1.本发明属于冶金设备领域,具体涉及一种方坯称重喷号出坯系统及其方法。
背景技术:
2.为了优化铸坯切割定尺,目前很多钢厂都通过定重设备来反馈重量,从而调整切割长度。同时为了便于铸坯的信息跟踪,都采用铸坯在线喷码。为了提高生产效率,减少工人的劳动强度,部分企业采用机器人进行在线喷号。然而为了称重、喷号,势必增加每一根铸坯在辊道上的停留时间,也就是放慢了出坯节奏,增大了出坯压力,不得已的情况下还需要降低拉速来实现这些功能。而且为了得到好的喷号效果,铸坯断面在喷号之前需要进行除磷。常见的除磷方式大致有气体除磷、水除磷和机械除磷。对于特殊钢生产的企业,只能采用机械除磷。喷号机为了除磷,喷号机喷头、除磷头活动的区域辊道不能设置导向板,否则会影响到机械手的运动。然而,如果去除此区域辊道的导向板,未来铸坯的输送又会有跑偏甚至划伤铸坯的可能。
技术实现要素:
3.为此,本发明提出一种方坯称重喷号出坯系统及其方法,用于克服上述问题或者至少部分地解决或缓解上述问题。
4.一种方坯称重喷号出坯系统,包括:
5.输送辊道,所述输送辊道用于输送铸坯,所述输送辊道的上方设置有定重装置;
6.喷号机,所述喷号机设置在所述输送辊道的末端,所述喷号机的前方设置有称重位置检测装置,所述称重位置检测装置的后方设置有升降挡板;
7.出坯辊道,所述出坯辊道设置在所述喷号机的后方;
8.捞钢机,所述捞钢机设置在所述出坯辊道的上方。
9.本发明的方坯称重喷号出坯系统还具有以下可选特征。
10.可选地,所述称重位置检测装置包括:
11.轴座,所述轴座固定在所述输送辊道上,所述轴座上设置有转轴;
12.摆动架,所述摆动架设置在所述转轴上,所述摆动架的一端悬挂有配重,所述摆动架的另一端设置有滚轮;
13.摆杆,所述摆杆垂直固定在所述转轴的端部,所述摆杆的运动轨迹上设置有检测开关。
14.可选地,所述升降挡板包括:
15.底座,所述底座固定连接在所述输送辊道的机架上,所述底座上竖向滑动装配有竖板;
16.液压缸,所述液压缸的一端连接在所述底座上,另一端连接在所述竖板上;
17.缓冲座,所述缓冲座固定在所述竖板的顶部,所述缓冲座中滑动装配有缓冲头,所述缓冲头与所述缓冲座之间设置有缓冲弹簧。
18.可选地,所述出坯辊道包括前后排列的第一出坯辊道和第二出坯辊道,所述第一出坯辊道的后部设置有短铸坯位置检测装置,所述第二出坯辊道的后部设置有长铸坯位置检测装置。
19.可选地,所述第一出坯辊道的后端设置有所述升降挡板。
20.可选地,所述第二出坯辊道的后端设置有固定挡板。
21.一种方坯称重喷号出坯方法,采用以上所述的方坯称重喷号出坯系统实施,包括以下步骤:
22.s001:启动输送辊道输送铸坯,同时升降挡板升起,当铸坯触发称重位置检测装置时,输送辊道停止输送;
23.s002:称重装置将铸坯吊起后进行称重,同时喷号机开始对铸坯的端部进行除磷和喷号;
24.s003:喷号机对铸坯喷号完成后,称重装置将铸坯下放到输送辊道上,同时升降挡板下降,输送辊道将铸坯送出到出坯辊道上,再由捞钢机将铸坯捞起下线。
25.在步骤s003中,当所述铸坯为短定尺的铸坯时,位于第一出坯辊道后部的升降板升起,同时第一出坯辊道输送铸坯,当铸坯触发短铸坯位置检测装置时,第一出坯辊道停止输送,再由捞钢机将铸坯捞起下线。
26.在步骤s003中,当所述铸坯为长定尺的铸坯时,在第二出坯辊道输送铸坯的过程中,当铸坯触发长铸坯位置检测装置时,第二出坯辊道停止输送,再由捞钢机将铸坯捞起下线。
27.本发明的方坯称重喷号出坯系统及其方法能够实现铸坯在线同时称重和喷号,解决了铸坯喷号除磷和铸坯导向问题;而且由于称重、喷号是在同一个位置进行,铸坯在下线的过程中只需要停止一次,缩短了铸坯称重、喷号和除磷的时间,加快了出坯的节奏,提高了出坯的效率。
附图说明
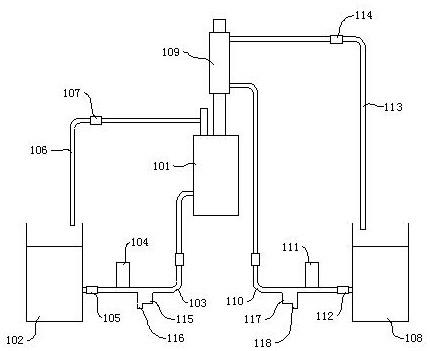
