1.本发明涉及镍基合金技术领域,具体而言,涉及一种镍基高温合金、其制备方法及应用。
背景技术:
2.化学反应工程系化学工程的一个分支,以工业反应过程为主要研究对象,以反应技术的开发、反应过程的优化和反应器设计为主要目的的一门新兴工程门类,在化工热力学、反应动力学、传递过程理论以及化工单元操作的基础上发展起来的。在工业反应过程中既有化学反应,又有热质传递过程,这就要求复杂高难度的化学反应在精确控制的前提下进行,还需要开发耐磨、耐蚀且易加工的高性能新型材料和相应的成形制备技术。
3.金属增材制造(3d打印)技术是一种采用高能束流(如激光束、电子束、等离子束、电弧等)作为材料加工热源的快速、近净、无模化成型技术,相比于传统铸造、粉末冶金和精密加工等方法是一种新兴的制备工艺。3d打印不仅可以实现大尺寸、复杂异形结构零件的成形制备,还可以实现多种材料(如金属、金属基复合材料或陶瓷材料等)具有良好冶金结合的精确制造,十分适合于高性能复杂结构化学反应容器的快速制造。因此,为了获得性能优良、结构复杂的新型镍基合金零件,增材制造方法成为一种首选的材料成形加工方法。
4.为了满足化学化工领域在材料及结构方面所提出的使用条件,需要制备力学性能优良且耐腐蚀性好的新型镍基复合材料。
5.鉴于此,特提出本发明。
技术实现要素:
6.本发明的目的在于提供一种镍基高温合金、其制备方法,旨在制备强度、硬度、耐磨、耐蚀性能均较为优异的合金材料。
7.本发明的另一目的在于提供上述镍基高温合金在增材制造中的应用。
8.本发明是这样实现的:
9.第一方面,本发明提供一种镍基高温合金,按质量百分比计,其元素组成为:cr 15.00~25.00%、fe 0.01~1.00%、w 1.20~5.00%、mo 12.00~21.50%、cu 0.80~2.00%,余量为ni。
10.第二方面,本发明提供一种前述实施方式中镍基高温合金的制备方法,根据镍基高温合金材料的元素组成进行配料,再进行熔炼。
11.本发明具有以下有益效果:发明人改进了镍基高温合金的元素组成和用量比例,使制备得到的合金材料由韧性极佳且耐高温性能良好的γ
‑
ni组成的,在保证材料塑韧性的同时有效提高材料的耐高温、耐腐蚀及耐磨损性能,是一种适于激光增材制造用的专用镍基合金粉末材料,扩大了增材制造领域材料使用范畴。
附图说明
12.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
13.图1为slm合金试样机械性能和理化性能的测试结果图;
14.图2为粉末物相和激光选区熔化成形零件的物相测试结果图;
15.图3为合金试样拉伸时的应力
‑
应变曲线图;
16.图4为对比例1的粉末形貌图。
具体实施方式
17.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
18.本发明实施例提供一种镍基高温合金,按质量百分比计,其元素组成为:cr 15.00~25.00%、fe 0.01~1.00%、w 1.20~5.00%、mo 12.00~21.50%、cu 0.80~2.00%,余量为ni。
19.需要说明的是,发明人改进了镍基高温合金的元素组成,使制备的镍基高温合金材料由韧性极佳且耐高温性能良好的γ
‑
ni组成的,在保证材料塑韧性的同时有效提高材料的耐高温、耐腐蚀及耐磨损性能。
20.具体地,镍基高温合金的组成中,各元素的作用如下:
21.cr元素在腐蚀环境中极易生成一层致密的钝化膜,可以起到保护金属材料,不被进一步腐蚀的作用。而mo元素有着稳定cr元素钝化膜的作用,因此,添加适量的mo有利于钝化膜的稳定存在,保证材料的耐腐蚀性。w元素在高温环境中起到了红硬性的作用,保证了材料在摩擦磨损等过程中仍具有很高的硬度。另外,cu元素在ni基合金中可以形成无限固溶体,w元素和cu元素的添加对ni基合金起到了固溶强化的作用,对其强度、硬度、耐蚀性、抗氧化性和高温强度都起到了极大的促进作用。
