1.本发明涉及螺旋状线材拆散方法以及在该方法中使用的螺旋状线材的拆散作业台。
背景技术:
2.螺旋状线材通过将一条金属制线材卷绕为螺旋状而形成,如果将卷绕一周的形状称作线圈部,则以同一线圈直径的线圈部彼此在轴向上紧贴、线圈直径不同的线圈部彼此在径向上紧贴的状态形成。
3.螺旋状线材一边悬吊于水平延伸的吊竿一边进行酸洗处理、覆膜处理。酸洗处理是将螺旋状线材浸渍于强酸性的清洗液中而进行酸洗,从而使附着于表面的氧化皮脱离。另外,覆膜处理是将螺旋状线材浸渍于所需的涂料槽而在表面形成覆膜。
4.在进行螺旋状线材的酸洗处理、覆膜处理时,由于在螺旋状线材的轴向和径向上邻接的线圈部彼此紧贴,因此清洗液不会浸透到紧贴部分,氧化皮会残留,或者紧贴部分的覆膜出现不均。
5.因此,以往作业员用手解开悬吊于吊竿的螺旋状线材,以使邻接的线圈部彼此不紧贴的方式进行“解开作业”,之后沉入清洗液槽或涂料槽。
6.但是,在螺旋状线材为大径的情况下,作业员的解开作业需要大量的劳力。因此,作为机械地解开(拆散)挂在支承竿上的螺旋状线材的技术,例如提出了专利文献1的螺旋状线材拆散方法以及装置、专利文献2的线圈解束装置以及解束方法。
7.专利文献1的螺旋状线材拆散方法将螺旋状线材悬吊于水平竿,并且向螺旋状线材之中插入可动竿而将可动竿高于水平竿地抬起,将螺旋状线材载置于可动竿上。然后,使可动竿下降,重复进行高于水平竿地抬起的矩形波状运动,从而在水平竿上一点一点分割螺旋状线材并进行悬吊,之后,使水平竿振动。
8.另外,专利文献1的螺旋状线材拆散装置具备:呈悬臂状支承螺旋状线材的水平竿;设有使水平竿振动的振荡器的架台;以及重复进行由上升、后退、下降、后退组成的矩形波状运动的悬臂状的可动竿。
9.另外,专利文献2的线圈解束装置具有线圈吊具和对悬吊于该线圈吊具的线圈进行支承的承载台,在承载台的线圈承载面上形成有与线圈线材的延伸方向大致平行地延伸的凹凸条。并且,在专利文献2的线圈解束方法中,将悬吊支承于线圈吊具的线圈吊下到承载台的线圈承载面上,从而在线圈的上部产生线圈线材的分散位移,之后,利用线圈吊具悬吊支承该线圈,从而在线圈的下部产生线圈线材的分散位移。
10.现有技术文献
11.专利文献
12.专利文献1:(日本)特开平6-207286号公报
13.专利文献2:(日本)特开平11-188446号公报
技术实现要素:
14.发明所要解决的技术问题
15.但是,专利文献1的螺旋状线材拆散方法由于使可动竿进行矩形波状运动的动作和使水平竿振动的动作需要规定的时间,因此在螺旋状线材的拆散作业的效率方面存在问题。
16.另外,专利文献1的螺旋状线材拆散装置需要使水平竿振动的振荡器和可动竿进行矩形波状运动的机构,在装置的驱动成本方面存在问题。
17.根据专利文献2的线圈解束装置和解束方法,虽然能够简易地将线材线圈解束,但解束后的线圈部彼此的紧贴的降低存在限度,对于抑制螺旋状线材的酸洗处理、覆膜处理后的氧化皮残留、或者紧贴部分的覆膜产生不均仍然要求改善。
18.因此,本发明是着眼于上述以往例的未解决的技术问题而做出的,目的在于提供一种能够实现装置成本的减少化的螺旋状线材拆散方法,并且提供即使螺旋状线材为大径也能够在短时间内高效地进行螺旋状线材的拆散作业的螺旋状线材的拆散作业台。
19.用于解决技术问题的技术方案
