通过鼓风机将燃烧状态的烧嘴燃烧生成的烟气经过蓄热状态烧嘴的换热室换热后排出;
10.所述的每组两只烧嘴采用独立的煤气支管;在换向阀的控制下,将煤气送往燃烧的蓄热式烧嘴中;
11.所述的点火烧嘴系统由点火烧嘴和煤气、空气管道组成,点火烧嘴长期处于燃烧状态,用于点燃水口烧嘴或主烧嘴;
12.所述的控制系统设置为分别独立控制水口烧嘴组和主烧嘴组。
13.所述升降系统为液压升降系统或卷扬升降系统。
14.所述的水口烧嘴和主烧嘴均为蓄热式烧嘴,烧嘴中的蓄热体为陶瓷小球或蜂窝体。
15.应用本发明所述的蓄热式连铸中间包烘烤装置的操作方法,每组两个烧嘴工作时在燃烧状态与蓄热状态相互切换,按如下步骤操作:
16.⑴
、所述水口烧嘴组的两只烧嘴为水口烧嘴a和水口烧嘴b交替进行燃烧和蓄热:当水口烧嘴a首先为燃烧状态时,水口烧嘴b为蓄热状态;来自煤气管道的煤气在换向阀的分配下先进入水口烧嘴a中;同时放置于地面鼓风机鼓入的助燃烧空气通过空气管道也在换向阀的控制下进入水口烧嘴a中,在水口烧嘴a的蓄热室中被蓄热体加热后与煤气混合燃烧;
17.⑵
、助燃空气和煤气在水口烧嘴a头部的烧嘴砖中混合燃烧后,高速喷入中间包中加热中间包水口区域;燃烧后的高温烟气在所述的引风机抽力作用下,经过水口烧嘴b并与水口烧嘴b中的蓄热体发生热交换,蓄热体温度升高,烟气换热后温度降低,然后通过引风机经烟管排入大气中;
18.⑶
、两只水口烧嘴经过0.5~1分钟换热,引风机入口的排烟温度不断升高,烟气温度升到180℃,换向阀开始换向操作,水口烧嘴a进入蓄热状态,水口烧嘴b进入燃烧状态;周期循环进行上述动作,直至完成中间包水口区域的加热过程;
19.所述水口烧嘴组工作时,所述的若干组主烧嘴也同样在各自主烧嘴组中重复上述的
⑴
~
⑶
步骤,主烧嘴燃烧的火焰与烟气高速喷入中间包中加热中间包前端区域。
20.本发明的烘烤装置与现有预混式高速中间包烘烤装置相比具有的有益效果是:
21.①
、本发明的烘烤装置采用蓄热式烧嘴预热空气或煤气,预热后能使空气或煤气温度≧800℃,烟气排放温度≦200℃,烟气余热利用率高,煤气燃烧完全,中间包包外燃烧(即在排烟口及烧嘴头部位燃烧)和包内的高温烟气逸出现象减少,烘烤工作台环境温度降低,在满足中间包烘烤工艺要求时能降低能耗50%以上。
22.②
、本发明的烘烤装置采用蓄热式烧嘴的结构,对中间包内衬加热均匀烘烤,解决了中间包烘烤过程中涂料易脱落、塞棒易开裂等问题,并使烧嘴、烧嘴挡板及中间包盖烧损降低,系统使用寿命延长一倍以上。
23.③
、本发明的烘烤装置火焰燃烧温度高,中间包内高温烟气搅动强烈,使烘烤时间缩短,提高了中间包烘烤效率。
24.④
、本发明的烘烤装置煤气燃烧完全,no
x
排放小,满足中间包高效烘烤和节能减排的需求。
附图说明
25.图1为本发明的蓄热式连铸中间包烘烤装置主视示意图。
26.图2为本发明的蓄热式连铸中间包烘烤装置俯视示意图。
27.图3为本发明的蓄热式连铸中间包烘烤装置侧视示意图。
28.图4为本发明的空气蓄热式烧嘴结构示意简图。
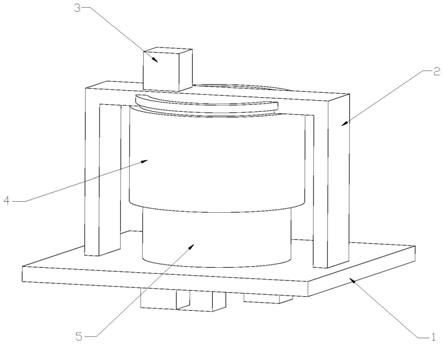
29.图5为本发明的实施例2的蓄热式连铸中间包烘烤装置主视示意图。
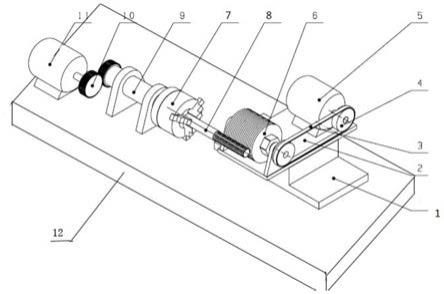
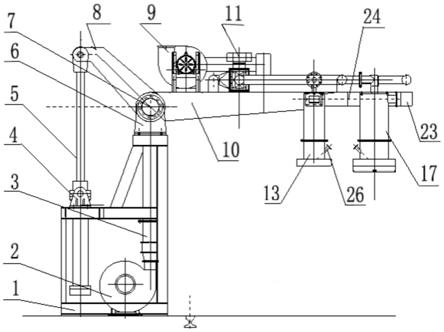
30.图6为本发明的实施例2的蓄热式连铸中间包烘烤装置侧视示意图。
31.图7为本发明的实施例2的蓄热式连铸中间包烘烤装置俯视示意图。
