1.本发明实施例涉及电池技术领域,尤其涉及一种电池壳体及电池。
背景技术:
2.纽扣电池也称扣式电池,是指外形尺寸像一颗小纽扣的电池,一般来说其直径较大,厚度较薄。纽扣电池因体形较小,故在各种微型电子产品中得到了广泛的应用,如可穿戴设备:无线耳机,运动手表,手环,戒指等电子产品。
3.相关技术中,电池壳体上设有正极转接片和负极转接片,正极转接片和负极转接片用于引出电池的正负极,以为电子设备供电。
4.然而,转接片增加了电池壳体的整体厚度,使得电池的能量密度较低。
技术实现要素:
5.有鉴于此,本发明实施例提供一种电池壳体及电池,可以有效减小电池壳体的整体厚度,提高电池的能量密度。
6.本发明实施例提供一种电池壳体,包括壳体本体和转接件,壳体本体包括底壳和壳盖组件,底壳包括相连的底壁和环形的侧壁,侧壁的背离底壁的一端具有开口,壳盖组件盖设在开口的端面上,壳盖组件包括壳盖,壳盖和底壳电性绝缘;
7.壳体本体的外壁面上设置有凹陷部,至少部分转接件位于凹陷部内,转接件与壳盖和底壳中的一个电性连接,且与壳盖和底壳中另一个电性绝缘。
8.本发明实施例提供的电池壳体,通过在电池壳体上设置凹陷部,将转接件设置在凹陷部中,由于凹陷部所在的电池壳体处的厚度较小,将部分转接件设置在凹陷部处,无需占用电池外部的空间。凹陷部减小了转接件给电池壳体带来的厚度,从而使得电池壳体的整体厚度降低,提高了电池的能量密度。
9.在可以包括上述实施例的一些实施例中,凹陷部包括第一凹陷部,转接件包括第一转接件,第一凹陷部位于壳盖背离底壁的一侧上,第一凹陷部靠近壳盖的边缘位置,部分第一转接件位于第一凹陷部中,第一转接件通过第一凹陷部与壳盖电性连接。
10.这样,沿底壳的厚度方向上,第一凹陷部可以避免第一转接件给电池壳体带来的厚度增加,提高了电池的能量密度。
11.在可以包括上述实施例的一些实施例中,凹陷部包括第二凹陷部,转接件包括第二转接件,第二凹陷部位于底壁背离壳盖的一侧上,第二凹陷部靠近底壁的边缘位置,部分第二转接件位于第二凹陷部中,第二转接件通过第二凹陷部与底壁电性连接。
12.这样,沿底壳的厚度方向上,第二凹陷部可以避免第二转接件给电池壳体带来的厚度增加,提高了电池的能量密度。
13.在可以包括上述实施例的一些实施例中,转接件包括第一延伸段、第二延伸段和第三延伸段,第一延伸段和第三延伸段通过第二延伸段相连,第一延伸段位于凹陷部内,第二延伸段贴合在侧壁上。
14.在可以包括上述实施例的一些实施例中,侧壁上贴设有绝缘件,第一转接件与侧壁之间通过绝缘件电性绝缘。
15.在可以包括上述实施例的一些实施例中,沿底壳的厚度方向上,绝缘件靠近壳盖的一端伸出底壳。
16.这样,避免了第一转接件中的第二延伸段与侧壁接触,造成短路。
17.在可以包括上述实施例的一些实施例中,至少位于凹陷部的转接件的表面与壳体本体的外表面齐平;
18.或者,至少位于凹陷部的转接件的表面低于壳体本体的外表面。
19.这样,转接件位于凹陷部内而造使得凹陷部处电池壳体的厚度较小。
20.在可以包括上述实施例的一些实施例中,凹陷部的凹陷深度为0.01mm
‑
0.15mm;
21.和/或,凹陷部沿壳体本体的周向上的宽度为0.5mm
‑
9.5mm。
22.在可以包括上述实施例的一些实施例中,壳盖组件还包括金属环,金属环位于壳盖朝向底壁的一侧的面,金属环与壳盖通过绝缘环电性绝缘;
23.金属环的中间具有第一贯通孔,绝缘环的中间具有第二贯通孔,第一贯通孔和第二贯通孔之间具有重叠区域,部分壳盖与重叠区域相对设置。
24.另外,本发明实施例还提供一种电池,至少包括:电芯和上述实施例中的电池壳体,电池壳体包裹在电芯的外侧;
25.电芯上设有第一极耳和第二极耳,第一极耳与电池壳体的壳盖电性连接,第二极耳与电池壳体的底壁电性连接。
