1.本发明涉及高弹面料领域,具体涉及一种吸湿快干单向导湿高弹面料的生产工艺。
背景技术:
2.近年来随着生活水平的提高以及科学技术的发展,人们对穿着的要求也越高,消费者追求服装穿着舒适并美观得体。这就对现今的针织面料提出了更高的要求,普通的吸湿快干功能已经变成面料加工时的基础功能。当人们在运动汗液大量排出的时候普通面料吸收汗液织物正反面完全湿润,粘在人体皮肤上极不舒适。因此,具有单向导湿功能的针织面料由于其能快速导湿并同时保证织物内层快速干爽而成为针织服装的前沿产品之一,也是当今针织服装领域的一个发展趋向。传统的单向导湿面料通常是在面料的布面上另外添加吸湿排汗助剂和防水剂来达到单向导湿的效果,但吸湿效果和单向导湿效果不耐多次水洗,且使用防水剂常含有不易降解的氟化合物,对环境存在潜在的危害,此外在生产过程中使用的吸湿排汗助剂也容易对环境造成污染。因而目前的市场缺少一种环保、耐洗、舒适且高弹的吸湿快干单向导湿高弹面料。
技术实现要素:
3.本发明的目的是提供一种环保、耐洗、舒适且高弹的吸湿快干单向导湿高弹面料的生产工艺,解决了现有技术中存在的吸湿效果和单向导湿效果不耐多次水洗,且使用防水剂常含有不易降解的氟化合物,对环境存在潜在的危害,且在生产过程中使用的吸湿排汗助剂也容易对环境造成污染的问题。
4.本发明的目的采用以下技术方案来实现:
5.本发明提供一种吸湿快干单向导湿高弹面料的生产工艺,包括以下步骤:
6.步骤1,纺织纱线:
7.使用导湿聚酯纤维和棉纤维纺织成纱,得到表经和表纬;使用防水聚酯纤维和聚氨基甲酸酯纤维纺织成纱,得到里经和里纬;
8.步骤2,织造面料:
9.使用联合接结法进行编织,将表经和表纬编织形成表层,里经和里纬编织形成里层,并将表层和和里层织造形成双层面料粗坯;
10.步骤3,染色:
11.将面料粗坯置于染色机上,加入染色剂进行染色处理,得到染色后面料;
12.步骤4,柔软整理:
13.将染色后面料使用柔软剂进行整理,之后再依次经过脱水和干燥,得到柔软整理面料;
14.步骤5,干燥定型:
15.将柔软整理面料依次进行清洗、脱水和定型,即得到吸湿快干单向导湿高弹面料。
16.优选地,在纺织所述表经和所述表纬的过程中,所述导湿聚酯纤维和所述棉纤维的重量比为2~4:1。
17.优选地,在纺织所述里经和所述里纬的过程中,所述防水聚酯纤维和所述聚氨基甲酸酯纤维的重量比为6:0.5~1.5。
18.优选地,所述防水聚酯纤维是使用无氟防水剂对聚酯纤维整理后得到,其中,无氟防水剂为有机硅无氟防水剂或丙烯酸酯无氟防水剂。
19.优选地,所述无氟防水剂使用的浓度为10~100g/l。
20.优选地,所述步骤1中,所述纺织成纱的过程为:将待纺织纤维经过预处理后拉伸成条,再依次经过并条、拉伸和分梳后捻合成纱。
21.优选地,所述步骤2的织造面料过程中,里经的密度为212~228根/10cm,里纬的密度为93.5~98.5根/10cm;表经的密度为182~185根/10cm,表纬的密度为78.6~82.4根/10cm。
22.优选地,所述步骤2中的联合接结法为:在将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织;在将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织。
23.优选地,所述步骤3中,所述染色剂为天然染料,包括动物染料、植物染料、矿物燃料中的至少一种。
24.优选地,所述步骤3中,所述染色机的温度设置为75~85℃,升温速率为0.5~1℃/min,染色处理结束后自然降温至45~55℃,脱水后烘干。
25.优选地,所述步骤4中的柔软剂为阳离子型、非离子型、阴离子型、两性季铵盐型中的一种,柔软剂的浓度为5~10g/l,柔软整理的温度为45~55℃,柔软整理时间为0.2~0.4h。