22.由于几种元素经常不可避免的引入,但是作用不大,发明人对组成做了进一步限定,其元素组成为:c 0.001~0.010%、mn 0.01~0.10%、si 0.01~0.10%、p 0.001~0.020%、s 0.001~0.010%、cr 15.00~25.00%、fe 0.01~0.10%、w 1.20~5.00%、mo 12.00~21.50%、cu 0.80~2.00%、o 0.001~0.030%、n 0.0001~0.001%,余量为ni。
23.为进一步增强材料的综合性能,发明人对元素组成进行了优化,在优选的实施例中其元素组成为:c 0.003~0.009%、mn 0.01~0.04%、si 0.03~0.08%、p 0.008~0.015%、s 0.005~0.008%、cr 18.00~24.25%、fe 0.1~0.6%、w 1.50~5.00%、mo 13.50~18.3%、cu 1.00~2.00%、o 0~0.03%、n 0~0.005%,余量为ni。
24.本发明实施例提供一种镍基高温合金的制备方法,根据镍基高温合金材料的元素组成进行配料,再进行熔炼。具体的熔炼方法可以采用现有工艺,在此不做限定。
25.需要补充的是,镍基高温合金可以为合金粉也可以为合金零件,合金零件是通过
常规的工艺先制备得到合金粉,再通过增材制造的方式制备得到合金零件。
26.s1、镍基合金粉末的制备
27.进一步地,镍基合金粉末的制备包括:将原料混合之后依次进行粉碎、熔炼和造粒,将粉碎后的原料经过高温熔炼之后再经过造粒得到所需粉末。
28.具体地,金属原料均为纯度为99.9%的铸锭做为原材料,以保证配料的精确性。
29.在一些实施例中,粉碎是采用球磨的方式,粉碎至粒径为10
‑
180μm,以满足熔炼的要求。球磨的过程中,控制球磨转速为400~800r/min,时间为20~40h,球料比为5~8:1。
30.具体地,球磨转速可以为400r/min、500r/min、600r/min、700r/min、800r/min等,球磨时间可以为20h、25h、30h、35h、40h等,球料比可以为5:1、6:1、7:1、8:1等。磨球的材质可以为si3n4,并且球磨过程在惰性气体气氛下(如纯度为99.00wt.%的氩气)进行为宜,惰性气氛可以为高纯氩气,纯度大致为99.00wt.%。
31.在一些实施例中,熔炼在1200~1600℃的条件下熔炼60~80min。具体地,熔炼温度可以为1200℃、1300℃、1400℃、1500℃、1600℃等,也可以为以上相邻温度之间的任意值;熔炼时间为60min、65min、70min、75min、80min等,也可以为以上相邻时间值之间的任意值。
32.在一些实施例中,造粒在惰性气氛(如纯度为99.00wt.%的氮气)下进行喷雾造粒,并筛选出粒径范围为10
‑
130μm的粉末,去除粒径过大的粉末,筛选后粉末适于激光增材制造。
33.在一些实施例中,还包括将造粒之后的粉末进行干燥,将干燥之后的粉末用于激光增材制造。干燥温度为120~200℃,干燥压力为120
‑
200mpa,以有效去除杂质。具体地,干燥温度可以为120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃、200℃,干燥压力可以为120mpa、130mpa、140mpa、150mpa、160mpa、170mpa、180mpa、190mpa、200mpa等。
34.s2、零部件的制备
35.将制备得到的镍基合金粉末采用金属增材制造的方式制备成零部件,具体零部件的形状和尺寸不限,可以根据需要进行设定。金属增材制造的方法可以参照现有技术,具体步骤不做限定。
