1.本发明涉及水利施工领域,尤其是一种大型流道钢衬多管节连续吊装方法。
背景技术:
2.水利设施流道经常布置钢衬管,防止高速水流冲刷破坏流道,影响水利设施运行安全和寿命。钢衬现场安装占用水利设施施工直线工期,以及水利设施混凝土施工间歇期一般不允许超过28天,否则混凝土会发生裂纹,影响水利设施施工质量和安全。因此钢衬施工工期直接影响水利设施施工质量和按期投运。
3.水利设施单条流道钢衬管节较多,可达17节、外形尺寸达到3m
×
6m
×
10m长
×
宽
×
高),最大单重达到5t,质量要求高,工期要求紧张,必须在有限的时间内保质保量完成相关施工。
4.传统方法主要包括三个缺点:1)、单节吊装和调校加固完毕后,再吊装下一节;缺点是施工周期长,成本较高,无法满足混凝土施工间歇期要求;2)、管节安装中心点布置在坡口尖;缺点是相邻管节一定会挡住测量点,前一节钢管未调校加固验收完成前,无法进行下一节钢管的吊装。3)管节吊装过程对前一管节的调校、焊接、探伤、防腐以及锚筋施工形成交叉作业,管节吊装过程,前一个管节所有施工必须进行暂停和避让,以免造成安全事故。
技术实现要素:
5.本发明所要解决的技术问题是提供一种大型流道钢衬多管节连续吊装方法,替代传统的单节逐节安装方法,使各工序之间互不干扰,形成相对独立的流水作业,缩短钢衬施工周期。
6.为解决上述技术问题,本发明所采用的技术方案是:一种大型流道钢衬多管节连续吊装方法,包括以下步骤:步骤1:钢衬管节制造,所有钢衬管节内壁标识中心点,钢衬管节的管口对接位置设置定位板,管节内部布置内支撑,钢管加劲环焊接锚钩方形连接丝套,布置吊耳及爬梯;步骤2:托架施工:托架采用混凝土支墩或型钢支墩,全站仪放管节中心、里程、高程样点,托架上设置首节定位桩;步骤3:首装管节吊装,将钢衬管节从上游至下游分为2部分,首装管节为中间节,计为第n节;钢衬管节采用缆机吊装就位;并经过粗调和精调,调整合格后采用加固支撑焊接固定,并采用缆风固定;加固完毕后,缆机松钩;步骤4:上游钢衬管节连续吊装,管节吊装方式与首装节相同;吊装调校顺序:第n
‑
1节
→
第n
‑
2节
→
第n
‑
3节
→……→
第1节;缆机将钢衬管节逐节吊装至托架上并粗调并加固;管节全部吊装完毕后;通过全站仪、千斤顶和缆机配合,精确调整管节的高程、中心,按吊装顺序进行管节间码缝并点焊;钢管底部采用加固支撑与托架连接,管节与加固支撑、托架采用焊接方式,侧向采用缆风固
定;步骤5、下游钢衬管节与上游钢衬管节的吊装方式相同,吊装调校顺序:第n 1节
→
第n 2节
→
第n 3节
→……
