1.本发明涉及双曲桥亚字箱梁技术领域,尤其涉及一种弯扭双曲桥亚字箱梁拼装工艺。
背景技术:
2.亚字型钢箱梁一般用于主桥桁架上连接腹板的结构,这种亚字型钢箱梁一般在工厂内进行制作;常见的亚字箱梁的结构中牛腿结构一般位于划分结构的中间位置,而针对亚字箱梁的牛腿结构划分在节段端部位置的时候,箱梁的端部各部件的垂直度要求比较高,且部件的拼装工序中,底板的焊接常见的在牛腿结构完成装焊之后再进行焊接,但是牛腿结构划分在节段端部后,这种工序就降低了箱梁端部的焊接精度要求;因此需要一种新的亚字箱梁拼装工艺以保证箱梁壁板之间的平行度和亚字箱梁的端部的垂直度。
技术实现要素:
3.本发明要解决的技术问题是提供一种弯扭双曲桥亚字箱梁拼装工艺,能够解决一般的亚字箱梁先拼装牛腿结构后拼装底板导致箱梁端部拼装精度低的问题。
4.为解决上述技术问题,本发明的技术方案为:一种弯扭双曲桥亚字箱梁拼装工艺,其创新点在于:具体拼装工艺如下:s1:箱梁壁板的拼装:箱梁壁板共有两个,且将箱梁壁板按照尺寸下料后放置在水平胎架上进行长条加劲肋板的焊接,长条加劲肋板长度≥5m时,长度方向加放1
‰
焊接收缩余量下料;长条加劲肋板与壁板间为双面角焊缝;s2:横隔板的安装:将其中一焊接好长条加劲肋板的箱梁壁板吊上组装胎架进行定位,然后将横隔板沿着箱梁壁板的延伸方向按照划定的位置进行焊接;当横隔板厚度<20mm时,采用单面40
°
留根2mm坡口形式;当横隔板厚度≥20mm时,采用双面40
°
留根2mm坡口形式;s3:另一箱梁壁板的安装:将另一焊接好长条加劲肋板的箱梁壁板吊上组装胎架,并在胎架上进行定位;该箱梁壁板定位时定对节点中心线和端口企口位置线及垂直度;s4:顶板的安装:预先制作顶板,顶板的内壁上焊接架焊接长条加劲肋板,将顶板焊接矫正合格后吊上胎架进行定位;箱梁壁板与顶板间节点开槽区域为全熔透,采用内焊外清根坡口形式;其余区域为熔深焊缝,当箱梁壁板厚度<20mm时,采用单面40
°
留根2mm坡口形式;当箱梁壁板厚度≥20mm时,采用双面40
°
留根2mm坡口形式;s5:外侧横隔板的安装:完成顶板的安装后,在顶板的背面位于箱梁壁板的两侧将预先完成制作的外侧横隔板进行安装,且保证与顶板的垂直度;s6:底板的安装:预先制作底板,按照尺寸下料后放置在水平胎架上进行长条加劲肋板的焊接;长条加劲肋板长度≥5m时,长度方向加放1
‰
焊接收缩余量下料;长条加劲肋板与底板间为双面角焊缝;s7:牛腿结构的安装:在箱梁壁板之间的牛腿位置处垂直焊接牛腿内横隔板;牛腿
发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
15.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
16.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
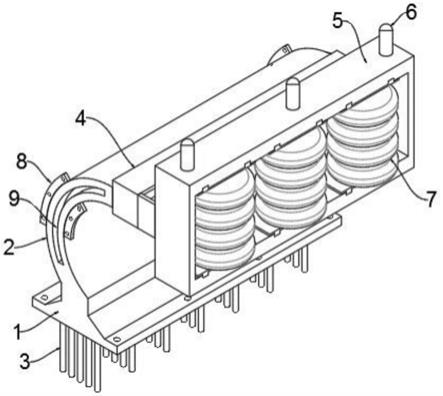
17.如图1至图11所示的一种弯扭双曲桥亚字箱梁拼装工艺,具体拼装工艺如下:s1:箱梁壁板的拼装:箱梁壁板共有两个,且将箱梁壁板按照尺寸下料后放置在水平胎架上进行长条加劲肋板的焊接,长条加劲肋板长度≥5m时,长度方向加放1
‰
焊接收缩余量下料;长条加劲肋板与壁板间为双面角焊缝;s2:横隔板的安装:将其中一焊接好长条加劲肋板的箱梁壁板吊上组装胎架进行定位,然后将横隔板沿着箱梁壁板的延伸方向按照划定的位置进行焊接;当横隔板厚度<20mm时,采用单面40
°
留根2mm坡口形式;当横隔板厚度≥20mm时,采用双面40
°
留根2mm坡口形式;s3:另一箱梁壁板的安装:将另一焊接好长条加劲肋板的箱梁壁板吊上组装胎架,并在胎架上进行定位;该箱梁壁板定位时定对节点中心线和端口企口位置线及垂直度;s4:顶板的安装:预先制作顶板,顶板的内壁上焊接架焊接长条加劲肋板,将顶板焊接矫正合格后吊上胎架进行定位;箱梁壁板与顶板间节点开槽区域为全熔透,采用内焊外清根坡口形式;其余区域为熔深焊缝,当箱梁壁板厚度<20mm时,采用单面40
°
留根2mm坡口形式;当箱梁壁板厚度≥20mm时,采用双面40
°
留根2mm坡口形式;s5:外侧横隔板的安装:完成顶板的安装后,在顶板的背面位于箱梁壁板的两侧将预先完成制作的外侧横隔板进行安装,且保证与顶板的垂直度;s6:底板的安装:预先制作底板,按照尺寸下料后放置在水平胎架上进行长条加劲肋板的焊接;长条加劲肋板长度≥5m时,长度方向加放1
‰
焊接收缩余量下料;长条加劲肋板与底板间为双面角焊缝;s7:牛腿结构的安装:在箱梁壁板之间的牛腿位置处垂直焊接牛腿内横隔板;牛腿内横隔板与箱梁壁板为双面角焊缝形式;待牛腿内隔板完成焊接后,将预先完成制作的牛腿底板在箱梁壁板上的牛腿位置进行焊接,且定位时定对节点中心线和端口企口位置线及垂直度;待牛腿底板装焊合格后,将牛腿顶板吊上组装胎架,在箱梁壁板之间的牛腿安装位置进行焊接;s8:盖板及上隔板的装焊:盖板与牛腿底板间为熔深焊缝,采用单面40
°
留根2mm坡口形式,坡口朝外,内侧角焊缝加强;与箱梁壁板间为熔深焊缝,采用单面40
°
留根2mm坡口形式,坡口朝外,内侧角焊缝加强;上隔板与箱梁壁板之间采用退装法,与构架间为熔深焊
缝,采用单面40
°
留根2mm坡口形式坡口朝外;s9:装饰板的装焊:将亚字箱梁整体进行翻身,在牛腿位置处依次装焊装饰板;装饰板采用单面角焊缝形式。
18.s2中的横隔板中非对应支座位置的横隔板与顶板及腹板间均为熔深焊缝。
19.s7中牛腿底板上的长条加劲肋板及牛腿顶板上长条加劲肋板与牛腿底板间均为双面角焊缝形式;牛腿底板及牛腿顶板与顶板间为熔深焊缝,采用单面40
°
自然坡口形式,坡口朝内;牛腿底板及牛腿顶板与箱梁壁板间为熔深焊缝,采用双面40
°
留根2mm坡口形式。
20.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。