1.本实用新型属于工程机械技术领域,尤其涉及一种多介质路面材料的自动配料装置。
背景技术:
2.多介质路面材料包含多种原材料,在配料过程中,每种原材料进入搅拌机的顺序都是运输、计量、运输。多介质路面材料的配料过程主要涉及骨料称量、粉料称量、增强纤维称量和液体称量三部分。但是在自动化配料过程中,固态物质的称量,出料阀门关闭后,留存于管道内的物料仍然会进入计量器内,从而使每种固体材料的使用量与理论配料量存在一定的偏差,从而影响最终配料精度;此外骨料中含有杂质,如果过多,会使骨料的称量失真,影响路面材料的计量精度。
3.另一方面,现有的配料系统是将每种物料同时称量,然后输送至搅拌机拌和,这样每种物料的称量均会带入一定的误差,最终搅拌机内的配料比例与理论值会存在较大差异,进而使最终的配料比例与预设值相差甚远。
技术实现要素:
4.针对现有设计方法的不足,本实用新型的目的是提供一种多介质路面材料的自动配料装置。通过每个称量单元的结构设计,降低每个称量单元的称量误差,降低每个称量单元的称量误差,从而降低整个物料配比的误差。
5.为了实现上述目的本实用新型采用如下技术方案:
6.一种多介质路面材料的自动配料装置,包括机架和控制台,所述机架上安装有骨料称量输送单元、粉料称量输送单元、纤维计量输送单元、水计量输送单元和搅拌机,其中,所述骨料称量输送单元的出料口设置有骨料转送带,所述骨料转送带的出料端的下方设置有骨料暂存斗;
7.所述搅拌机位于所述骨料暂存斗、粉料称量输送单元、纤维计量输送单元和水计量输送单元的下方;所述暂存斗的出料口、所述粉料称量输送单元的出料口、所述纤维计量输送单元和水计量输送单元的出料口分别通过管道与所述搅拌机的入料口连通;
8.所述骨料称量输送单元、粉料称量输送单元、纤维计量输送单元和水计量输送单元分别与控制台电连接;所述控制台用于控制每个称量输送单元的物料输送、称量和出料过程;
9.所述粉料称量输送单元包含粉料储料仓和粉料称量斗,所述粉料储料仓和粉料称量斗上下对应安装于所述机架上,所述粉料称量斗的外壁与机架之间设置有粉料称重传感器;所述粉料称量斗具有第一端盖,所述第一端盖上开设有粉料入口,所述粉料称量斗内与粉料入口对应的设置有降速储料平台,用于将粉料进行分散降速;所述第一端盖上开设有安装孔,所述降速平台通过连接杆穿过安装孔固定于机架上。
10.进一步地,所述骨料称量输送单元包含安装于机架上的骨料储料斗,所述骨料储
料斗的下方设置有骨料输送带,所述骨料储料斗的出料管上设置有骨料开关阀;所述骨料输送带的出料端的下方设置有向下倾斜的减速板,所述减速板的下端设置有骨料称量斗;所述骨料称量斗的外壁与机架之间设置有骨料称重传感器;所述骨料称量斗的出料管上设置有骨料出料阀。
11.更进一步地,所述骨料称重传感器的信号输出端与控制台的骨料信号输入端电连接,所述控制台的三个骨料信号输出端分别与所述骨料输送带的驱动电机的控制信号输入端、骨料开关阀和骨料出料阀电连接。
12.进一步地,所述粉料储料仓的下端为粉料出料管,所述粉料出料管上设置有粉料开关阀,所述粉料出料管的下端为粉料出料口;所述粉料出料口与粉料入口通过软管连接;所述粉料称量斗的出料管上设置有粉料出料阀。
13.更进一步地,所述降速储料平台包含接料仓和导料板,所述接料仓的顶部为接料板,所述接料板可上下移动;所述导料板与接料仓的侧板的顶端固定连接,所述导料板向下倾斜呈伞状;所述接料仓的底板上设置有电动推杆,所述电动推杆的伸缩杆与接料仓的顶板的底面固定连接。