32.上述图中:1—支架;2—鼓风机;3—鼓风管道;4—油缸支撑座;5—液压油缸;6—轴承座;7—空心转轴;8—曲柄;9—引风机;10—旋转臂;11—换向阀;12—水口烧嘴a;13—水口烧嘴b;14—主烧嘴c;15—主烧嘴d;16—主烧嘴cc;17—主烧嘴dd;18—煤气总管m;19—煤气总管mm;20—煤气支管n;21—煤气支管nn;22—空气总管;23—空气支管k;24—空气支管kk;25—烟气总管;26—点火烧嘴系统;27—定滑轮;28—动滑轮;29—卷扬机。
具体实施方式
33.下面结合附图对本发明蓄热式连铸中间包烘烤装置作进一步详细的描述,但本发明的实施不限于此。本发明中所述水口烧嘴和主烧嘴均为蓄热式烧嘴。
34.实施例1:本发明提供一种蓄热式连铸中间包烘烤装置,其结构如图1—4所示,本实施例的烘烤装置用于对某钢铁厂五机五流连铸机的中间包烘烤。
35.参见图1、3、4,所述的烘烤装置设有钢结构的支架1、鼓风机2、鼓风总管道3、升降系统、空心转轴7、引风机9、旋转臂10、一组水口烧嘴、2组共4只主烧嘴、每只蓄热式烧嘴设一点火烧嘴系统26、管道、换向阀11和控制系统(未画出)。本实施例所述的升降系统为液压升降系统,由油缸支撑座4、液压油缸5、轴承座6、曲柄8组成,所述的曲柄一端与液压油缸的推杆连接,另一端与空心转轴连接,液压油缸的推杆运动通过曲柄带动空心转轴及与空心转轴连接的两支旋转臂10转动,实现旋转臂及安装在其上的管道和水口烧嘴、主烧嘴作旋转运动;所述空心转轴7通过轴承座6安装在支架上;所述的管道包括煤气总管m18、煤气总管mm19、煤气支管、空气总管22、空气支管和烟气总管25。本实施例中所有的水口烧嘴、主烧嘴中的蓄热体均为陶瓷小球。
36.所述的引风机9、换向阀11、水口烧嘴、主烧嘴、点火烧嘴系统26、煤气管道、空气管道、烟气总管25安装在两只旋转臂10上;所述的空心转轴7和旋转臂均为空心结构,用于联通鼓风管道3、空气道管与煤气道管。
37.参见图2,本实施例的蓄热式连铸中间包烘烤装置对某钢铁厂五机五流连铸中间包进行烘烤,燃料为混合煤气,本实施例中共安装三组共6只蓄热式烧嘴:其中在中间包水口处由于中间包内挡墙的存在,该区域为独立的烘烤区域,设置所述的水口烧嘴1组共2只
水口烧嘴,由燃烧能力为150m3/h的水口烧嘴a12与水口烧嘴b13交替进行燃烧和蓄热,用于独立加热中间包水口区域;在中间包前端的矩形区域内,设置两组共4只燃烧能力为300m3/h的中间包的主烧嘴,分别为主烧嘴c14、主烧嘴cc16;主烧嘴d15;主烧嘴dd17;每组的两只主烧嘴交替进行燃烧和蓄热,用于加热中间包前端区域。
38.所述的每组两只烧嘴采用独立的空气支管k23和空气支管kk24;每组两只烧嘴独立的空气支管在烧嘴燃烧状态时作为空气支管,在烧嘴处于蓄热时作为烟气管道:当一只烧嘴为燃烧状态时,联通其的空气支管在换向阀的作用下,与空气总管联通,输送空气;此时同组的烧嘴为蓄热状态,联通其的空气支管在换向阀的作用下,与排烟总管联通,通过鼓风机将燃烧状态的烧嘴燃烧生成的烟气经过蓄热状态烧嘴的换热室换热后排出。
39.所述的每组两只烧嘴采用独立的煤气支管n20和煤气支管nn21;在换向阀11的控制下,当其中一烧嘴为燃烧状态时,换向阀联通煤气总管与燃烧状态的烧嘴的煤气支管,使煤气通往燃烧状态的烧嘴与空气混合燃烧;此时另一烧嘴为蓄热状态,换向阀使煤气总管与蓄热状态的烧嘴的煤气总管为断开状态,不向烧嘴通入煤气。
40.所述的点火烧嘴系统26由点火烧嘴和煤气、空气管道组成,点火烧嘴长期处于燃烧状态,用于点燃水口烧嘴和主烧嘴。
41.所述的控制系统分别独立控制水口烧嘴组和主烧嘴组。
42.参见图2,应用本发明所述的烘烤装置对中间包进行烘烤时,通过液压升降系统将水口烧嘴组和主烧嘴组升降到合适位置,开始工作:每组两个烧嘴工作时在燃烧状态与蓄热状态相互切换,其操作方法按如下步骤:(以水口烧嘴组为例)