26.优选地,所述清洗是使用清水冲洗,所述定型的温度为135~145℃。
27.优选地,所述导湿聚酯纤维的制备方法为:
28.s1.称取聚酯纤维置于60~80℃的碱液中,均匀混合后,浸泡处理4~7h,然后过滤收集浸泡后的聚酯纤维并使用蒸馏水冲洗至中性,置于80~100℃的烘箱中干燥后,得到聚酯纤维预处理产物;其中,聚酯纤维与碱液的质量比为1:10~15;
29.s2.称取苦马豆素加入至去离子水中,充分溶解后,投入聚酯纤维预处理产物,转入反应釜并升温至120~150℃,保温8~12h后,收集纤维产物,使用蒸馏水冲洗至少三次后,置于80~100℃的烘箱中干燥后,得到苦马豆素/聚酯纤维复合物;其中,苦马豆素、聚酯纤维预处理产物与去离子水的质量比为2.2~3.6:8.3~11.5:18~30;
30.s3.称取甲氧苄啶与n,n
‑
二甲基甲酰胺混合,充分溶解后,得到甲氧苄啶溶液;其中,甲氧苄啶与n,n
‑
二甲基甲酰胺的质量比为1:12~16;
31.s4.称取苦马豆素/聚酯纤维复合物与甲苯混合,加入钌基催化剂,充分混合均匀后,再加入逐滴加入甲氧苄啶溶液,升温至105~115℃,回流反应8~12h,反应期间不断排气,收集纤维产物,使用丙酮冲洗至少三次后,减压干燥后,得到导湿聚酯纤维;其中,苦马豆素/聚酯纤维复合物、钌基催化剂、甲氧苄啶溶液与甲苯的质量比为1:0.02~0.05:3.6~5.4:15~20。
32.优选地,所述碱液为浓度为0.1~0.15mol/l的氢氧化钠溶液。
33.优选地,所述钌基催化剂为基于吡啶的pnn螯合配体钌化合物,即(pnn)ru(co)(h)。
34.本发明的有益效果为:
35.1.本发明公开了一种吸湿快干单向导湿高弹面料的生产工艺,该生产工艺经过纺织纱线、织造面料、染色、柔软整理和干燥定型步骤,制得了一种吸湿快干单向导湿高弹面料。本发明的制备工艺简便且工艺过程安全环保,没有使用含氟化合物的防水剂,对环境友好且不会造成污染。
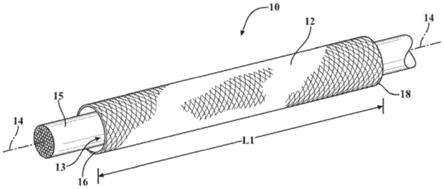
36.2.本发明所制备的吸湿快干单向导湿高弹面料是采用导湿快干的表层以及防水高弹的里层组成,表层和里层采用联合接结法编织形成,这种编织方式能够使织物的表层和里层连接的更加稳定。其中,导湿快干的表层是使用吸湿快干的导湿聚酯纤维和吸湿柔软的棉纤维织造得到,防水高弹的里层是使用防水效果好的防水聚酯纤维以及弹性好的聚氨基甲酸酯纤维织造得到,最终得到的面料具有吸湿、快干、单向导湿、高弹的特性。
37.3.本发明的导湿聚酯纤维是在原聚酯纤维的基础上经过改性得到,具体改性过程为:先将聚酯纤维在碱液中浸泡刻蚀处理,使聚酯纤维表面活性变强且能够刻蚀大量孔径,之后使用苦马豆素对聚酯纤维进行改性,使聚酯纤维的孔径内和表面接枝和吸附大量的苦马豆素,然后使用甲氧苄啶与接枝了苦马豆素的聚酯纤维进行反应,甲氧苄啶分子内的氨基基团能够在钌基催化剂的作用下与苦马豆素分子内的羟基发生缩合形成更加稳定的酰胺基团,从而完成聚酯纤维的改性。改性后的聚酯纤维不仅具有较好的导湿排汗性,且在抗菌性方面也得到了较大的改善。
38.4.本发明使用无氟防水剂对聚酯纤维处理后,得到防水聚酯纤维,该无氟防水剂为有机硅无氟防水剂或丙烯酸酯无氟防水剂,无氟防水剂对环境无污染、不易在生物体内沉积、容易降解、对人体无害,是更加安全环保的产品。本发明使用的染色剂也是天然染料,包括动物染料、植物染料、矿物燃料中的一种或多种,不经过人工合成,对于环境也是无污染,更加环保。
具体实施方式
39.为了更清楚的说明本发明,对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