26.本发明实施例提供的电池,通过在电池壳体上设置凹陷部,将转接件设置在凹陷部中,由于凹陷部所在的电池壳体处的厚度较小,将部分转接件设置在凹陷部处,无需占用电池外部的空间。凹陷部减小了转接件给电池壳体带来的厚度,从而使得电池壳体的整体厚度降低,提高了电池的能量密度。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
28.图1为本发明实施例提供的电池壳体上设有转接件的结构示意图;
29.图2为本发明实施例提供的电池壳体上设有凹陷部的结构示意图;
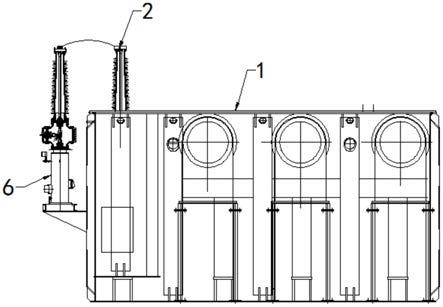
30.图3为本发明实施例提供的电池的剖面结构示意图;
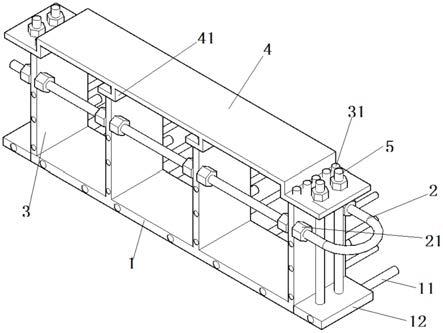
31.图4为本发明实施例提供的电池的爆炸图;
32.图5为本发明实施例提供的电池壳盖上第一凹陷部的结构示意图;
33.图6为本发明实施例提供的电池壳盖上第一凹陷部的剖面结构示意图;
34.图7为本发明实施例提供的转接件的放大图。
35.附图标记说明:
36.10:壳体本体;
37.11:底壳;
38.111:底壁;
39.112:侧壁;
40.113:开口;
41.114:金属环;
42.12:壳盖;
43.121:通孔;
44.122:封口件;
45.123:容置槽;
46.20:绝缘环;
47.30:转接件;
48.31:第一转接件;
49.32:第二转接件;
50.30a:第一延伸段;
51.30b:第二延伸段;
52.30c:第三延伸段;
53.40:绝缘件;
54.50:凹陷部;
55.51:第一凹陷部;
56.60:电芯;
57.71:第一贯通孔;
58.72:第二贯通孔。
具体实施方式
59.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.电池壳体上设有正极转接片和负极转接片,正极转接片和负极转接片用于引出电池的正极和负极,以为电子设备供电。例如,可以将转接片设置在电池壳体的外表面上。
61.然而,由于转接片具有一定厚度,电池壳体设置转接片后,电池壳体设置转接片的位置厚度增加,导致电池壳体的整体厚度增加,降低了电池的能量密度。
62.为了解决上述问题,本实施例提供一种电池壳体及电池,通过在电池壳体上设置凹陷部,将转接件设置在凹陷部中,由于凹陷部所在的电池壳体处的厚度较小,将部分转接件设置在凹陷部处,无需占用电池外部的空间。凹陷部减小了转接件给电池壳体带来的厚度,从而使得电池壳体的整体厚度降低,提高了电池的能量密度。
63.如图1所示,本实施例提供一种电池壳体,包括壳体本体10和转接件30,壳体本体10作为电池的外部包络,对电池壳体中的内部结构起到保护作用。转接件30用于将电池的正极或负极引出,以与外部的电子设备连接,从而实现供电。转接件30的材质可是镍或铜等金属材质,本实施例对转接件30的材质不做限制。
64.一些实施例中,如图2
‑
图4所示,壳体本体10包括底壳11和壳盖组件,底壳11包括相连的底壁111和环形的侧壁112,侧壁112的背离底壁111的一端具有开口113,壳盖组件盖设在开口113的端面上。
65.壳盖组件包括壳盖12,壳盖12和底壳11电性绝缘。壳盖12和底壳11的材质可以为铝或不锈钢等金属材质,本实施例对壳盖12和底壳11的材质不做限制。壳盖12和底壳11中其中一个可以作为电池的正极,壳盖12和底壳11中的另一个可以作为电池的负极,转接件30通过与壳盖12或底壳11电连接,从而将电池的正极或负极引出。转接件30与壳盖12和底壳11中的一个电性连接,且与壳盖12和底壳11中另一个电性绝缘。例如,转接件30可以为2个,其中一个转接件30与壳盖12电性连接,且与底壳11电性绝缘。另一个转接件30与底壳11电性连接,且与壳盖12电性绝缘。
66.其中,壳体本体10中设有电芯60,电芯60上设有正极耳和负极耳,电芯60的其中一个极耳与底壳11相连,电芯60的另一个极耳与壳盖12相连,底壳11和壳盖12形成了电池的正极和负极。