20.为了实现上述目的,在本发明一个方案的螺旋状线材拆散方法中,将将吊竿插入螺旋状线材的内周,利用该吊竿悬吊螺旋状线材,保持插入了吊竿的状态将螺旋状线材载置于沿着俯视时相对于吊竿的轴倾斜地交叉的方向的谷状的面,之后,使该谷状的面与螺旋状线材分离而使吊竿回到悬吊螺旋状线材的状态。
21.另外,本发明一个方案的螺旋状线材的拆散作业台在上述螺旋状线材拆散方法中使用,该螺旋状线材的拆散作业台在上表面具有成为谷状的面的面。
22.发明的效果
23.根据本发明,能够提供可实现装置成本的减少化的螺旋状线材拆散方法,并且能够提供即使螺旋状线材为大径也能够在短时间内高效地进行螺旋状线材的拆散作业的螺旋状线材的拆散作业台。
附图说明
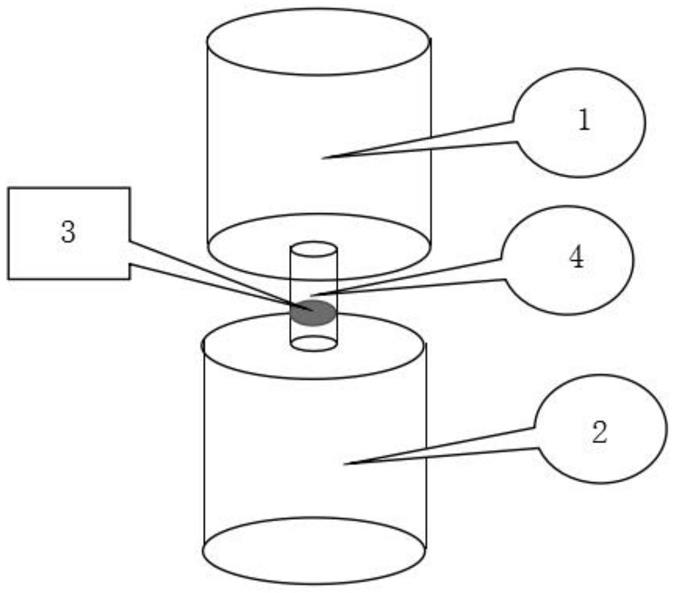
24.图1是表示拆散前的螺旋状线材悬吊于吊竿的状态的图。
25.图2是表示构成以往的螺旋状线材拆散装置的拆散作业台的图。
26.图3是表示以往的螺旋状线材拆散方法的图。
27.图4是表示构成本发明的实施方式的螺旋状线材拆散装置的拆散作业台的图。
28.图5是表示在实施方式的螺旋状线材拆散方法中使螺旋状线材碰撞于拆散作业台的作业面而拆散成多个线圈部的状态的图。
29.图6是表示在实施方式的螺旋状线材拆散方法中利用吊竿悬吊螺旋状线材的拆散作业完成了的多个线圈部的状态的图。
30.图7是表示在实施方式的螺旋状线材拆散方法中使螺旋状线材碰撞于拆散作业台的作业面而拆散成多个线圈部的状态的立体图。
31.图8是对以往的螺旋状线材拆散方法进行说明的立体图。
具体实施方式
32.接下来,参照附图,对以往的方式以及本发明的实施方式进行说明。在以下的附图的记载中,对相同或者类似的部分标注相同或者类似的附图标记。但是,应留意的是,附图是示意性的,厚度与平面尺寸的关系、各层的厚度的比例、轧机的台数等与现实不同。因而,应参照以下的说明来判断具体的厚度、尺寸。另外,在附图相互间也当然包含相互的尺寸的关系、比例不同的部分。
33.另外,以下所示的本发明的实施方式例示了用于使本发明的技术思想具体化的装置、方法,本发明的技术思想并非将构成部件的材质、形状、构造、配置等确定为下述内容。本发明的技术思想能够在权利要求书所记载的权利要求规定的技术范围内加入各种变更。
34.[以往的螺旋状线材拆散方法以及螺旋状线材的拆散作业台]
[0035]
图1以及图2是表示实施以往的螺旋状线材拆散方法时使用的部件的图。
[0036]
图1的附图标记1是将一条金属制线材以螺旋状卷绕而形成的螺旋状线材。这里,若将螺旋状线材1的卷绕一周的形状称作线圈部,则螺旋状线材1成为同一线圈直径的线圈部彼此在轴向上紧贴、线圈直径不同的线圈部彼此在径向上紧贴的状态。图1示出了在该螺旋状线材1的内周插入吊竿2且在吊竿2上悬吊有螺旋状线材1的状态。
[0037]
吊竿2是水平地安装于叉车等在工厂内移动的装卸汽车(未图示)的升降部的部件,通过插通于螺旋状线材1的线圈孔1h而悬吊螺旋状线材1。
[0038]
图2是使用于悬吊于吊竿2的螺旋状线材1的拆散作业的拆散作业台3。
[0039]
拆散作业台3为俯视时长方形状的金属板,具备设置于工厂的地面的平坦的底面4、及相对于底面4形成于相反面即上表面的作业面5。作业面5构成为凸曲面。具体而言,形成为使在离开底面4的方向上以规定的曲率半径r突出的圆弧形状在长度方向(图2中的x方向)上连续的圆弧面形状。即,作业面5在以与所述长度方向正交的截面观察拆散作业台3时,成为曲率半径r的凸状。
[0040]