40.聚酯纤维具有较高的强度和弹性恢复能力,因此坚牢耐用、抗皱免烫。但是它的吸湿性差、透气性不好,穿着有闷热感,这些缺陷使其应用受到限制。
41.本发明制备的导湿聚酯纤维,通过在聚酯纤维表面引入亲水性的苦马豆素和拒水且拒油的甲氧苄啶,使聚酯纤维达到了单向导湿的作用。其中,苦马豆素含有大量的亲水性羟基,且具有一定的抗菌和抗病毒性能,本发明将其接枝于聚酯纤维的表面以及孔径内,能够增加聚酯纤维的吸湿性和导湿性,之后使用甲氧苄啶对其进行固定以及接枝改性,甲氧苄啶具有较好的抗菌性能,且其表面具有大量的疏水且疏油性基团,因此,甲氧苄啶和苦马豆素的结合既能将人体产生的汗汽通过导湿聚酯纤维表面或纤维内部的吸水性极性基团吸收,而疏水性基团的存在也使纤维不会像棉纤维吸湿那样产生膨胀,吸收的汗汽或汗液能够沿着纤维导向或微孔传递轴向向外层转移,从而使水汽和水分快速扩散传递,使面料
迅速干燥。
42.下面结合以下实施例对本发明作进一步描述。
43.实施例1
44.一种吸湿快干单向导湿高弹面料的生产工艺,包括以下步骤:
45.步骤1,纺织纱线:
46.使用导湿聚酯纤维和棉纤维按照重量比为3:1经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到表经和表纬;
47.使用防水聚酯纤维和聚氨基甲酸酯纤维按照重量比为6:1.2经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到里经和里纬;其中,防水聚酯纤维使用浓度为60g/l的有机硅无氟防水剂对聚酯纤维整理后得到;
48.步骤2,织造面料:
49.使用联合接结法进行编织,即将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织,将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织;将表经和表纬编织形成表层,里经和里纬编织形成里层后,将表层和和里层织造形成不可分割的双层面料粗坯;其中,里经的密度为224根/10cm,里纬的密度为96.5根/10cm;表经的密度为184根/10cm,表纬的密度为80.8根/10cm;
50.步骤3,染色:
51.将面料粗坯置于染色机上,加入染色剂进行染色处理,染色机的温度设置为80℃,升温速率为0.8℃/min,染色处理结束后自然降温至50℃,脱水后烘干得到染色后面料;其中,染色剂为植物染料;
52.步骤4,柔软整理:
53.将染色后面料使用浓度为8g/l的柔软剂进行整理,温度为50℃,时间为0.3h,之后再依次经过脱水和干燥,得到柔软整理面料;其中,柔软剂为阳离子型柔软剂;
54.步骤5,干燥定型:
55.将柔软整理面料依次进行清水清洗后脱水处理,之后在140℃的温度下定型,即得到吸湿快干单向导湿高弹面料。
56.其中,步骤1中,导湿聚酯纤维的制备方法为:
57.s1.称取聚酯纤维置于60~80℃的0.1~0.15mol/l的氢氧化钠溶液中,均匀混合后,浸泡处理4~7h,然后过滤收集浸泡后的聚酯纤维并使用蒸馏水冲洗至中性,置于80~100℃的烘箱中干燥后,得到聚酯纤维预处理产物;其中,聚酯纤维与氢氧化钠溶液的质量比为1:12;
58.s2.称取苦马豆素加入至去离子水中,充分溶解后,投入聚酯纤维预处理产物,转入反应釜并升温至120~150℃,保温8~12h后,收集纤维产物,使用蒸馏水冲洗至少三次后,置于80~100℃的烘箱中干燥后,得到苦马豆素/聚酯纤维复合物;其中,苦马豆素、聚酯纤维预处理产物与去离子水的质量比为2.9:10.2:24;
59.s3.称取甲氧苄啶与n,n
‑
二甲基甲酰胺混合,充分溶解后,得到甲氧苄啶溶液;其中,甲氧苄啶与n,n