,按步骤4的过程,对下游钢衬管节进行吊装调校;步骤6、钢衬节间焊缝焊接、探伤及防腐,单个钢衬管节调校完成后按焊接工艺对管节环缝进行焊接,探伤和防腐;钢衬管节环缝焊接应从中心管节向上、下游方向的顺序进行焊接,不得跳焊,避免撕裂支撑焊缝,造成安全事故,环缝采用不对称x型坡口;焊接采用6~8人对称布置,采用分段退步、多层多道焊;焊接过程监控环缝变形量,根据变形情况调整焊接顺序,焊接完成后进行打磨,再进行外观检测和无损检测;合格后进行涂装和焊缝侧剩余锚钩施工;步骤7、锚筋、钢筋网和灌浆管安装,钢衬管底部空间狭小,锚筋、钢筋网和灌浆管在狭小部位密集布置;施工流程为:锚筋间隔施工
→
灌浆管施工
→
钢筋网施工
→
剩余锚筋施工;施工完毕后分段向土建交面。
7.所述中心点设置在靠近钢衬管节进、出口的位置,且位于钢衬管节上、下、左、右四条边框的中心点上。
8.所述定位板设置在钢衬管节进、出口下游方向的底部和单侧。
9.钢衬管节内部布置内支撑和爬梯。
10.步骤3中首装管节粗调包括以下步骤:1)、首先,吊装就位时,首装管节靠近中心定位桩进行里程定位,采用顶升千斤顶调校进行高程定位,全站仪测钢衬管节内底部,本次为粗调;2)、其次,采用全站仪、侧向千斤顶和调节工装调整来进行中心定位,调节工装焊接在托架上;3)、然后,从首装管节顶部吊垂线控制上下游管口垂直度,并通过顶升千斤顶调整钢管管节垂直度;4)、最后,全部调整合格后采用加固支撑焊接固定,并采用缆风固定;缆风为型钢或钢丝绳;粗调至少保证钢衬管节底部中心偏差、高程偏差、里程偏差满足规范要求,加固完毕后,缆机松钩。
11.步骤3中首装管节精调包括以下步骤:1)、首先进行高程调整:首装管节底部布置4个顶升千斤顶,火焰切开支撑;通过全站仪测量钢衬管节上中心点判断管节位置偏差,然后采用顶升千斤顶调整高程偏差,偏差应满足规范和样板工程要求;2)、再调整中心偏差:布置侧向千斤顶进行调整管节底部中心偏差,小范围移动可直接调整,较大范围移动,则需要钢衬底部加劲环下方垫型钢,确保管节移动过程中不发声倾覆;钢衬顶中心调整采用缆风和顶升千斤顶配合进行配合调整,直至管节安装质量满足规范要求;3)、里程调整:采用托架上定位桩进行定位,复核偏差即可;4)、首装节管口垂直度调整:首装节垂直度允许误差不超过3mm,在钢衬管口吊垂线测量或者采用全站仪测量上、下中心点中心之差进行判断均可;管口垂直度调整采用顶升千斤顶进行调整;5)、管节偏差全部调整合格后,再焊接加固支撑,缆风若采用钢丝绳,全部更换为
型钢;加固应满足抗风和一定防撞能力;火焰拆除定位桩。
12.步骤4中上游钢衬管节吊装就位包括以下步骤:1)、以首装节为基准,吊装就位采用顶升千斤顶进行临时支撑;2)、钢衬管节一端管口紧贴前一节钢衬管节底部和侧向定位板,定位钢衬管节的高程和中心,管口顶部亦与前一个管节紧贴;另外一侧管口在管口底部中心点吊垂线,检查管口中心与地面钢衬中心点偏差;通过顶升千斤顶和缆机配合调整钢衬管节高程;3)、调校完成后,临时固定的方式为底部采用加固支撑与托架6连接,钢衬管节与加固支撑、托架采用焊接方式,侧向采用缆风固定;钢衬管节顶部与前一个管节采用导链或者型钢连接成整体;4)、重复步骤2)~3),以同样方式吊装和固定后续管节,直到上游钢衬管节全部吊装就位。