接下来,参照图3,说明使用了吊竿2以及拆散作业台3的以往的螺旋状线材拆散方法。
[0041]
在以往的螺旋状线材拆散方法中,首先,如图3(a)所示,将悬吊保持有螺旋状线材1的吊竿2配置在设置于工厂的地面6拆散作业台3的上方。此时,将悬吊有螺旋状线材1的吊竿2以吊竿2的轴线p沿着作业面5的凸曲面的方式配置。轴线p沿着作业面5的凸曲面指的是,在从上方使轴线p投影到作业面5时,轴线p的投影线描绘出向上方凸起的凸曲线。在对图3所示的例子具体地说明时,将吊竿2以轴线p沿拆散作业台3的短边方向(图2中的y轴方向)延伸的方式配置,并且使螺旋状线材1的下部位于成为圆弧面形状的作业面5的最顶部5a。如此,螺旋状线材的轴向(图3中的双点划线a的延伸方向)与作业台3的短边方向(图2中的y轴方向)一致,因此,结果是作业面5成为沿与螺旋状线材1的轴平行的方向向上方突出的凸曲面。
[0042]
接下来,如图3(b)所示,通过装卸汽车的升降部的下降动作使吊竿2下降,使螺旋状线材1的下端部碰撞于作业面5,成为载置于沿螺旋状线材的轴向向上方突出的凸曲面的状态。下端部碰撞于作业面5的块状的螺旋状线材1被拆散成多个线圈部的块1a、1b
…
。然后,多个线圈部的块1a、1b
…
的每一个在线圈孔1h离开吊竿2的状态下载置于圆弧面形状的作业面5,因此多个线圈部的块1a、1b
…
的上部在吊竿2的轴线p方向上相互分离地移动。
[0043]
接着,如图3(c)所示,通过装卸汽车的升降部的上升动作使吊竿2上升,使多个线圈部的块1a、1b
…
离开作为凸曲面的作业面5。由此,多个线圈部的块1a、1b
…
以相互在吊竿2的轴线p方向上分离的状态悬吊。
[0044]
接着,如图3(d)所示,再次通过装卸汽车的升降部的下降动作使吊竿2下降,使多个线圈部的块1a、1b
…
的下端部碰撞于作业面5。多个线圈部的块1a、1b
…
由于下端部碰撞于作业面5,从而被消除了线圈部彼此的径向的重叠,拆散成多个同一线圈直径的线圈部7、7
…
。然后,下端部接触圆弧面形状的作业面5的多个同一线圈直径的线圈部7、7
…
以线圈孔1h离开吊竿2的状态载置于圆弧面形状的作业面5,因此上部侧以扇状移动,在吊竿2的轴线p方向上相互分离。
[0045]
然后,如图3(e)所示,若通过装卸汽车的升降部的上升动作使吊竿2上升而使螺旋状线材1的下端部与作为凸曲面的作业面5分离,则构成螺旋状线材1的所有线圈部7、7
…
以邻接的线圈部7、7彼此在吊竿2的轴线p上分离而不紧贴的状态悬吊于吊竿2。
[0046]
[以往方式的效果]
[0047]
接下来,对以往方式的效果进行说明。
[0048]
在以往实施方式中,如图3(e)所示,对于悬吊于吊竿2的螺旋状线材1,欲使所有线圈部7、7
…
的邻接的线圈部7、7彼此在吊竿2的轴线p的方向上分离,因此在进行酸洗处理时,在所有线圈部7的整个区域浸透清洗液而实现氧化皮残留的减少,或者在进行覆膜处理时实现抑制在线圈部产生覆膜的不均。
[0049]
另外,根据以往方式的螺旋状线材拆散方法,将升降自如的水平延伸的吊竿2插入螺旋状线材1的内周,利用吊竿2悬吊螺旋状线材1。而且,之后通过吊竿2的下降动作,载置于作为沿与悬吊的螺旋状线材的螺旋状线材1的轴平行的方向向上方突出的凸曲面的作业面5,使得螺旋状线材1的上部的多个线材在吊竿2的轴线p方向上相互分离而移动。而且,之后通过使作业面5与螺旋状线材1分离,从而在螺旋状线材1的上部的线材分离的状态下,成为吊竿2从内周侧悬吊螺旋状线材1的上部的状态。伴随于此,位于螺旋状线材1的下侧的线材也在轴线p方向上相互分离地移动。因而,能够通过螺旋状线材1向作业面5上的载置以及分离这种简单的作业进行拆散作业,能够高效地进行拆散作业的短时间化。而且,拆散作业台3由于是螺旋状线材1的下端部所碰撞的作业面5成为向上方突出的圆弧面的简便的构造,因此能够实现装置成本的减少化。