‑
二甲基甲酰胺的质量比为1:14;
60.s4.称取苦马豆素/聚酯纤维复合物与甲苯混合,加入钌基催化剂(pnn)ru(co)(h),充分混合均匀后,再加入逐滴加入甲氧苄啶溶液,升温至105~115℃,回流反应8~
12h,反应期间不断排气,收集纤维产物,使用丙酮冲洗至少三次后,减压干燥后,得到导湿聚酯纤维;其中,苦马豆素/聚酯纤维复合物、钌基催化剂、甲氧苄啶溶液与甲苯的质量比为1:0.03:4.8:17。
61.实施例2
62.使用导湿聚酯纤维和棉纤维按照重量比为2:1经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到表经和表纬;
63.使用防水聚酯纤维和聚氨基甲酸酯纤维按照重量比为6:0.5经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到里经和里纬;其中,防水聚酯纤维使用浓度为10/l的丙烯酸酯无氟防水剂对聚酯纤维整理后得到;
64.步骤2,织造面料:
65.使用联合接结法进行编织,即将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织,将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织;将表经和表纬编织形成表层,里经和里纬编织形成里层后,将表层和和里层织造形成不可分割的双层面料粗坯;其中,里经的密度为212根/10cm,里纬的密度为93.5根/10cm;表经的密度为185根/10cm,表纬的密度为82.4根/10cm;
66.步骤3,染色:
67.将面料粗坯置于染色机上,加入染色剂进行染色处理,染色机的温度设置为75℃,升温速率为0.5℃/min,染色处理结束后自然降温至45℃,脱水后烘干得到染色后面料;其中,染色剂为动物染料;
68.步骤4,柔软整理:
69.将染色后面料使用浓度为5g/l的柔软剂进行整理,温度为45℃,时间为0.2h,之后再依次经过脱水和干燥,得到柔软整理面料;其中,柔软剂为非离子型。
70.步骤5,干燥定型:
71.将柔软整理面料依次进行清水清洗后脱水处理,之后在135℃的温度下定型,即得到吸湿快干单向导湿高弹面料。
72.其中,步骤1中,导湿聚酯纤维的制备方法为:
73.s1.称取聚酯纤维置于60~80℃的0.1~0.15mol/l的氢氧化钠溶液中,均匀混合后,浸泡处理4~7h,然后过滤收集浸泡后的聚酯纤维并使用蒸馏水冲洗至中性,置于80~100℃的烘箱中干燥后,得到聚酯纤维预处理产物;其中,聚酯纤维与氢氧化钠溶液的质量比为1:10;
74.s2.称取苦马豆素加入至去离子水中,充分溶解后,投入聚酯纤维预处理产物,转入反应釜并升温至120~150℃,保温8~12h后,收集纤维产物,使用蒸馏水冲洗至少三次后,置于80~100℃的烘箱中干燥后,得到苦马豆素/聚酯纤维复合物;其中,苦马豆素、聚酯纤维预处理产物与去离子水的质量比为2.2:8.3:18;
75.s3.称取甲氧苄啶与n,n
‑
二甲基甲酰胺混合,充分溶解后,得到甲氧苄啶溶液;其中,甲氧苄啶与n,n
‑
二甲基甲酰胺的质量比为1:12;
76.s4.称取苦马豆素/聚酯纤维复合物与甲苯混合,加入钌基催化剂(pnn)ru(co)(h),充分混合均匀后,再加入逐滴加入甲氧苄啶溶液,升温至105~115℃,回流反应8~12h,反应期间不断排气,收集纤维产物,使用丙酮冲洗至少三次后,减压干燥后,得到导湿
聚酯纤维;其中,苦马豆素/聚酯纤维复合物、钌基催化剂、甲氧苄啶溶液与甲苯的质量比为1:0.02:3.6:15。
77.实施例3