67.壳盖组件还包括金属环114,金属环114盖设在底壳11开口113的端面上,金属环114与侧壁112之间可以通过焊接相连。为了避免正负极之间短接,壳盖12与底壳11之间可以通过绝缘环20密封连接。绝缘环20可以设置在金属环114与壳盖12之间,金属环114可以对壳盖12起到支撑作用。壳盖12与金属环114之间通过绝缘环20热熔连接。这样,绝缘环20可以起到绝缘和密封的作用。
68.如图2所示,壳体本体10的外壁面上设置有凹陷部50,至少部分转接件30位于凹陷部50内。通过在电池壳体上设置凹陷部50,将转接件30设置在凹陷部50中,由于凹陷部50降低该处壳体本体10的厚度。以使电池壳体设置转接件30的位置厚度降低,从而使得电池壳体的整体厚度降低,提高了电池的能量密度。
69.具体的,至少位于凹陷部50的部分转接件30的表面与壳体本体10的外表面齐平,这样,凹陷部50处的壳体本体10的外表面比较平整,转接件30也没有凸出于凹陷部50而造成凹陷部50处电池壳体的厚度增加。另一些示例中,至少位于凹陷部50的部分转接件30的表面还可以低于壳体本体10的外表面。
70.凹陷部50的凹陷深度可以为0.01mm
‑
0.15mm,例如凹陷部50的凹陷深度可以为0.01mm、0.03mm、0.05mm、0.10mm或0.15mm等,本实施例对凹陷部50的凹陷深度不做限制。当凹陷部50的凹陷深度小于该范围时,凹陷部50过浅,对凹陷部50处的转接件30的厚度减小的较少,电池的能量密度较低。进一步的,当凹陷部50的凹陷深度大于该范围时,凹陷部50过深,凹陷部50处的壳体本体10的强度较低。当凹陷部50的凹陷深度为0.01mm
‑
0.15mm时,对壳体本体10的强度影响较小,且凹陷部50处的转接件30的厚度减小较多,电池的能量密度较高。
71.凹陷部50沿壳体本体10的周向上的宽度可以为0.5mm
‑
9.5mm,例如凹陷部50沿壳体本体10的周向上的宽度可以为0.5mm、1.5mm、3.0mm、4.5mm、6.0mm、7.5mm或9.5mm等,本实施例对凹陷部50沿壳体本体10的周向上的宽度不做限制。当凹陷部50沿壳体本体10的周向上的宽度小于该范围时,凹陷部50与转接件30的接触面积较小,两者的连接强度较低。进一步的,当凹陷部50沿壳体本体10的周向上的宽度大于该范围时,凹陷部50宽度过大,导致壳体本体10的强度较低。当凹陷部50沿壳体本体10的周向上的宽度为0.5mm
‑
9.5mm,壳体本体
10的强度较高,凹陷部50与转接件30的接触面积也较大,两者的连接强度较高。
72.一些实施例中,如图4所示,凹陷部50可以包括第一凹陷部51,转接件30可以包括第一转接件31,第一凹陷部51位于壳盖12背离底壁111的一侧的面上,第一凹陷部51靠近壳盖12的边缘位置,部分第一转接件31位于第一凹陷部51中,第一转接件31通过第一凹陷部51与壳盖12电性连接。沿底壳11的厚度方向上,第一凹陷部51可以避免第一转接件31给电池壳体带来的厚度增加,提高了电池的能量密度。
73.一些实施例中,凹陷部50可以包括第二凹陷部(未示出),转接件30可以包括第二转接件32,第二凹陷部位于底壁111背离壳盖12的一侧上,第二凹陷部靠近底壁111的边缘位置,部分第二转接件32位于第二凹陷部中,第二转接件32通过第二凹陷部与底壁111电性连接。沿底壳11的厚度方向上,第二凹陷部可以避免第二转接件32给电池壳体带来的厚度增加,提高了电池的能量密度。
74.需要说明的是,第一凹陷部51和第二凹陷部可以仅设置其中一个,以避免其中一个转接件30在部分区域给电池壳体带来的厚度增加。或者,第一凹陷部51和第二凹陷部可以同时设置,以避免两个转接件30在部分区域给电池壳体带来的厚度增加。