28.图1是本发明的方坯称重喷号出坯系统的整体结构示意图。
29.图2是图1中的称重位置检测装置的结构图;
30.图3是图1中的升降挡板的结构图。
31.在以上图中:1输送辊道;2定重装置;3铸坯;4喷号机;5称重位置检测装置;501轴座;502转轴;503摆动架;504配重;505滚轮;506摆杆;6升降挡板;601底座;602竖板;603液压缸;604缓冲座;605缓冲头;606缓冲弹簧;7捞钢机;8第一出坯辊道;9第二出坯辊道;10短铸坯位置检测装置;11长铸坯位置检测装置;12固定挡板。
具体实施方式
32.实施例1
33.参考图1,本发明的实施例提出一种方坯称重喷号出坯系统,包括:输送辊道1、喷号机4、出坯辊道和捞钢机7;所述输送辊道1用于输送铸坯3,所述输送辊道1的上方设置有定重装置2;所述喷号机4设置在所述输送辊道1的末端,所述喷号机4的前方设置有称重位置检测装置5,所述称重位置检测装置5的后方设置有升降挡板6;所述出坯辊道设置在所述
喷号机4的后方;所述捞钢机7设置在所述出坯辊道的上方。
34.为了实现铸坯称重,需要让铸坯3停止在输送辊道1上设定位置;在输送辊道1之间设置称重位置检测装置5来检测铸坯3的位置,从而控制输送辊道1的启停,同时为了防止出坯辊道上面的铸坯3还没有送走,在输送辊道1中设置升降挡板6。
35.当铸坯3需要称重时,控制系统发送定重指令,升降挡板6先升起来,当称重位置检测装置5发讯以后让输送辊道1停止,定重装置2将铸坯3吊起后上升,稳定两秒以后采集铸坯3的重量信息发给系统,系统调整火切机的定尺长度。
36.同时,为了实现称重、喷号,节约出坯时间,设置在输送辊道1和出坯辊道之间的喷号机4可以方便的对被定重装置2吊起的铸坯3的端面进行除磷和喷号操作。
37.当称重、喷号结束以后喷号机4给系统发送喷号结束指令,系统根据铸坯3的情况判断铸坯的去向。
38.实施例2
39.参考图2,在实施例1的基础上,所述称重位置检测装置5包括:轴座501、摆动架503和摆杆506;所述轴座501固定在所述输送辊道1上,所述轴座501上设置有转轴502;所述摆动架503设置在所述转轴502上,所述摆动架503的一端悬挂有配重504,所述摆动架503的另一端设置有滚轮505;所述摆杆506垂直固定在所述转轴502的端部,所述摆杆506的运动轨迹上设置有检测开关。
40.配重504在重力作用下将摆动架503的一端向下拉,使摆动架503另一端翘起,使滚轮505突出输送辊道1表面,铸坯3移动到滚轮505处时,将滚轮505压下,带动转轴502转动,使转轴502一端的摆杆506摆动时触发检测开关,检测开关可以采用光电开关或者机械开关,检测开关一般固定在输送辊道1的机架上。
41.实施例3
42.参考图3,在实施例2的基础上,所述升降挡板6包括:底座601、液压缸603和缓冲座604;所述底座601固定连接在所述输送辊道1的机架上,所述底座601上竖向滑动装配有竖板602;所述液压缸603的一端连接在所述底座601上,另一端连接在所述竖板602上;所述缓冲座604固定在所述竖板602的顶部,所述缓冲座604中滑动装配有缓冲头605,所述缓冲头605与所述缓冲座604之间设置有缓冲弹簧606。
43.升降挡板6升起时,液压缸603向上伸出,带动竖板602上升,使缓冲座604以及缓冲头605与输送辊道1上的铸坯3处于同一高度,当铸坯3在惯性移动下接触缓冲头605后,缓冲头605压缩缓冲弹簧606,直至铸坯3停止移动。当升降挡板6下降时,液压缸603向下回缩,带动缓冲座604和缓冲头605下降到铸坯3下方,不妨碍铸坯3移动。
44.实施例4
45.参考图1,在实施例1的基础上,所述出坯辊道包括前后排列的第一出坯辊道8和第二出坯辊道9,所述第一出坯辊道8的后部设置有短铸坯位置检测装置10,所述第二出坯辊道9的后部设置有长铸坯位置检测装置11。