78.使用导湿聚酯纤维和棉纤维按照重量比为4:1经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到表经和表纬;
79.使用防水聚酯纤维和聚氨基甲酸酯纤维按照重量比为6:1.5经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到里经和里纬;其中,防水聚酯纤维使用浓度为100g/l的有机硅无氟防水剂对聚酯纤维整理后得到;
80.步骤2,织造面料:
81.使用联合接结法进行编织,即将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织,将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织;将表经和表纬编织形成表层,里经和里纬编织形成里层后,将表层和和里层织造形成不可分割的双层面料粗坯;其中,里经的密度为228根/10cm,里纬的密度为93.5根/10cm;表经的密度为182根/10cm,表纬的密度为78.6根/10cm;
82.步骤3,染色:
83.将面料粗坯置于染色机上,加入染色剂进行染色处理,染色机的温度设置为85℃,升温速率为1℃/min,染色处理结束后自然降温至55℃,脱水后烘干得到染色后面料;其中,染色剂为矿物燃料;
84.步骤4,柔软整理:
85.将染色后面料使用浓度为10g/l的柔软剂进行整理,温度为55℃,时间为0.4h,之后再依次经过脱水和干燥,得到柔软整理面料;其中,柔软剂为两性季铵盐型。
86.步骤5,干燥定型:
87.将柔软整理面料依次进行清水清洗后脱水处理,之后在145℃的温度下定型,即得到吸湿快干单向导湿高弹面料。
88.其中,步骤1中,导湿聚酯纤维的制备方法为:
89.s1.称取聚酯纤维置于60~80℃的0.1~0.15mol/l的氢氧化钠溶液中,均匀混合后,浸泡处理4~7h,然后过滤收集浸泡后的聚酯纤维并使用蒸馏水冲洗至中性,置于80~100℃的烘箱中干燥后,得到聚酯纤维预处理产物;其中,聚酯纤维与氢氧化钠溶液的质量比为1:15;
90.s2.称取苦马豆素加入至去离子水中,充分溶解后,投入聚酯纤维预处理产物,转入反应釜并升温至120~150℃,保温8~12h后,收集纤维产物,使用蒸馏水冲洗至少三次后,置于80~100℃的烘箱中干燥后,得到苦马豆素/聚酯纤维复合物;其中,苦马豆素、聚酯纤维预处理产物与去离子水的质量比为3.6:11.5:30;
91.s3.称取甲氧苄啶与n,n
‑
二甲基甲酰胺混合,充分溶解后,得到甲氧苄啶溶液;其中,甲氧苄啶与n,n
‑
二甲基甲酰胺的质量比为1:16;
92.s4.称取苦马豆素/聚酯纤维复合物与甲苯混合,加入钌基催化剂(pnn)ru(co)(h),充分混合均匀后,再加入逐滴加入甲氧苄啶溶液,升温至105~115℃,回流反应8~12h,反应期间不断排气,收集纤维产物,使用丙酮冲洗至少三次后,减压干燥后,得到导湿聚酯纤维;其中,苦马豆素/聚酯纤维复合物、钌基催化剂、甲氧苄啶溶液与甲苯的质量比为
1:0.05:5.4:20。
93.对比例1
94.一种吸湿快干单向导湿高弹面料的生产工艺,包括以下步骤:
95.步骤1,纺织纱线:
96.使用聚酯纤维和棉纤维按照重量比为3:1经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到表经和表纬;
97.使用防水聚酯纤维和聚氨基甲酸酯纤维按照重量比为6:1.2经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到里经和里纬;其中,防水聚酯纤维使用浓度为60g/l的有机硅无氟防水剂对聚酯纤维整理后得到;
98.步骤2,织造面料:
