1.本技术涉及飞机辅助工装技术领域,具体是一种柔性大跨度弱刚度轻质部件翻转装置及使用方法。
背景技术:
2.随着复合材料技术的发展,飞机产品大量采用复合材料制造,某些由复合材料制成的薄壁类产品具有外形狭长,质量极轻,刚性比较弱的特点,此类产品在模具上成型后进入装配型架之前需要进行检测、清洗、喷漆,涂胶,打磨等工艺时,由于其刚性比较弱、现场作业环境恶劣、作业时间长等原因,无法或不宜人工进行搬运、翻转、手持,需要使用工装对其进行夹持和翻转。现有的最常用的夹持和翻转方法是,按产品大致外廓制造框架,该框架绕产品长宽一周,框架上设置有连接接头与产品相连,产品和框架连接后作为一个整体,达到对产品的夹持效果,在需要翻转产品时使用旋转工具对上述框架和产品组成的整体进行翻转,例如某型机某壁板为全复合材料制造,其长度尺寸达十米以上,宽度不足一米,壁厚仅约两毫米,重量不到三十千克,该壁板若按照上述翻转方法进行翻转则需要制造长达十米以上的框架,且由于框架较长,为了保证框架不在自重下发生较大变形需选用大截面材料,这便使得框架自重达一吨以上,远大于产品重量,同时旋转工具也不得不加强旋转驱动力和自身刚强度以驱动框架及产品进行翻转。另一方面,由于上述翻转工装尺寸较大,在周期性闲置时仍大量占用厂房空间,而且将厂房割裂成数个孤立区域,影响厂房的通达性。另外,上述翻转装置仅适用于一种产品,产品种类较多时现场需要制造多套专用翻转工装,这便极大的提高了工装成本,且大量占用厂房空间,经济型比较差。
3.在飞机生产过程中,需要一种大柔性、低成本、结构简单轻便、可快速重构的夹持翻转辅助工装对外形狭长的轻质弱刚度部件进行夹持和翻转。
技术实现要素:
4.为满足飞机的生产研制需求,克服现有技术所存在的问题,本技术的目的在于提供一种柔性大跨度弱刚度轻质部件夹持翻转装置及方法。
5.一种柔性大跨度弱刚度轻质部件翻转装置,包括一组对称布置的翻转台、两根钢丝绳、多个变形补偿夹具、强力紧线器、拉力计、电气控制系统,一组对称布置的翻转台固定在地面上,两根钢丝绳一端依次与拉力计、强力紧线器串联后固定在翻转台侧面,另一端与对称布置的另一翻转台固定连接,两根钢丝绳平行布置,其间距超过产品的最大宽度,多个变形补偿夹具分别布置在两根钢丝绳上,一端与钢丝绳连接,另一端与产品上的对应连接点连接,电气控制系统控制一组翻转台同步带动产品翻转。翻转台含有主体框架、法兰轴、减速伺服电机、止推座、联轴器、转动梁,主体框架为框架结构,主体框架固定在地面上,减速伺服电机安装于主体框架上方,减速伺服电机输出轴通过联轴器与法兰轴固定连接,法兰轴穿过止推座后与转动梁固定连接,止推座固定连接在主体框架上方,转动梁上设有两个连接接头。止推座含有两个止推轴承、轴承安装座,轴承安装座设置有与止推轴承相配合
的圆柱腔体及过孔,过孔与圆柱腔体同轴,两个止推轴承对称安装在圆柱腔体内,两个止推轴承卡在法兰轴所设限位台阶两侧。变形补偿夹具含有产品连接耳、弹簧、小型紧线器、钢丝绳夹紧器,钢丝绳夹紧器为u型结构,u型结构开口一侧通过螺栓将钢丝绳夹紧固定于u型结构内,u型结构下端设置有与小型紧线器一端连接的接头,小型紧线器另一端与弹簧一端连接,弹簧另一端与产品连接耳上所设接头连接,产品连接耳与对应的产品连接点连接。
6.该翻转装置的使用方法,包括以下步骤:
7.1使用实验的方法获得钢丝绳所需最小预紧力,实验方法为:将钢丝绳一端固定,另一端与拉力计和强力紧线器串联后将强力紧线器另一端固定,然后在钢丝绳中间位置悬挂与产品等重量的重物,调节强力紧线器的同时测量钢丝绳最大下挠量,当该最大下挠量开始小于变形补偿夹具的弹簧的最大许用拉伸量时,记录此时与该钢丝绳串联的拉力计的拉力数值,该数值即为钢丝绳的最小预紧力;
8.2夹持产品时,使用强力紧线器根据拉力计示数将钢丝绳拉紧至所需预紧状态,也即拉力计示数大于最小预紧力,然后将变形补偿夹具的钢丝绳夹紧器一端与钢丝绳连接,另一端的产品连接耳与产品连接,连接完成后对变形补偿夹具的小型紧线器进行调节,将产品拉紧于两根钢丝绳之间,完成产品夹持工作,
9.3翻转产品时,在完成上述夹持工作后,操纵电气控制系统控制两个翻转台的伺服电机带动联轴器、法兰轴和转动梁同步翻转,两根钢丝绳、产品、多个变形补偿夹具及转动梁作为一个整体与转动梁同步翻转。