36.在实际操作过程中,包括:利用三维建模软件进行模型建立,然后导入到增材制造系统中进行零部件激光扫描路径的生成;将镍基合金粉末置于激光增材制造系统的储粉仓中,利用激光增材制造系统进行所需零部件的成形制造;三维建模软件选自ug、solidworks、pro/e和catia中的任意一种;激光扫描路径的形成包括:通过将三维模型中的信息转换为多个切片,并将每个切片限定为零件的横截面层。
37.具体地,增材制造的工艺选自直接金属沉积(dmd)、直接金属激光烧结(dmls)、激光近净成形(lens)、激光金属成形(lmf)、选择性激光熔化(slm)和选择性激光烧结(sls)中的任意一种。
38.以下结合实施例对本发明的特征和性能作进一步的详细描述。
39.实施例1
40.本实施例提供一种镍基高温合金,按质量百分比计,其元素组成为:cr 22.68%、fe 0.57%、w 3.89%、mo 16.10%、cu 1.67%,余量为ni。
41.本实施例提供一种镍基高温合金的制备方法,包括如下步骤:
42.(1)按照本实施例中的组分称量各原料,然后在充满高纯氩气(99.00wt.%)的保护气氛中进行球磨,球磨罐为不锈钢罐,磨球为氮化硅球(si3n4),球磨详细参数为:球磨转速为500r/min,时间为20h,球料比为5:1。
43.(2)在真空环境下加热到1500℃进行真空熔炼60分钟并使用纯度为99.00wt.%的高纯氮气进行喷雾造粒。
44.(3)将收集到的粉末放入真空干燥箱,抽真空直至压力为100mpa,加热到120℃,加热速率80℃/min,保温2h,进行真空干燥,干燥后的镍基合金粉末放入真空袋中抽真空保存待用。
45.(4)使用solidworks软件进行三维模型的建立,随后将其导入到magics软件中进行零件摆放并设置激光扫描顺序。
46.(5)将步骤(3)中的粉末倒入激光选区熔化(selective laser melting,slm)增材制造系统的储粉仓中,等待激光选区熔化成形。
47.(6)使用eos m290系统对粉末进行金相试样、拉伸试样、摩擦磨损试样和电化学腐蚀试样的成形制造,具体的工艺参数为:激光光斑为100μm,激光功率为260w,层厚为30μm,扫描间距为110μm,扫描速度为1000mm/s。
48.实施例2
49.本实施例提供一种镍基高温合金,按质量百分比计,其元素组成为:c 0.001%、mn 0.01%、si 0.01%、p 0.001%、s 0.001%、cr 15.00%、fe 0.01%、w 1.20%、mo 12.00%、cu 0.80%、o 0.001%、n 0.0001%,余量为ni。
50.本实施例提供一种镍基高温合金的制备方法,按照本实施例中的组分称量各原料,具体步骤参照实施例1。
51.该实例中的各元素含量均取的最小值后,其耐腐蚀性能与实例1相比有稍微明显的下降,在30%hcl溶液中浸泡96小时后重量降低约0.06%,溶液绿色较实例1中更深。其平均显微硬度为298.5hv
0.2
;在摩擦磨损试验中,其磨损率为10.96
×
10
‑4mm3/(n
·
m),具体的测试条件为:载荷500g、转速200rpm、摩擦距离188.5m、摩擦半径5mm,对磨球si3n4。但是整体性能变化并不十分明显,仍可满足实际工业需求。
52.实施例3
53.本实施例提供一种镍基高温合金,按质量百分比计,其元素组成为:c 0.010%、mn 0.10%、si 0.10%、p 0.020%、s 0.010%、cr 25.00%、fe 0.10%、w 5.00%、mo 21.50%、cu 2.00%、o 0.030%、n 0.001%,余量为ni。
54.本实施例提供一种镍基高温合金的制备方法,按照本实施例中的组分称量各原料,具体步骤参照实施例1。
