1.本发明属于贴片设备技术领域,尤其涉及一种高速多功能自动贴片方法。
背景技术:
2.贴片机,又称“贴装机”、“表面贴装系统”,在生产线中,它配置在点胶机或丝网印刷机之后,是通过移动贴装头把表面贴装元器件准确地放置pcb焊盘上的一种设备,贴片机是smt的生产中要用到自动贴片设备。
3.但是现有的贴片方法还存在着在使用的过程中不方便进行材料整理工作,不方便在使用的过程中进行贴片后的降温工作以及不方便在使用的过程中进行收集整理的问题。
4.因此,发明一种高速多功能自动贴片方法显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种高速多功能自动贴片方法,以解决现有的贴片方法还存在着在使用的过程中不方便进行材料整理工作,不方便在使用的过程中进行贴片后的降温工作以及不方便在使用的过程中进行收集整理的问题。
6.一种高速多功能自动贴片设备,包括底座1,贴片机主体2,支撑块3,输送机构4,倒u型支架5,移动贴装头机构6,缓存盒7,推动杆8,对应板9和手持杆10,所述的贴片机主体2螺栓连接在底座1的上端中间位置;所述的支撑块3的下端分别螺栓连接在底座1的上端中间位置左侧前面和上端中间位置左侧后面;所述的支撑块3的上端分别螺栓连接在输送机构4的下端前面和下端后面;所述的倒u型支架5的下端分别螺栓连接在贴片机主体2的上端左右两侧中间位置;所述的移动贴装头机构6安装在倒u型支架5的上端外壁;所述的缓存盒7螺栓连接在贴片机主体2的上端右侧中间位置;所述的推动杆8贯穿缓存盒7的右侧中间位置;所述的推动杆8的左端轴接在对应板9的右侧内部中间位置;所述的推动杆8的左端螺栓连接在手持杆10的左侧中间位置。
7.一种高速多功能自动贴片方法具体包括以下步骤:
8.步骤一:整理材料和工件,对贴装使用的材料进行整理工作,同时把贴装过程中的附件放置在缓存盒7的内部,推动对应板9进行移动,将附件对应整齐;
9.步骤二:调整好设备进行材料输送,将整理后的材料放置在输送机构4的上端,进行材料输送工作,同时使移动贴装头机构6将缓存盒7的内部的附件移动至材料的上端;
10.步骤三:使需要贴装的材料对应进行贴装,将材料和附件对应好,然后对材料和附件连接的位置进行加热工作,进行贴装工作;
11.步骤三中:使需要贴装的材料对应进行贴装,第一步,进行材料对应,将材料移动至移动贴装头机构6下端合适的位置,然后通过移动贴装头机构6将附件移动至材料的上端合适的位置;
12.第二步,使材料连接位置进行加热,对应材料后,使贴片机主体2对材料对应的位置进行加热工作,通过移动贴装头机构6对附件对应的位置进行余热工作;
13.第三步,对接材料,通过移动贴装头机构6推动附件进行移动,然后使附件和材料进行接触,同时对接触位置进行融合工作,完成贴装工作;
14.步骤四:进行贴片后的工件降温,选择合适的降温设备,安装在输送机构4的上端后面合适的位置,使降温设备对经过的贴装工件进行降温工作,同时选择合适的贴装工件进行观察和检测工作;
15.步骤四中:进行贴片后的工件降温,第一步,对贴装后的材料进行输送,通过输送机构4对贴装完成后的工件进行移动工作;
16.第二步,在输送设备上端合适的位置固定降温机构,在工作前,选择合适的位置风力降温设备安装在输送机构4上端后面合适的位置,方便在贴装后,对工件进行降温工作;
17.第三步,使降温机构工作,对工件进行降温,在工作中,使降温设备开始工作,通过输送机构4带动贴装好的工件的开始移动,并经过降温设备的下端,方便对贴装后的工件进行降温工作;
18.第四步,对降温后的工件进行观察整理,在进行降温的过程中对贴装工件进行取样观察工作,进而完成工作;
19.步骤五:进行收集和移动,将贴装好的工件收集到一块,然后对工件进行整理和移动工作,进而完成多功能自动贴装工作。
20.优选的,步骤四中,所述的第二步中,安装的降温设备采用风力降温设备,且选择风力可调的风力降温设备。
21.优选的,步骤一中,所述的对应板9的左侧胶接有硅胶垫,方便在对应工件的过程中进行防护工作,防止附件受到损坏影响工作贴装工作。
22.优选的,步骤二中,所述的移动贴装头机构6连接吸力移动机构,方便在拿取附件的过程中进行附件吸附移动工作。
23.与现有技术相比,本发明的有益效果为:
24.本发明中,在进行贴装工作的过程中,通过将附件放置在缓存盒7的内部,然后推动对应板9,使对应板9接触附件的左侧,方便在工作中进行附件对齐工作,防止在贴装的过程中附件歪斜,影响贴装质量;在进行贴装的过程中,通过输送机构4上端后面设置的风力降温设备,对输送机构4带动的贴装后的工件进行风力降温工作,方便在使用的过程中进行降温工作,增加降温功能;然后在使用的过程中在输送机构4的后端设置有整理和存放设备,方便在贴装后进行工件整理以及运输工作。
附图说明
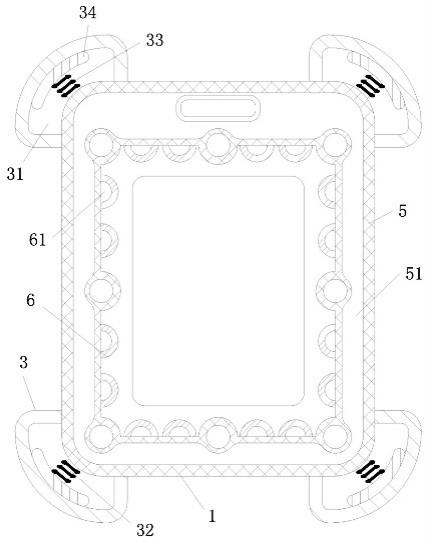
25.图1是本发明的结构示意图。
26.图2是自动贴片方法流程图。
27.图3是对接材料流程图。
28.图4是进行贴片后的工件降温流程图。
29.图中:1、底座;2、贴片机主体;3、支撑块;4、输送机构;5、倒u型支架;6、移动贴装头机构;7、缓存盒;8、推动杆;9、对应板;10、手持杆。
具体实施方式
30.下面结合附图对本发明进行具体描述,如附图1,附图2和附图3以及附图4所示,一种高速多功能自动贴片设备,包括底座1,贴片机主体2,支撑块3,输送机构4,倒u型支架5,移动贴装头机构6,缓存盒7,推动杆8,对应板9和手持杆10,所述的贴片机主体2螺栓连接在底座1的上端中间位置;所述的支撑块3的下端分别螺栓连接在底座1的上端中间位置左侧前面和上端中间位置左侧后面;所述的支撑块3的上端分别螺栓连接在输送机构4的下端前面和下端后面;所述的倒u型支架5的下端分别螺栓连接在贴片机主体2的上端左右两侧中间位置;所述的移动贴装头机构6安装在倒u型支架5的上端外壁;所述的缓存盒7螺栓连接在贴片机主体2的上端右侧中间位置;所述的推动杆8贯穿缓存盒7的右侧中间位置;所述的推动杆8的左端轴接在对应板9的右侧内部中间位置;所述的推动杆8的左端螺栓连接在手持杆10的左侧中间位置。
31.一种高速多功能自动贴片方法具体包括以下步骤:
32.s101:整理材料和工件,对贴装使用的材料进行整理工作,同时把贴装过程中的附件放置在缓存盒7的内部,推动对应板9进行移动,将附件对应整齐;
33.s102:调整好设备进行材料输送,将整理后的材料放置在输送机构4的上端,进行材料输送工作,同时使移动贴装头机构6将缓存盒7的内部的附件移动至材料的上端;
34.s103:使需要贴装的材料对应进行贴装,将材料和附件对应好,然后对材料和附件连接的位置进行加热工作,进行贴装工作;
35.s301:使需要贴装的材料对应进行贴装,第一步,进行材料对应,将材料移动至移动贴装头机构6下端合适的位置,然后通过移动贴装头机构6将附件移动至材料的上端合适的位置;
36.s302,使材料连接位置进行加热,对应材料后,使贴片机主体2对材料对应的位置进行加热工作,通过移动贴装头机构6对附件对应的位置进行余热工作;
37.s303,对接材料,通过移动贴装头机构6推动附件进行移动,然后使附件和材料进行接触,同时对接触位置进行融合工作,完成贴装工作;
38.s104:进行贴片后的工件降温,选择合适的降温设备,安装在输送机构4的上端后面合适的位置,使降温设备对经过的贴装工件进行降温工作,同时选择合适的贴装工件进行观察和检测工作;
39.s401:进行贴片后的工件降温,第一步,对贴装后的材料进行输送,通过输送机构4对贴装完成后的工件进行移动工作;
40.s402,在输送设备上端合适的位置固定降温机构,在工作前,选择合适的位置风力降温设备安装在输送机构4上端后面合适的位置,方便在贴装后,对工件进行降温工作;
41.s403,使降温机构工作,对工件进行降温,在工作中,使降温设备开始工作,通过输送机构4带动贴装好的工件的开始移动,并经过降温设备的下端,方便对贴装后的工件进行降温工作;
42.s404,对降温后的工件进行观察整理,在进行降温的过程中对贴装工件进行取样观察工作,进而完成工作;
43.s105:进行收集和移动,将贴装好的工件收集到一块,然后对工件进行整理和移动工作,进而完成多功能自动贴装工作。
44.工作原理
45.本发明中,进行工作时,将底座1固定在合适的位置,然后使用外部导线接通外部电源和控制设备,然后将附件放置在缓存盒7的内部,进行附件对齐工作,并将材料放置在输送机构4的上端,通过输送机构4带动材料进行移动,然后通过移动贴装头机构6带动附件移动至材料的上端,进行贴装工作,在贴装后,通过输送机构4上端后面设置的风力降温机构对工件进行降温工作,然后使输送机构4带动材料移动至整理装置的内部,进而完成自动贴片工作。
46.利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。