75.如图5和图6所示,壳盖12的中间朝向底壁111的方向凹陷而形成容置槽123,容置槽123中间开设有通孔121,通孔121用于在电池组装过程中注入电解液。如图4所示,容置槽123内可以盖设封口件122以对通孔121进行密封。封口件122可以通过焊接与容置槽123的槽壁相连,例如,封口件122与容置槽123之间的焊接轨迹可以是螺旋点,螺旋线或弧线等,本实施例对封口件122与容置槽123之间的焊接轨迹不做限制。其中,第一凹陷部51可以位于容置槽123的外侧。
76.如图7所示,转接件30可以包括第一延伸段30a、第二延伸段30b和第三延伸段30c,第一延伸段30a和第三延伸段30c通过第二延伸段30b相连,第一延伸段30a位于凹陷部50内,第二延伸段30b贴合在侧壁112上。第二延伸段30b在电池壳体的厚度方向上可以设置的长度不同,以满足不同尺寸的外部电子设备。第二延伸段30b贴合在侧壁112上,避免了第二延伸段30b与侧壁112之间距离较大而导致电池壳体体积较大。第二延伸段30b用于与外部的电子设备相连,相比采用第一延伸段30a与外部的电子设备相连,避免了连接过程中对第一延伸段30a与壳盖12之间的连接结构的强度影响。第三延伸段30c可以增加第二延伸段30b与外部电子设备上的连接结构的连接面积,以提高连接稳定性。
77.具体的,转接件30的厚度可以为0.08mm
‑
0.10mm,例如,转接件30的厚度为0.08mm、0.09mm或0.10mm等,本实施例对转接件30的厚度不做限制。当转接件30的厚度小于该范围时,转接件30的厚度较小,强度较低。当转接件30的厚度大于该范围时,转接件30的厚度较大,重量较大,不利用电池的轻量化和小型化。当转接件30的厚度为0.08mm
‑
0.10mm,转接件30的厚度较为合适,转接件30的强度较高,且较薄较轻,有利于电池的轻量化和小型化。
78.转接件30沿壳体本体10的周向上的宽度可以为0.5mm
‑
9.5mm,例如,转接件30沿壳体本体10的周向上的宽度可以0.5mm、1.5mm、3.0mm、4.5mm、6.0mm、7.5mm或9.5mm等,本实施例对转接件30沿壳体本体10的周向上的宽度不做限制。当转接件30沿壳体本体10的周向上的宽度小于该范围时,转接件30的宽度过小,转接件30与凹陷部50的贴合面积较小,两者的连接强度较低。进一步的,当转接件30沿壳体本体10的周向上的宽度大于该范围时,转接件30过宽,不利用电池的轻量化和小型化。当转接件30沿壳体本体10的周向上的宽度为
0.5mm
‑
9.5mm时,转接件30的宽度较为合适,转接件30与凹陷部50的接触面积较大,两者的连接强度较高,且有利于电池的轻量化和小型化。
79.转接件30与凹陷部50之间可以通过焊接相连。例如,可以在第一转接件31背离壳盖12的一侧进行激光熔焊,形成多个焊点。其中,转接件30与凹陷部50之间的焊接拉力为≥15n。当转接件30与凹陷部50之间的焊接拉力小于15n时,其焊接强度过小。当转接件30与凹陷部50之间的焊接拉力为≥15n,转接件30与凹陷部50之间的焊接强度较高,在使用过程中两者不易分离。
80.为了避免第一转接件31中的第二延伸段30b与侧壁112接触,造成短路。可以在侧壁112上贴设有绝缘件40,使得第一转接件31与侧壁112之间通过绝缘件40电性绝缘。另一些示例中,绝缘件40还可以贴设在第一转接件31的第二延伸段30b朝向侧壁112的一侧的面。
81.其中,沿底壳11的厚度方向上,绝缘件40靠近壳盖12的一端伸出底壳11。如图4所示,图中虚线框a框出了绝缘件40伸出底壳11的部分。这样,可以防止第一转接件31与金属环114接触造成短路。另外,在使用过程中,由于绝缘件40在电池的充放电过程中热胀冷缩导致变形,或者被挤压导致变形,将绝缘件40设置得较长,可以避免变形导致第一转接件31与侧壁112接触而造成短路。
82.具体的,绝缘件40的厚度可以为0.1mm
‑