[0050]
另外,根据以往方式的螺旋状线材的拆散作业台,螺旋状线材的拆散作业台3仅成为在上表面具有成为沿所述螺旋状线材的轴向向上方突出的凸曲面的作业面5这一简便的构造,因此能够实现装置成本的减少化。
[0051]
然而,在以上说明的以往方式中,也未涉及到消除酸洗后的氧化皮残留、或者覆膜处理后的覆膜不均的产生。因此,本发明的螺旋状线材的拆散方法以及螺旋状线材的拆散作业台相对于上述的以往方式,在不损害拆散作业的效率的情况下,进一步消除邻接的线圈部7、7彼此的紧贴,有助于该氧化皮残留或者覆膜不均的产生的减少。以下,对本发明的实施方式进行说明。
[0052]
[本发明的实施方式的螺旋状线材拆散方法以及螺旋状线材的拆散作业台]
[0053]
接下来,图4至图7是表示本发明的实施方式的螺旋状线材拆散方法以及装置所涉及的部件的图。另外,吊竿2与以往方式为相同构成,因此标注相同的附图标记而省略说明。
[0054]
图4(a)~(c)示出在本发明的实施方式中使用的拆散作业台10。该拆散作业台10如图4(a)所示,为俯视时长方形状的金属板,具备设置于工厂的地面的平坦的底面11、及相对于底面11形成于相反面即上表面的作业面12。
[0055]
作业面12形成有沿拆散作业台10的大致对角线方向以直线状延伸、且沿短边方向向底面11侧凹陷而形成的带状凹曲面部13。该带状凹曲面部13的短边方向的一方侧13a与形成于拆散作业台10的一方的长边10a侧的第一凸曲面部14相连。带状凹曲面部13的短边方向的另一侧13b与形成于拆散作业台10的另一方的长边10b侧的第二凸曲面部15相连。第一凸曲面部14以及第二凸曲面部15都是高度比带状凹曲面部13高,带状凹曲面部13成为谷状的面。使用图7(a)所示的拆散作业台10进行说明。在图7(a)中,对于作业面12,按照每个标高分区改变浓度地进行涂抹。越是涂抹得浓的部分,意味着标高越高。图中的单点划线q是标高最低的位置。其两侧的双点划线r所夹住的部分是带状凹曲面13。标高比双点划线高的两个部分分别是第一凸曲面部14、第二凸曲面部15。
[0056]
关于第一凸曲面部14,如图4(b)、(c)所示,沿短边方向向离开底面11的方向突出的凸曲面在与带状凹曲面部13的延伸方向平行的方向上连续。
[0057]
另外,关于第二凸曲面部15,也如图4(b)、(c)所示,沿短边方向向离开底面11的方向突出的凸曲面在与带状凹曲面部13的延伸方向平行的方向上连续。
[0058]
如此,第一凸曲面部14以及第二凸曲面部15以作业面12的长方形状的中心位置ps成为点对称位置的方式形成为同一形状。
[0059]
接下来,参照图5至图7,对使用了吊竿2以及拆散作业台10的本发明的实施方式的螺旋状线材拆散方法进行说明。
[0060]
在本发明的实施方式的螺旋状线材拆散方法中,首先,如图5(a)、图7(a)所示,将悬吊保持螺旋状线材1的吊竿2配置在设置于工厂的地面6拆散作业台10的上方。此时,将吊竿2以轴线p在拆散作业台10的短边方向的中间位置沿长度方向延伸的方式配置。由此,作业面12的带状凹曲面部13即谷状的面的延伸方向q在俯视时位于相对于吊竿2的轴线p倾斜地交叉的状态。