14.更进一步地,所述粉料称重传感器的信号输出端与控制台的第一粉料信号输入端连接,所述控制台具有三个粉料信号输出端分别与所述粉料开关阀、粉料出料阀和电动推杆的电机控制端电连接。
15.进一步地,所述纤维计量输送单元包含上下设置的纤维储料仓和纤维称量斗,所述纤维称量斗位于纤维储料仓的出料口下方,所述纤维储料仓的底部设置有纤维出料管,所述纤维出料管上设置有纤维开关阀;
16.所述纤维称量斗通过楔形块固定于机架上,所述纤维称量斗的外侧壁与楔形块之间设置有纤维称重传感器;所述纤维称量斗具有第二端盖,所述第二端盖上开设有纤维入口,所述纤维入口内插入纤维暂存斗,所述纤维暂存斗的物料输出管上设置有存料阀;所述纤维称量斗的出料管上设置有纤维出料阀;
17.所述水计量输送单元包含储水罐和水泵,所述水泵通过输水管与储水罐的进水口连通,所述储水罐的出水口通过出水管与纤维称量斗的底部输料管连通,所述出水管上设置有流量计,所述纤维称量斗的底部具有纤维开关阀,所述出水管上设置有出水阀。
18.更进一步地,所述纤维称重传感器的信号输出端和流量计的信号输出端分别与所述控制台的纤维和水对应的两个信号输入端电连接,所述控制台的的四个纤维和水对应的信号输出端分别与所述纤维出料阀、存料阀、纤维开关阀、出水阀对应连接。
19.更进一步地,所述粉料储料仓的进料口和纤维储料仓的进料口分别连通有一个螺旋送料机。
20.进一步地,所述出水管的水平段向下倾斜,使出水口高于出水管与输料管的交汇点。
21.与现有技术相比,本实用新型的优点在于:
22.(1)本实用新型通过降速储料平台的设置,使得粉料在进入称量斗之前实现分散和减速,减小了粉料对称量斗的冲击作用,提高粉料称量精度。
23.(2)本实用新型通过暂存斗和存料阀的设置,避免了出料阀关闭之后出料管内的残余纤维进行称量斗内影响纤维称量总量,避免多余纤维进入称量斗,提高纤维用量精度。
24.(3)本实用新型基于以骨料为配料基础的思想,对其他物料的称量输送结构进行设计,保证了后续物料称量的准确性,进而保证最终混合料中各原料的配料比例准确性。
25.(4)本实用新型将水置于最后进行称量,能够将搅拌机入口前管道内的各种固体物料进行冲洗,保证管道畅通和配料准确性。
附图说明
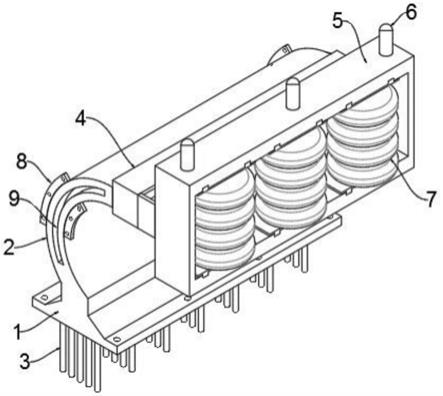
26.图1是本实用新型的一种多介质路面材料的自动配料装置的结构示意图;
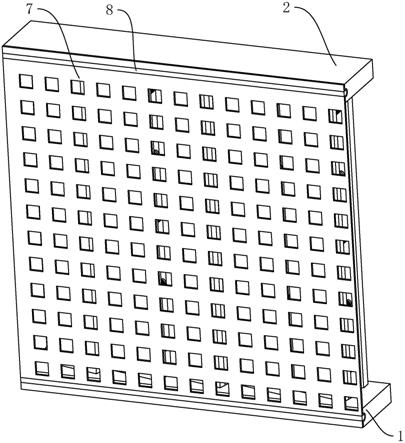
27.图2是本实用新型的粉料称量输送单元的结构示意图;
28.图3是图2中降速储料平台的正常称料时的结构示意图;
29.图4是图2中降速储料平台的称料结束后的结构示意图;
30.图5是本实用新型的纤维计量输送单元和水计量输送单元的结构示意图;
31.图6是本实用新型的控制连接图;
32.以上图中,1机架;2控制台;3骨料称量输送单元;31骨料转送带;32骨料暂存斗;33骨料储料斗;34骨料输送带;35骨料开关阀;36减速板;37骨料称量斗;38骨料称重传感器;39骨料出料阀;4粉料称量输送单元;41粉料储料仓;42粉料称量斗;43粉料称重传感器;44降速储料平台;441接料仓;442导料板;443接料板;444电动推杆;45粉料开关阀;46软管;47粉料出料阀;5纤维计量输送单元;51纤维储料仓;52纤维称量斗;53纤维开关阀;54纤维称重传感器;55纤维暂存斗;56存料阀;57纤维出料阀;6水计量输送单元;61储水罐;62水泵;63出水管;64流量计;65出水阀;7搅拌机。