10.本技术的有益效果在于:分布于翻转平台之间的两根钢丝绳预紧后具有较强抗变形能力,产品通过变形补偿夹具与两根钢丝绳连接,实现对产品的夹持,通过电气控制系统控制翻转台带动两根钢丝绳、变形补偿夹具、产品转动,实现对产品的翻转,选择与产品匹配的变形补偿夹具并依据产品外形进行布置,实现对不同产品的柔性夹持翻转,闲置时,拆除钢丝绳、变形补偿夹具、拉力计、强力紧线器,实现两个翻转台之间的空间的复用,解决了外形狭长,质量轻,刚性比较弱的产品夹持翻转时,传统工装为专用工装,需要制作绕产品一周的大型框架,两端制作大型翻转结构,从而结构笨重,经济性差,不具备柔性,闲置时割裂厂房空间,影响厂房的通达性的问题,对所有具有外形狭长,质量轻,刚性比较弱特点的产品夹持翻转具有普遍适用性。
11.以下结合附图及实施例对本技术作进一步的详细描述。
附图说明
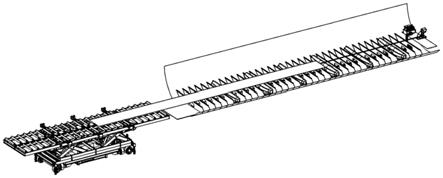
12.图1翻转装置结构示意图。
13.图2翻转装置结构局部示意图。
14.图3翻转台结构示意图。
15.图4法兰轴止推座配合示意图。
16.图5转动梁结构示意图。
17.图中编号说明:1翻转台、2产品、3钢丝绳、4变形补偿夹具、5强力紧线器、6拉力计、7电气控制系统、8主体框架、9法兰轴、10减速伺服电机、 11止推座、12联轴器、13转动梁、14钢丝绳夹紧器、15止推轴承、16轴承安装座、17小型紧线器、18梁端接头、19产品连接耳、20弹簧。
具体实施方式
18.参见附图1
‑
5,一种柔性大跨度弱刚度轻质部件夹持翻转装置,包括一组对称布置的翻转台1、两根钢丝绳3、多个变形补偿夹具4、强力紧线器5、拉力计6、电气控制系统7,一组对称布置的翻转台1固定在地面上,两根钢丝绳 3一端依次与拉力计6、强力紧线器5串联后固定在翻转台1侧面,另一端与对称布置的另一翻转台1固定连接,两根钢丝绳3平行布置,其间距超过产品2 的最大宽度,多个变形补偿夹具4分别布置在两根钢丝绳3上,一端与钢丝绳 3连接,另一端与产品2上的对应连接点连接,电气控制系统7控制一组翻转台1同步带动产品2翻转。
19.翻转台1含有主体框架8、法兰轴9、减速伺服电机10、止推座10、联轴器12、转动梁13,主体框架8为框架结构,主体框架8固定在地面上,减速伺服电机10安装于主体框架8上方,减速伺服电机10输出轴通过联轴器12与法兰轴9固定连接,法兰轴9穿过止推座10后与转动梁13固定连接,止推座10 固定连接在主体框架8上方,转动梁13上设有两个梁端接头18。
20.止推座10含有两个止推轴承15、轴承安装座16,轴承安装座16设置有与止推轴承15相配合的圆柱腔体及过孔,过孔与圆柱腔体同轴,两个止推轴承 15对称安装在圆柱腔体内,两个止推轴承15卡在法兰轴9所设限位台阶两侧。
21.变形补偿夹具4含有产品连接耳19、弹簧20、小型紧线器17、钢丝绳夹紧器14,钢丝绳夹紧器14为u型结构,u型结构开口一侧通过螺栓将钢丝绳固定于u型结构内,u型结构下端设置有与小型紧线器17一端连接的接头,小型紧线器17另一端与弹簧20一端连接,弹簧20另一端与产品连接耳19上所设接头连接,产品连接耳19与对应的产品连接点连接。
22.该翻转装置的使用方法,包括以下步骤:
23.1首先使用实验的方法获得钢丝绳3所需最小预紧力,由于钢丝绳3单点集中受力要比多点分布受力下挠变形更加严重,故设定实验方法为:将钢丝绳 3一端固定,另一端与拉力计6和强力紧线器5串联后将强力紧线器5另一端固定,然后在钢丝绳3中间位置悬挂与产品2等重量的重物,调节强力紧线器 5的同时测量钢丝绳3最大下挠量,当该最大下挠量开始小于变形补偿夹具4 的弹簧20的最大许用拉伸量时,记录此时与该钢丝绳3串联的拉力计6的拉力数值,该数值即为钢丝绳3的最小预紧力;
24.2夹持产品2时,使用强力紧线器5根据拉力计6示数将钢丝绳3拉紧至所需预紧状态,也即拉力计6示数大于最小预紧力,然后将变形补偿夹具4的钢丝绳夹紧器14一端与钢丝绳3连接,另一端的产品连接耳19与产品连接,连接完成后对变形补偿夹具4的小型紧线器17进行调节,将产品2拉紧于两根钢丝绳3之间,完成产品2夹持工作,
25.3翻转产品2时,在完成上述夹持工作后,操纵电气控制系统7控制两个翻转台1的伺服电机带动联轴器12、法兰轴9和转动梁同步翻转,两根钢丝绳 3、产品2、多个变形补偿夹具4及转动梁作为一个整体与转动梁同步翻转,翻转过程中,随着翻转角度的变化,钢丝绳3变形情况也发生变化,沿垂直两根钢丝绳3所成平面法向的变形由产品2自身发生弹性变形进行自适应,沿两根钢丝绳3之间的变形由变形补偿夹具4的弹簧20进行适应性补偿,完成翻转工作,
26.闲置状态需要使用两个翻转台1之间的空间时,拆除变形补偿夹具4,松开强力紧线器5拆除钢丝绳3、强力紧线器5、拉力计6。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。