[0061]
接下来,通过装卸汽车的升降部的下降动作使吊竿2下降,使螺旋状线材1的下部碰撞于拆散作业台10的作业面12,之后,将螺旋状线材1载置在作业面12上。
[0062]
螺旋状线材1的下部中的对应于带状凹曲面部13的最低位置以外的部位、或者碰撞第一凸曲面部14或第二凸曲面部15的线圈部7、7
…
在进一步使螺旋状线材1下降时,向作业面12之中标高更低的场所滚落。在作业台10的短边方向上,标高最低的部分是带状凹曲面部13的底部,因此如图5(b),图7(b)所示,螺旋状线材1的位于吊竿2的轴向的各个位置的线圈部7、7
…
载置于短边方向上不同的位置。即,在接触作业面的前阶段,中心位于吊竿2的正下方的线圈部7、7分别以中心位于带状凹曲面部13的底部(单点划线q)的正上方的方式沿作业台10短边方向移动。通过该移动,处于接触状态的线圈部7、7成为非接触状态。即,成为多个线圈部7、7
…
被拆散的状态。
[0063]
接下来,如图6(a)所示,若通过装卸汽车的升降部的上升动作使吊竿2上升,则多个线圈部7、7
…
的下端部接触作业面12的带状凹曲面部13的状态被解除,因此多个线圈部7、7
…
在吊竿2位于线圈孔1h的顶部的状态下悬吊于吊竿2。
[0064]
此时,如图6(b)所示,多个线圈部7、7
…
从所有线圈中心沿着带状凹曲面的底部、
即图4(a)、图7中的沿着单点划线q的正上方地排列的状态改变为沿着吊竿2的轴线p的正下方地排列的状态。此时,多个线圈部7、7
…
以邻接的线圈部7、7彼此沿吊竿2的轴线p分离而不紧贴的状态悬吊于吊竿2。
[0065]
虽然至少进行一次以上的将螺旋状线材1载置于作业面、之后使螺旋状线材离开作业面这一系列的动作,但也可以重复多次该一系列的动作。
[0066]
[本发明的实施方式的效果]
[0067]
接下来,对本发明的实施方式的效果进行说明。
[0068]
如图6(b)所示,暂时载置于作业面12之上之后,悬吊于吊竿2的螺旋状线材1的所有线圈部7、7
…
的邻接的线圈部7、7彼此在吊竿2的轴线p的方向上分离而不紧贴,因此能够正常地进行螺旋状线材1的酸洗处理、覆膜处理。
[0069]
另外,根据本发明的实施方式的螺旋状线材的拆散作业台,由于仅形成为在上表面具有带状凹曲面部(谷状的面)13这一简便的构造,因此能够实现装置成本的减少化。
[0070]
另外,根据本发明的实施方式的螺旋状线材拆散方法,向螺旋状线材1的内周插入吊竿2并利用吊竿2悬吊螺旋状线材1,保持插入吊竿2地使悬吊的状态下的螺旋状线材1成为载置于俯视时沿着相对于吊竿2的轴p方向倾斜地交叉的方向q的带状凹曲面部(谷状的面)13的状态。通过向该带状凹曲面部13载置,各线圈部7、7
…
以线圈部7、7
…
的沿着各轴的方向变化的方式移动,因此,能够使线圈部7、7彼此的紧贴分离。此时,使线圈部7、7彼此的紧贴分离的力在本发明的实施方式中以使线圈部7、7彼此错开线圈的径向的方式起作用。另一方面,在上述的以往方式中,使线圈部7、7彼此的紧贴分离的力作用于使线圈部7、7彼此向螺旋状线材1的轴向分离的朝向。在本发明的实施方式中,使线圈部7、7彼此的紧贴分离的力的作用的朝向与上述的以往实施方式不同,因此邻接的线圈部7、7彼此的紧贴的消除程度变得更大。
[0071]