具体实施方式
33.为详细说明本实用新型的技术内容、操作流程、所实现目的和效果,给出以下实施例说明。
34.参考图1
‑
图2,本实用新型提供的一种多介质路面材料的自动配料装置,包括机架1和控制台2,所述机架1上安装有骨料称量输送单元3、粉料称量输送单元4、纤维计量输送单元5、水计量输送单元6和搅拌机7,其中,所述骨料称量输送单元3的出料口设置有骨料转送带31,所述骨料转送带31的出料端的下方设置有骨料暂存斗32;所述搅拌机7位于所述骨料暂存斗32、粉料称量输送单元4、纤维计量输送单元5和水计量输送单元6的下方;所述暂存斗的出料口、所述粉料称量输送单元4的出料口、所述纤维计量输送单元5和水计量输送单元6的出料口分别通过管道与所述搅拌机7的入料口连通;所述骨料称量输送单元3、粉料称量输送单元4、纤维计量输送单元5和水计量输送单元6分别与控制台2电连接;所述控制台2用于控制每个称量输送单元的物料输送、称量和出料过程;
35.所述粉料称量输送单元4包含粉料储料仓41和粉料称量斗42,所述粉料储料仓41和粉料称量斗42上下对应安装于所述机架1上,所述粉料称量斗42的外壁与机架1之间设置有粉料称重传感器43;所述粉料称量斗42具有第一端盖,所述第一端盖上开设有粉料入口,所述粉料称量斗42内与粉料入口对应的设置有降速储料平台44,用于将粉料进行分散降速;所述第一端盖上开设有安装孔,所述降速平台通过连接杆穿过安装孔固定于机架1上。所述粉料储料仓41的下端为粉料出料管,所述粉料出料管上设置有粉料开关阀45,所述粉料出料管的下端为粉料出料口;所述粉料出料口与粉料入口通过软管46连接;所述粉料称
量斗42的出料管上设置有粉料出料阀47。
36.以上实施例中,本实用新型将多介质路面材料的原料进行分类,分为骨料、粉料、水和添加料,添加料一般为钢纤维或碳纤维等具有增强效果的纤维类材料;基于以上分类将自动配料装置分为骨料称量输送单元3、粉料称量输送单元4、纤维计量输送单元5和水计量输送单元6,通过控制台2分别与以上四个称量输送单元进行电性连接,从而控制每种原料的称量和输送过程,也可以控制原料的称量顺序,是四种原料的称量输送过程既相互独立又彼此联系,更易于与实际工程应用相结合,节省配料时间。
37.考虑到粉料称量斗42与粉料储料仓41的出料口之间存在的一段距离会对粉料称量准确性产生较大影响。本实用新型自动配料过程中,螺旋送料机将地面上的粉料(水泥)输送至粉料储料仓41内,达到一定量的粉料之后即可开始称量和配料过程;粉料从粉料储料仓41经出料口、软管46、粉料入口进入粉料称量斗42,经过粉料称量斗42内的降速储料平台44对落入的粉料进行分散、缓冲、降速后,粉料落入粉料称量斗42内,粉料称量斗42外壁的称重感应器对粉料称量斗42内的粉料进行称重,信号传回控制台2;此过程避免了大量粉料从高处直接掉落对粉料称重感应器灵敏度和称量精度的影响。称量过程中,当粉料称量斗42内的粉料达到目标重量后,则控制粉料开关阀45关闭,此时,位于粉料开关阀45之后的出料管和软管46内仍然存在粉料,本实用新型设置降速储料平台44暂存该部分粉料,避免该部分粉料落入称量斗而引起的配料比例误差,提高配料精度。