0.15mm,例如,绝缘件40的厚度可以0.1mm、0.12mm或0.15mm等,本实施例对绝缘件40的厚度不做限制。当绝缘件40的厚度小于该范围时,绝缘件40太薄,容易磨损而失效。进一步的,当绝缘件40的厚度大于该范围时,绝缘件40太厚,不利于电池的小型化。当绝缘件40的厚度为0.1mm
‑
0.15mm,绝缘件40的厚度较为合适,绝缘件40不易磨损而失效,且有利于电池的小型化。
83.绝缘件40伸出底壳11部分的高度可以为0.3mm
‑
0.5mm,例如,绝缘件40伸出底壳11部分的高度可以0.3mm、0.4mm或0.5mm等,本实施例对绝缘件40伸出底壳11部分的高度不做限制。当绝缘件40伸出底壳11部分的高度小于该范围时,其对第一转接件31和金属环114的绝缘效果较差。进一步的,当绝缘件40伸出底壳11部分的高度大于该范围时,绝缘件40占用体积较大,对第一转接件31的设置位置造成影响。当绝缘件40伸出底壳11部分的高度为0.3mm
‑
0.5mm时,绝缘件40伸出底壳11部分的高度较为合适,不会对第一转接件31的设置位置造成影响,且对第一转接件31与金属环114之间的绝缘效果较好。
84.一些实施例中,电芯60可以为卷绕式电芯,具体的,卷绕式电芯包括第一极片、第二极片以及将第一极片和第二极片隔开的隔膜;第一极片上设置有第一极耳,第一极耳可以通过焊接的方式设置在第一极片上,第二极片上设置有第二极耳,第二极耳可以通过焊接的方式设置在第二极片上;卷绕过程中第一极片、第二极片以及隔膜从卷绕首端开始朝同一方向逐层卷绕并最终形成卷绕式电芯。
85.当第一极片极片为正极片时,第二极片极片为负极片时,第一极耳为正极耳,第二极耳为负极耳;或者,当第一极片极片为负极片时,第二极片极片为正极片时,第一极耳为负极耳,第二极耳为正极耳。
86.其中一个极耳可以与壳盖12相连,另一个极耳可以与底壳11相连。通过第一转接件31和第二转接件32分别与壳盖12和底壳11相连,从而分别将电池的正极和负极引出。当将电池应用在电子设备上时,第一转接件31与电子设备的正极或负极电性连接,第二转接
件32与电子设备的负极或正极电性连接,从而使得电池为电子设备供电。
87.其中,如图4所示,金属环114的中间具有第一贯通孔71,绝缘环20的中间具有第二贯通孔72,第一贯通孔71和第二贯通孔72之间具有重叠区域,部分壳盖12与重叠区域相对设置。也就是说,第一贯通孔71和第二贯通孔72在壳盖组件的厚度方向上部分重叠设置,该重叠设置的区域与部分壳盖12之间相对设置。这样,其中一个极耳可以依次穿过第一贯通孔71和第二贯通孔72后与壳盖12相连;或者,壳盖12的一部分伸进第一贯通孔71和第二贯通孔72和一个极耳连接;或者一个极耳穿过第一贯通孔71和第二贯通孔72的其中一个,壳盖12的一部分穿过第一贯通孔71和第二贯通孔72的另一个,以使壳盖12和该极耳相连。
88.在电池组装过程中,例如,将组装好的电池进行烘烤以除去电池中的水分,烘烤时间为6h
‑
12h;再对烘烤后的电池进行水分测试,水分测试合格之后;流入注液机中,对电池壳体进行密封性测试,密封性测试合格之后,对电池自动注液,注液重量为0.15g
‑
0.21g;再对电池进行称重,称重合格之后流入焊接工位,去除残留的电解液;将壳体上的通孔121用封口件122进行激光焊接密封,焊接速度为400mm/s,功率80%;再将电池流入氦检工位进行密封测试,密封测试合格之后,依次进行化成、分选、自放电检查等,待检查合格之后在侧壁112上贴设绝缘件40,第一转接件31与第一凹陷部51贴合后采用激光点焊,将第一转接件31与壳盖12连接起来,焊点可以为5个直径为0.5mm的焊点;再将电池翻转后焊接第二转接件32;对焊接的电池进行气密性测试,气密性测试合格之后流入包装工序。
89.这里需要说明的是,本技术实施例涉及的数值和数值范围为近似值,受制造工艺的影响,可能会存在一定范围的误差,这部分误差本领域技术人员可以认为忽略不计。
90.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。