43.⑴
、所述水口烧嘴组的两只烧嘴为水口烧嘴a12和水口烧嘴b13交替进行燃烧和蓄热:当水口烧嘴a首先为燃烧状态时,水口烧嘴b为蓄热状态;来自空气总管22的空气在换向阀11的分配下先进入水口烧嘴a中,空气在水口烧嘴a的蓄热室中被陶瓷小球蓄热体加热;同时来自煤气总管mm19的煤气通过煤气支管n20也在换向阀的控制下进入水口烧嘴a中;
44.⑵
、助燃空气和煤气在水口烧嘴a12头部的烧嘴砖中混合燃烧后,高速喷入中间包中加热中间包;燃烧后的高温烟气在所述的引风机9抽力作用下,经过水口烧嘴b13并与其内的陶瓷小球蓄热体发生热交换,陶瓷小球蓄热温度升高,烟气换热后温度降低,然后通过引风机经烟气总管25排入大气中;
45.⑶
、两只水口烧嘴经过0.5~1分钟换热,引风机入口的排烟温度不断升高,烟气温度升到180℃,换向阀开始换向操作,水口烧嘴a12进入蓄热状态,水口烧嘴b13进入燃烧状态;周期循环进行上述动作,直至完成中间包的加热烘烤过程;
46.所述水口烧嘴组工作时,所述的2组中间包的主烧嘴也同样重复上述的
⑴
~
⑶
步骤,在燃烧状态与排烟状态相互切换工作。即主烧嘴c14与主烧嘴d15为一组,主烧嘴cc16和主烧嘴dd17为一组;当主烧嘴c14与主烧嘴cc16为燃烧状态时,则主烧嘴d15和主烧嘴dd17为蓄热状态;
47.此时,在换向阀11的作用下,煤气总管mm19与煤气支管n20联通,煤气通过煤气支管n20进入主烧嘴c14和主烧嘴cc16;煤气支管nn21为与煤气总管mm19断开状态,无煤气流通;
48.空气总管22与空气支管k23联通,鼓风机2鼓入的空气通过空气支管k23进入主烧嘴c14和主烧嘴cc16;空气支管kk24与排烟总管25连接;
49.通过点火烧嘴系统26中的点火烧嘴点火,煤气和空气在主烧嘴c14和主烧嘴cc16中燃烧,燃烧烟气高速喷入中间包中加热中间包前端区域;燃烧后的高温烟气在引风机抽力的作用下,进入主烧嘴d15和主烧嘴dd17,并与烧嘴中的陶瓷小球蓄热体发生热交换,陶瓷小球蓄热温度升高,烟气换热后温度降低,然后进入空气支管kk24,在引风机的作用下从排烟总管25排入大气;
50.随着换热时间的延长,引风机入口测温点的排烟温度不断升高,约0.5~1分钟,烟气温度升到约180℃,换向阀11开始换向操作,此时,主烧嘴c14和主烧嘴cc16进入蓄热状态,主烧嘴d15和主烧嘴dd17组进入燃烧状态。周期进行上述动作,直至完成中间包的加热过程。
51.实施例2:本发明提供一种蓄热式连铸中间包烘烤装置,对某钢铁厂板坯连铸中间包进行烘烤,其结构如图5
‑
7所示。
52.本实施例2连铸中间包烘烤装置与实施例1的结构和工作步骤基本相同,不同的结构为:本实施例采用卷扬升降系统,替代液压升降系统:所述的卷扬升降系统由曲柄8、定滑轮27、动滑轮28、卷扬机29组成;曲柄与空心转轴7连接;通过曲柄带动空心转轴及与空心转轴连接的旋转臂10转动,从而实现旋转臂及安装在其上的设备进行翻转动作;
53.本实施例为加热板坯连铸中间包,无独立水口区域,因此无水口烧嘴;而设置两组共4只燃烧能力为800m3/h的主烧嘴,所述的蓄热式烧嘴的蓄热体为蜂窝体。
54.本实施例采用高炉煤气作为燃料;采用煤气蓄热烧嘴对煤气进行蓄热式加热。
55.本烘烤装置的烧嘴燃烧火焰温度高,中间包内高温烟气搅动强烈,可缩短烘烤时间,烟气余热利用率高,煤气燃烧完全,no
x
排放小,满足中间包高效烘烤和节能减排的需求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。