38.参考图1,根据本实用新型的一个实施例,所述骨料称量输送单元3包含安装于机架1上的骨料储料斗33,所述骨料储料斗33的下方设置有骨料输送带34,所述骨料储料斗33的出料管上设置有骨料开关阀35;所述骨料输送带34的出料端的下方设置有向下倾斜的减速板36,所述减速板36的下端设置有骨料称量斗37;所述骨料称量斗37的外壁与机架1之间设置有骨料称重传感器38;所述骨料称量斗37的出料管上设置有骨料出料阀39。
39.参考图6,根据本实用新型的一个实施例,所述骨料称重传感器38的信号输出端与控制台2的骨料信号输入端电连接,所述控制台2的三个骨料信号输出端分别与所述骨料输送带34的驱动电机的控制信号输入端、骨料开关阀35和骨料出料阀39电连接。
40.以上实施例中,本装置用于自动化的骨料称量配料过程,对骨料进行称量并将其暂存于骨料暂存斗32中,当需要进行配料搅拌时,打开骨料暂存斗32的底部出料阀即可,而本装置即可进行下一次骨料称量过程。本实用新型的骨料储料斗33可以是多个,水平分布于骨料输送带34的上方。本实用新型的骨料输送和称量过程为:骨料从骨料储料斗33下方落于骨料输送带34上,输送至骨料输送带34的出口端后,掉落在减速板36上,通过在减速板36上滚落减速再落入其下方的骨料称量斗37内,骨料称量斗37内骨料的重量通过其外壁的骨料称重传感器38感应并传出至控制台2。
41.以上称量输送过程,控制台2通过控制骨料输送带34的驱动电机的启停来控制骨料的称量重量,当达到目标骨料重量时,关闭该驱动电机,停止骨料输送过程。称量结束后,打开骨料称量斗37底部的骨料开关阀35和骨料转送带31的电机,使称好的骨料随骨料转送带31传送至骨料暂存斗32内,完成一次骨料称量过程。
42.参考图3和图4,根据本实用新型的一个实施例,所述降速储料平台44包含接料仓441和导料板442,所述接料仓441的顶部为接料板443,所述接料板443可上下移动;所述导料板442与接料仓441的侧板的顶端固定连接,所述导料板442向下倾斜呈伞状;所述接料仓
441的底板上设置有电动推杆444,所述电动推杆444的伸缩杆与接料仓441的顶板的底面固定连接。
43.参考图6,根据本实用新型的一个实施例,所述粉料称重传感器43的信号输出端与控制台2的第一粉料信号输入端连接,所述控制台2具有三个粉料信号输出端分别与所述粉料开关阀45、粉料出料阀47和电动推杆444的电机控制端电连接。
44.以上实施例中,降速储料平台44包含接料仓441和导料板442,所述接料仓441的顶部为接料板443,所述接料板443可上下移动,在正常的称料过程中,接料板443位于接料仓441的顶部,即接料板443相当于接料仓441的顶板,由接料板443和导料板442在接料仓441的顶部形成屋脊状,如图3所示,粉料先落在接料板443上再通过导料板442分散落入称量斗内,以起到粉料分散缓冲的作用。当一次粉料称量完成后,关闭粉料开关阀45,同时控制台2控制电动推杆444的伸缩杆收缩,接料板443下移,与接料仓441侧板形成接料凹槽,如图4所示,位于粉料开关阀45之后的管道和软管46内的粉料落入接料凹槽,避免其落入粉料称量斗42影响配料比例。待粉料称量斗42内粉料全部进入搅拌机7后,再控制伸缩杆伸长,将接料板443移动至接料仓441的顶板位置处继续进行下一次称料过程。以上粉料称量过程由控制台2控制完成。