之后,通过使带状凹曲面部13与螺旋状线材1的下部分离而利用吊竿2悬吊螺旋状线材,使得线圈部7、7
…
的沿着各轴的方向沿着吊竿2的轴p的正下方,虽然回到原来的线圈部7、7
…
的排列方向,但是线圈7、7
…
的紧贴状态得以改善。由此,能够以简单的作业高效地实施螺旋状线材1的拆散作业。
[0072]
另外,在以上说明的本发明的实施方式中,使吊竿2下降而使螺旋状线材1载置于作业面12的带状凹曲面部13上,但本发明并不限定于此。也可以是,使吊竿2为静止的状态,使拆散作业台10上升,从而将螺旋状线材1载置于带状凹曲面部13上,之后,使拆散作业台10下降,从而使带状凹曲面部13与螺旋状线材1的下部分离。
[0073]
另外,在本发明的实施方式中,将谷状的面作为带状凹曲面部13,但本发明并不限定于此。谷的斜面也可以由平面构成。但是,只要配置为如下即可:成为螺旋状线材1的各线圈部7、7
…
所嵌入的大小的谷,在使螺旋状线材1的下部碰撞于作业面12时,各线圈部7、7
···
碰撞于谷的斜面。
[0074]
[实施例]
[0075]
关于上述的本发明的实施方式(发明例)、以往实施方式(以往例1)以及对于以往实施方式将拆散作业台变更为图8所示的拆散作业台103的方式(以往例2:相当于专利文献2)的每一个,实施每一个的重量约为2ton的500个线材线圈的拆散作业,之后,利用盐酸进行酸洗处理。这里,图8所示的拆散作业台103的作业面105整体形成沿吊竿2的轴线方向向
上方突出的凸曲面,而且,在该作业面105形成有与螺旋状线材1的下端部的线材大致平行延伸的凹凸条107。
[0076]
在发明例、以往例1、以往例2的任一个中,关于拆散作业,都进行了两次将螺旋状线材1载置于作业面、之后使螺旋状线材离开作业面这一系列的动作。进行拆散作业的线圈的重量为每一个约2ton。然后,关于酸洗处理后的线圈,目视观察确认了生锈的有无。生锈是因酸洗处理中的氧化皮残留而引起的。根据有无生锈的确认结果,关于发明例、以往例1、以往例2的每一个,求出生锈产生率(=生锈产生线圈数/500
×
100(%))。
[0077]
其结果,生锈产生率在以往例1中是3%,在以往例2中是2.8%。相对于它们,发明例中的生锈产生率成为1.5%,可知通过本发明的实施方式能够抑制氧化皮残留。
[0078]
附图标记说明
[0079]
1 螺旋状线材;
[0080]
1h 线圈孔;
[0081]
2 吊竿;
[0082]
3 拆散作业台;
[0083]
4 底面;
[0084]
5 作业面(凸曲面);
[0085]
6 工厂的地面;
[0086]
7 线圈部;
[0087]
10 拆散作业台;
[0088]
10a 拆散作业台的一方的长边;
[0089]
10b 拆散作业台的另一方的长边;
[0090]
10c 拆散作业台的一方的短边;
[0091]
10d 拆散作业台的一方的长边;
[0092]
11 底面;
[0093]
12 作业面;
[0094]
13 带状凹曲面部(谷状的面);
[0095]
13a 带状凹曲面部的短边方向的一方侧;
[0096]
13b 带状凹曲面部的短边方向的另一侧;
[0097]
14 第一凸曲面部;
[0098]
15 第二凸曲面部;
[0099]
p 吊竿的轴线;
[0100]
a 螺旋状线材的轴线;
[0101]
q 谷状面的延伸方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。