一种u形弹簧的成型模具
技术领域
1.本发明涉及一种弹簧的成型装置,尤其涉一种u形弹簧的成型模具。
背景技术:
2.现有的u形弹簧成形模具滚柱为整体是固定的,只有成形时与原材料摩擦,产生自转。滚柱的作用实际上是在u形弹簧成形时起到导向和调节u形弹簧张口间距以及减少弹簧钢条与下模之间的静摩擦力的作用,由于滚柱整体固定,只能自转,其缺点为,1、两边滚柱间的距离直接影响u性弹簧成形后的间距,而成形后的间距尺寸又直接影响了弹簧是否满足工艺力值要求的关键因素,滚柱的间距过小会导致u形弹簧厚度受到挤压,厚度变薄,影响产品力值性能,间距过大会导致u形弹簧成形后两侧与底部不垂直,成“喇叭”状2、成形后成喇叭状时在测试力值时会曾加在产品脱离测试工装的风险,导致安全事故。
技术实现要素:
3.有鉴于此,本发明解决上述问题,提供一种结构设计合理、易于操作、成型效率高,使得u形弹簧成型后厚度均匀不变薄、不变形、测试安全的一种u形弹簧的成型模具。
4.为了达到本发明的上述目的,可以通过下列技术方案来实现:
5.一种u形弹簧的成型模具,包括上模和下模,所述下模包括下模本体、成型滚柱、下模凸块、限位弹簧,所述下模本体的内部形成一个上部开口的成型腔,所述上模置于成型腔内,所述下模本体靠近顶缘处左、右两侧分别设有两个方形孔,左侧和右侧的方形孔内分别装有成型滚柱,所述成型滚柱远离下模本体中部的一侧连接限位弹簧,对应的限位弹簧的另一端固定于相应侧下模本体的侧端。
6.作为优选,左侧的方形孔平行设于下模本体的前、后侧板的左侧部;右侧的方形孔平行设于下模本体的前、后侧板的右侧部。
7.作为优选,所述成型滚柱径向与方形孔的宽度间隙配合。
8.作为优选,所述限位弹簧为螺旋弹簧;通过设计计算选择合适的限位弹簧。
9.作为优选,所述成型滚柱的中心轴与所述螺旋弹簧的中心轴垂直。
10.作为优选,所述限位螺旋弹簧连接成型滚柱,成型滚柱位于方形孔的最边缘靠近下模本体成型腔端。
11.作为优选,所述方形孔的外侧装有盖板。
12.u形弹簧成型时将弹簧钢条水平放置于成型滚柱上,上模固定于与之相配合的固定板并在油压机的作用下推动上模向下压,成型滚柱将发生转动,成型滚柱在限位弹簧的作用下成型滚柱始终位于方形孔的最边缘处靠近下模本体成型腔端,弹簧钢条向下移动进入下模本体的成型腔,弹簧钢条与下模凸块接触并停留在下模凸块上,油压机停止下降,当弹簧钢条装入模具成型过程中,成型滚柱在受限位弹簧作用力的情况下会始终与弹簧钢条保持紧密配合;下模本体的左、右两侧的成型滚柱对u形弹簧成型起着左右两侧的成型定位作用。
13.与现有技术相比,本发明的有益效果是:
14.1、本发明通过下模本体靠近顶缘处左、右两侧分别设置两个方形孔,左侧和右侧的方形孔内分别装有成型滚柱,成型滚柱远离下模本体中部的一侧连接合适的限位弹簧;基本消除成型时弹簧钢条下表面与成型滚柱的静摩擦,能够防止静摩擦对u形弹簧的擦伤,同时使得限位力度不至于挤压弹簧钢条的厚度,成型后的u形弹簧厚度不会变薄,避免影响u形弹簧的产品力值性能。
15.2、成型后的u形弹簧的两侧与其底部成垂直状态垂直避免形成喇叭状,避免了测试时u形弹簧脱离测试工装造成安全事故的风险。
附图说明
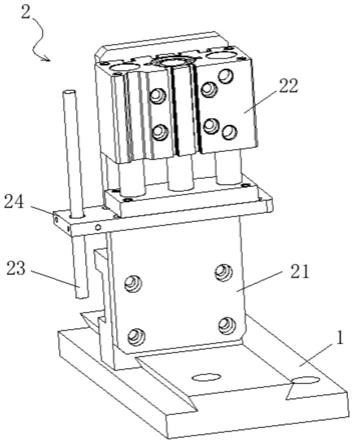
16.图1为本发明实施例中放入弹簧钢条成型后的结构示意图;
17.图2为本发明实施例中放入弹簧钢条成型后去掉盖板的结构示意图;
18.图3为本发明实施例中放入弹簧钢条成型后截面结构示意图。
具体实施方式
19.为了使本领域技术人员能更进一步了解本发明的特征及技术内容,请参阅以下有关本发明的详细说明与附图。
20.如图1
‑
3所示,一种u形弹簧的成型模具,包括上模1和下模2,下模包括下模本体21、成型滚柱22、下模凸块23、螺旋弹簧24,下模本体21的内部形成一个上部开口的成型腔,上模1设于成型腔内,下模本体21靠近顶缘处左、右两侧分别设有两个方形孔3,左侧和右侧的方形孔3内分别装有成型滚柱22,成型滚柱22径向与方形孔3的宽度间隙配合,成型滚柱22的中心轴与螺旋弹簧24的中心轴垂直,成型滚柱22远离下模本体中部的一侧连接螺旋弹簧24,对应的螺旋弹簧24的另一端固定于相应侧下模本体21的侧端。
21.左侧的方形孔3平行设于下模本体21的前、后侧板的左侧部;右侧的方形孔3平行设于下模本体21的前、后侧板的右侧部。