45.参考图5,根据本实用新型的一个实施例,所述纤维计量输送单元5包含上下设置的纤维储料仓51和纤维称量斗52,所述纤维称量斗52位于纤维储料仓51的出料口下方,所述纤维储料仓51的底部设置有纤维出料管,所述纤维出料管上设置有纤维开关阀53;所述纤维称量斗52通过楔形块固定于机架1上,所述纤维称量斗52的外侧壁与楔形块之间设置有纤维称重传感器54;所述纤维称量斗52具有第二端盖,所述第二端盖上开设有纤维入口,所述纤维入口内插入纤维暂存斗55,所述纤维暂存斗55的物料输出管上设置有存料阀56;所述纤维称量斗52的出料管上设置有纤维出料阀57;所述水计量输送单元6包含储水罐61和水泵62,所述水泵62通过输水管与储水罐61的进水口连通,所述储水罐61的出水口通过出水管63与纤维称量斗52的底部输料管连通,所述出水管63上设置有流量计64,所述纤维称量斗52的底部具有纤维开关阀53,所述出水管63上设置有出水阀65。
46.参考图6,根据本实用新型的一个实施例,所述纤维称重传感器54的信号输出端和流量计64的信号输出端分别与所述控制台2的纤维和水对应的两个信号输入端电连接,所述控制台2的的四个信号输出端分别与所述纤维出料阀57、存料阀56、纤维开关阀53、出水阀65对应连接。
47.以上实施例中,在实际工程应用过程中,纤维计量输送单元5内,纤维从地面通过螺旋输料机输送至高处的纤维储料仓51内,纤维储料仓51内纤维达到一定量之后即可打开纤维开关阀53,使纤维通过管道进入纤维储料仓51下方的纤维称量斗52,纤维称量斗52的外侧壁与楔形块之间的纤维称重传感器54感应纤维称量斗52内的纤维重量并传出至控制台2。待纤维达到配料量后,同时关闭纤维开关阀53和存料阀56,使纤维开关阀53至纤维称量斗52的纤维入口之间的纤维落入纤维暂存斗55内,从而避免其落入纤维称量斗52内而影响纤维称量准确性,使称量的纤维量与理论配料量相同,提高纤维的配料精度。
48.水计量输送单元6内,水通过水泵62抽至储水罐61,待其他物料(骨料、粉料、纤维)落入搅拌机7后,关闭纤维称量斗52底部出料阀,打开储水罐61底部出水阀65,使水通过出水管63流入输料管后进入搅拌机7,流量计64对流出的水的量进行计量。在这一过程中,水
可以对滞留在管道内的纤维进行冲洗,使粘壁纤维进入搅拌机7,减少粘壁纤维,提高纤维配料准确性,缓解自动配料过程中的物料堵管现象。
49.参考图5,根据本实用新型的一个实施例,所述出水管63的水平段向下倾斜,使出水口高于出水管63与输料管的交汇点,保证水能够顺利的流至输料管。
50.本实用新型实施例的出水阀65与流量计64紧挨设置,保证水计量的准确性。
51.本实用新型主要是针对骨料、粉料和液体这三部分的计量和输送装置的设计,目的是使物料的配比与预定值误差减小,称量各物料的重量确保多介质路面材料的个原料配比。多介质路面材料有5种原材料组成,分别为水泥、水、纤维、石料和沥青。
52.虽然,本说明书中已经用一般性说明及具体实施方案对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。