55.该实例中的各个元素均取的是所述发明的最大值,由于cr和mo元素的急剧增高,其耐腐蚀性能有明显提升,在30%hcl溶液中浸泡96小时后重量降低约0.012%,溶液绿色较实例1中无明显变化。由于w、mo、cr等元素起到的固溶强化效果,其平均显微硬度也得到明显提升,10次测量后的平均值为358hv
0.2
;在摩擦磨损试验中,其磨损率稍有降低,经3次测量后为5.38
×
10
‑4mm3/(n
·
m),具体的测试条件为:载荷500g、转速200rpm、摩擦距离188.5m、摩擦半径5mm,对磨球si3n4。
56.对比例1
57.与实施例1的区别在于,镍基高温合金,按质量百分比计,其元素组成为:cr 22.68%、fe 0.57%、w 15.00%、mo 16.10%、cu 1.67%,余量为ni。
58.由于w元素是一种十分具有优异高温红硬性的元素,为了进一步提高材料的在高温环境下的强硬度,对比例中加入了大量的w元素,但在粉末制备过程中生成了大量的空心粉且含有裂纹的粉末(如图4所示),并且粉末球形度较低,存在大量卫星球和不规则的椭球形粉末。因此,粉末性能不达标,并不能达到本专利的发明目的,无法很好的应用于激光增材制造领域。
59.对比例2
60.与实施例1的区别在于,镍基高温合金,按质量百分比计,其元素组成为:cr 22.68%、fe 0.57%、w 3.89%、mo 16.10%、cu 20.00%,余量为ni。
61.cu可以在ni基合金中形成无限固溶,且可以提高镍基合金的强韧性,因此,在该对比例中加入了大量的cu元素。尽管cu元素用量大幅提升,但其固溶强化效果对强韧性的提升十分有限,平均硬度仅提高到318.5hv
0.2
,而延伸率降低明显,仅有12%。另外,其在还原性介质中的耐腐蚀性极具下降,如在30%hcl溶液中浸泡96小时后的失重率达到1%,溶液颜色变为深绿色。因此,综合考虑,该对比例的所用粉末成分并不适用于本专利。
62.试验例1
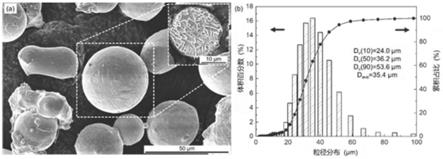
63.测试实施例1中得到的slm合金试样进行机械性能和理化性能的测试,如图1中(a)所示。由图可知,所制备的镍基合金粉末球形度高,微观组织以等轴晶为主。
64.根据gb/t 19077
‑
2016标准,使用ms3000激光粒度仪测量的粒度分布如图1中(b)所示,平均粒径为35.4μm,满足激光选区熔化常用粉末粒径13
‑
53μm的范围。
65.根据gb/t 1482
‑
2010标准,使用jhy
‑
1002霍尔流速计测量的粉末流动性为14.4s/50g,满足激光选区熔化工艺的要求。
66.试验例2
67.测试实施例1中得到的粉末物相和激光选区熔化成形零件的物相组成如图2所示,从图中可以看出材料主要是由γ
‑
ni相组成。
68.测试在不同温度及不同介质下的质量变化如表1所示,所制造的slm镍基合金材料在不同温度的强酸腐蚀液和氧化性腐蚀介质中均具有极好的耐腐蚀性。
69.室温(25℃)拉伸时的应力
‑
应变曲线如图3中(a)所示,其抗拉强度为708.8mpa,屈服强度为510.9mpa,延伸率为23.2%;平均显微硬度为315.3hv
0.2
;在摩擦磨损试验中,其磨损率为6.27
×
10
‑4mm3/(n
·
m),具体的测试条件为:载荷500g、转速200rpm、摩擦距离188.5m、摩擦半径5mm,对磨球si3n4。
70.表1 slm镍基合金零件在不同腐蚀溶液中的腐蚀情况
[0071][0072]
综上所述,本发明实施例提供一种镍基高温合金、其制备方法及应用,发明人改进了镍基高温合金的元素组成和用量比例,使制备得到的合金材料由韧性极佳且耐高温性能良好的γ
‑
ni组成的,在保证材料塑韧性的同时有效提高材料的耐高温、耐腐蚀及耐磨损性能,是一种适于激光增材制造用的专用镍基合金粉末材料,扩大了增材制造领域材料使用范畴。
[0073]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。