46.第一出坯辊道8的长度略大于短定尺的铸坯3,小于长定尺的铸坯3,因此可设置短铸坯位置检测装置10将短定尺的铸坯3停留住;第二出坯辊道9的长度略大于长定尺的铸坯3,因此可通过长铸坯位置检测装置11将长定尺的铸坯3完全停留住。其中,短铸坯位置检测装置10和长铸坯位置检测装置11与称重位置检测装置5的结构相同。
47.实施例5
48.参考图1,在实施例1的基础上,所述第一出坯辊道8的后端设置有所述升降挡板6。
49.设置在第一出坯辊道8后端的升降挡板6升起后可防止当第一出坯辊道8停止运行后短定尺的铸坯3的前端在惯性下移动到第二铸坯辊道9上。
50.实施例6
51.参考图1,在实施例1的基础上,所述第二出坯辊道9的后端设置有固定挡板12。
52.固定挡板12可防止当第二出坯辊道9停止运行后长定尺的铸坯3的前端在惯性下移动出第二铸坯辊道9。
53.实施例7
54.参考图1,本发明的实施例还提出一种方坯称重喷号出坯方法,采用实施例1至6中的方坯称重喷号出坯系统实施,包括以下步骤:s001:启动输送辊道1输送铸坯3,同时升降挡板6升起,当铸坯3触发称重位置检测装置5时,输送辊道1停止输送;s002:称重装置2将铸坯3吊起后进行称重,同时喷号机4开始对铸坯3的端部进行除磷和喷号;s003:喷号机4对铸坯3喷号完成后,称重装置2将铸坯3下放到输送辊道1上,同时升降挡板6下降,输送辊道1将铸坯3送出到出坯辊道上,再由捞钢机7将铸坯3捞起下线。
55.在s001中,输送辊道1输送铸坯3时,升降挡板6先升起来,当输送辊道1将铸坯3输送到称重装置2的下方时,称重位置检测装置5被铸坯3触发,系统根据触发指令控制输送辊道1停止输送。
56.在s002中,控制系统接收到称重位置检测装置5被触发的信号后控制定重装置2将铸坯3吊起后上升到一定高度后稳定两秒以后采集铸坯3的重量信息发给系统,系统在调整火切机的定尺长度的同时,设置在输送辊道1和出坯辊道之间的喷号机4对被定重装置2吊起的铸坯3的端面进行除磷和喷号操作。
57.在s003中,当称重、喷号结束以后喷号机4给系统发送喷号结束指令,系统根据控制定重装置2将铸坯3下放到输送辊道1上,同时升降挡板6下降,输送辊道1将铸坯3送出到出坯辊道上,最终由捞钢机7将铸坯3捞起下线。
58.实施例8
59.参考图1,在实施例7的基础上,在步骤s003中,当所述铸坯3为短定尺的铸坯时,位于第一出坯辊道8后部的升降板6升起,同时第一出坯辊道8输送铸坯3,当铸坯3触发短铸坯位置检测装置10时,第一出坯辊道8停止输送,再由捞钢机7将铸坯3捞起下线。
60.系统根据重量判断为短定尺的铸坯3时,第一出坯辊道8上的升降挡板6升起,输送辊道1将喷号后的铸坯3输送到第一出坯辊道8上,第一出坯辊道8接力输送铸坯3,当铸坯3触发短铸坯位置检测装置10时,第一出坯辊道8停止输送,捞钢机7将第一出坯辊道8上的铸坯3捞起下线进行堆垛。
61.实施例9
62.参考图1,在实施例7的基础上,在步骤s003中,当所述铸坯3为长定尺的铸坯时,在第二出坯辊道9输送铸坯3的过程中,当铸坯3触发长铸坯位置检测装置11时,第二出坯辊道9停止输送,再由捞钢机7将铸坯3捞起下线。
63.系统根据重量判断为长定尺的铸坯3时,第一出坯辊道8上的升降挡板6下降,输送辊道1将喷号后的铸坯3输送到第一出坯辊道8上,第一出坯辊道8接力输送铸坯3到第二出
坯辊道8上,当铸坯3触发长铸坯位置检测装置11时,第二出坯辊道9停止输送,捞钢机7将第二出坯辊道9上的铸坯3捞起下线进行堆垛。
64.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。本实施例没有详细叙述的部件和结构属本行业的公知部件和常用结构或常用手段,这里不一一叙述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。