22.如图1
‑
3所示,使用时通过计算需要选择合适的螺旋弹簧24;螺旋弹簧24一端固定在方形孔3的另一侧,装入成型滚柱22和螺旋弹簧24,装入成型滚柱22后螺旋弹簧24有一定的压缩量,即预紧状态,使成型滚柱22始终处于方形孔的最边缘位置,当弹簧钢条装入模具成型过程中,成型滚柱22在受力螺旋弹簧24的情况下会始终与弹簧钢条材料保持紧密配合,螺旋弹簧24活动连接成型滚柱22,成型滚柱22位于方形孔的最边缘靠近下模本体21成型腔端;防止成型成型滚柱22前后走位,在方形孔3的外侧装有盖板4。
23.如图1
‑
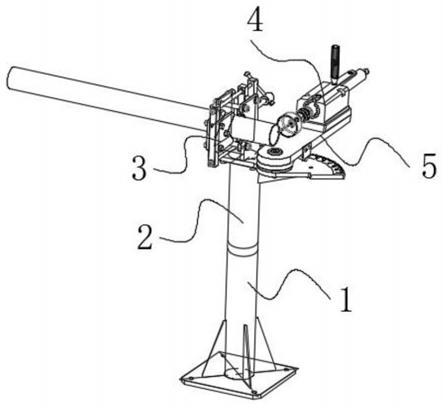
3所示,u形弹簧5成型时将弹簧钢条水平放置于成型滚柱22上,上模1固定于与之相配合的固定板(图中未显示)并在油压机(图中未显示)的作用下推动上模1向下压,成型滚柱22将发生转动,成型滚柱22在螺旋弹簧24的作用下成型滚柱22始终位于方形孔3的最边缘处靠近下模本体21成型腔端,弹簧钢条向下移动进入下模本体21的成型腔,弹簧钢条与下模凸块23接触并停留在下模凸块23上,油压机停止下降,当弹簧钢条装入模具成型过程中,成型滚柱22在受螺旋弹簧24作用力的情况下会始终与弹簧钢条保持紧密配合;下模本体21的左、右两侧的成型滚柱对u形弹簧5成型起着左右两侧的成型定位作用。
24.如图3所示,通过下模本体21靠近顶缘处左、右两侧分别设置两个方形孔3,左侧和
右侧的方形孔3内分别装有成型滚柱22,成型滚柱22远离下模本体21中部的一侧连接合适的螺旋弹簧24;使得限位力度又不至于挤压弹簧钢条的厚度,成形后的弹簧厚度不会变薄,避免影响u形弹簧的产品力值性能;成型后的u形弹簧的两侧与其底部成垂直状态;避免形成喇叭状,避免了测试时u形弹簧脱离测试工装,造成安全事故的风险。
25.以上结合附图对本发明做了较为详细的说明,但本发明不限于上述实施例,在本领域普通技术员所具备的知识范围内,还可以在不脱离本发明的宗旨的前提下做出各种变化,均同理包含在本发明的范围内。
技术特征:
1.一种u形弹簧的成型模具,包括上模和下模,其特征在于:所述下模包括下模本体、成型滚柱、下模凸块、限位弹簧,所述下模本体的内部形成一个上部开口的成型腔,所述上模置于成型腔内,所述下模本体靠近顶缘处左、右两侧分别设有两个方形孔,左侧和右侧的方形孔内分别装有成型滚柱,所述成型滚柱远离下模本体中部的一侧连接限位弹簧,对应的限位弹簧的另一端固定于相应侧下模本体的侧端。2.如权利要求1所述的u形弹簧的成型模具,其特征在于:左侧的方形孔平行设于下模本体的前、后侧板的左侧部;右侧的方形孔平行设于下模本体的前、后侧板的右侧部。3.如权利要求1所述的u形弹簧的成型模具,其特征在于:所述成型滚柱径向与方形孔的宽度间隙配合。4.如权利要求1所述的u形弹簧的成型模具,其特征在于:所述限位弹簧为螺旋弹簧。5.如权利要求4所述的u形弹簧的成型模具,其特征在于:所述成型滚柱的中心轴与所述螺旋弹簧的中心轴垂直。6.如权利要求4所述的u形弹簧的成型模具,其特征在于:所述限位螺旋弹簧连接成型滚柱,成型滚柱位于方形孔的最边缘靠近下模本体成型腔端。7.如权利要求1所述的u形弹簧的成型模具,其特征在于:所述方形孔的外侧装有盖板。
技术总结
本发明公开了一种U形弹簧的成型模具,包括上模和下模,所述下模包括下模本体、成型滚柱、下模凸块、限位弹簧,所述下模本体的内部形成一个上部开口的成型腔,所述上模设于成型腔内,所述下模本体靠近顶缘处左、右两侧分别设有两个方形孔,左侧和右侧的方形孔内分别装有成型滚柱,所述成型滚柱远离下模本体中部的一侧连接限位弹簧,对应的限位弹簧的另一端固定于相应侧下模本体的侧端。本发明制造U形弹簧使得U形弹簧成形后的弹簧厚度不会变薄,避免影响U形弹簧的产品力值性能;避免U形弹簧成形后成喇叭状,防止了在测试力值时产品脱离测试工装的风险,防止了安全事故的发生。防止了安全事故的发生。防止了安全事故的发生。
技术研发人员:李龙 周兴友 袁大传 徐杰
受保护的技术使用者:上海核工碟形弹簧制造有限公司
技术研发日:2021.05.22
技术公布日:2021/11/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。