99.使用联合接结法进行编织,即将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织,将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织;将表经和表纬编织形成表层,里经和里纬编织形成里层后,将表层和和里层织造形成不可分割的双层面料粗坯;其中,里经的密度为224根/10cm,里纬的密度为96.5根/10cm;表经的密度为184根/10cm,表纬的密度为80.8根/10cm;
100.步骤3,染色:
101.将面料粗坯置于染色机上,加入染色剂进行染色处理,染色机的温度设置为80℃,升温速率为0.8℃/min,染色处理结束后自然降温至50℃,脱水后烘干得到染色后面料;其中,染色剂为植物染料;
102.步骤4,柔软整理:
103.将染色后面料使用浓度为8g/l的柔软剂进行整理,温度为50℃,时间为0.3h,之后再依次经过脱水和干燥,得到柔软整理面料;其中,柔软剂为阳离子型柔软剂;
104.步骤5,干燥定型:
105.将柔软整理面料依次进行清水清洗后脱水处理,之后在140℃的温度下定型,即得到吸湿快干单向导湿高弹面料。
106.对比例2
107.一种吸湿快干单向导湿高弹面料的生产工艺,包括以下步骤:
108.步骤1,纺织纱线:
109.使用聚酯纤维和棉纤维按照重量比为3:1经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到表经和表纬;
110.使用聚酯纤维和聚氨基甲酸酯纤维按照重量比为6:1.2经过预处理后拉伸成条,再依次经过并条、拉伸、分梳后捻合成纱,得到里经和里纬;
111.步骤2,织造面料:
112.使用联合接结法进行编织,即将表经和表纬编织形成表层的过程中,同时将里经提起与表纬交织,将里经和里纬编织形成里层的过程中,同时将表经沉下与里纬交织;将表经和表纬编织形成表层,里经和里纬编织形成里层后,将表层和和里层织造形成不可分割的双层面料粗坯;其中,里经的密度为224根/10cm,里纬的密度为96.5根/10cm;表经的密度为184根/10cm,表纬的密度为80.8根/10cm;
113.步骤3,染色:
114.将面料粗坯置于染色机上,加入染色剂进行染色处理,染色机的温度设置为80℃,升温速率为0.8℃/min,染色处理结束后自然降温至50℃,脱水后烘干得到染色后面料;其中,染色剂为植物染料;
115.步骤4,柔软整理:
116.将染色后面料使用浓度为8g/l的柔软剂进行整理,温度为50℃,时间为0.3h,之后再依次经过脱水和干燥,得到柔软整理面料;其中,柔软剂为阳离子型柔软剂;
117.步骤5,干燥定型:
118.将柔软整理面料依次进行清水清洗后脱水处理,之后在140℃的温度下定型,即得到吸湿快干单向导湿高弹面料。
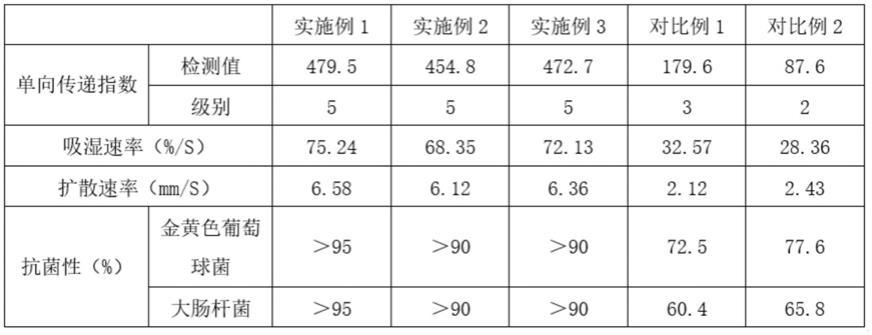
119.为了对本发明进行更加清楚的说明,将本发明实施例1~3以及对比例1~2中所制备得到的10cm
×
10cm面料进行检测,使用厂商为三工匠仪器型号为yg821a的液态水动态传递测试仪以及标准gb/t 21655.2
‑
2009和标准astm d6651
‑
01进行检测(温度:25℃,湿度:55%);结果如表1所示。
120.表1不同面料的性能比较
[0121][0122]
由表1可知,本发明实施例1~3所制备的面料单向传递指数能够达到479.5,说明单向导湿能力较强,吸湿速率和扩散速率也较高,说明吸湿快干性能也较强,此外,还对金黄色葡萄球菌和大肠杆菌具有较优异的抗性。
[0123]
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。