13.步骤4中上游钢衬管节精调的测量时,采用全站仪架站测量,左右两侧中心点控制高程,若存在遮挡,可沿检查线将控制点垂直下移若干距离,在不遮挡位置测量,通过测量点高程加上偏移距离,即为左右两侧中心点高程;上下的中心点控制中心,下中心点不存在遮挡,上中心点若存在遮挡,以下中心点为基准,可采用吊垂线方式控制中心偏差;里程只有首装节控制,其它管节不控制里程,安装时,紧贴前一节钢管即可。
14.步骤4中上游钢衬管节精调包括以下步骤:1)、全站仪布置于管口上游或者下游侧,距离所要调整的钢衬管节就近布置;先对钢衬管节实际中心偏差和高程偏差进行精确测量,确定调整方向;2)、管节高程和中心调整:钢衬管节一端管口与前一节对齐;另外一侧管口调整时,管节底部布置个顶升千斤顶,火焰切开支撑;采用顶升千斤顶、侧向千斤顶进行调整管节高程和中心,直至钢衬管节底部中心安装偏差质量满足规范和优质工程要求;3)、钢衬管节调整合格后,底部加固支撑与钢衬管节、托架焊接在一起,缆风采用型钢固定。
15.本发明一种大型流道钢衬多管节连续吊装方法,具有以下技术效果:1)、通过在钢衬管节内壁上设置一组中心点(测量点),能够定位管节方位、尺寸且相邻管节不会挡住测量点,这样后续管节吊装无须建立在前一个管节吊装和调校完成的基础上,从而实现钢衬多管节连续吊装,可以有效减少缆机和施工人员的施工准备和收尾时间,提高工作效率,缩短施工时间。
16.2)、多管节连续吊装后,测量仪器能够通过管节内壁中心点确定管节安装方位偏差,利用多钢衬管节自适应内壁测量控制技术,能够快速准确的获得管节高程、里程、中心等数据,钢衬管节安装过程质量控制和验收提供准确依据。
17.3)、钢衬多管节吊装过程、调校、焊接、探伤、防腐等各个工序独立进行,避免形成交叉作业造成安全事故。
附图说明
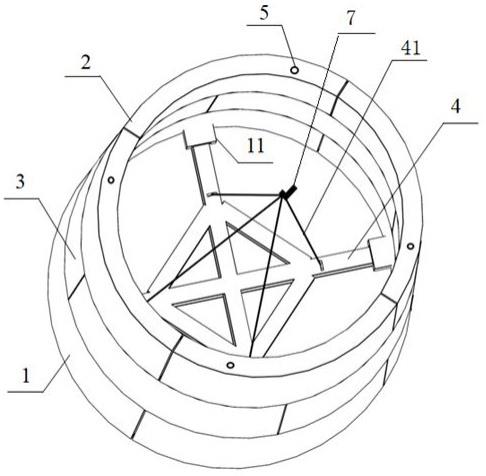
18.下面结合附图和实施例对本发明作进一步说明:图1为本发明中钢衬管节的主视图。
19.图2为本发明中钢衬管节的侧视图。
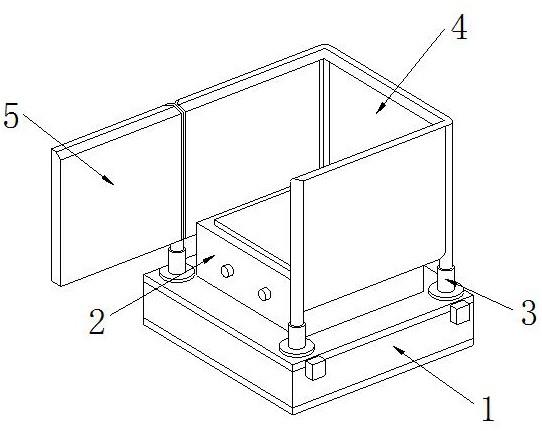
20.图3为本发明中首装管节的主视图。
21.图4为图3中a处的局部放大示意图。
22.图5为本发明中首装管节的侧视图。
23.图6为图5中b处的局部放大示意图。
24.图7为本发明中上游钢衬管节的主视图。
25.图8为本发明中上游钢衬管节的侧视图。
26.图9为本发明中钢衬管节吊装完成后的示意图。
27.图10为本发明的施工流程图。
28.图11为本发明中钢衬管节与定位板的连接示意图。
29.图中:钢衬管节1,中心点1.1,首装管节1.2,上游钢衬管节2,下游钢衬管节3,缆机4,全站仪5,托架6,缆风7,定位板8,起重钢丝绳9,千斤顶10,加固支撑11,定位桩12,调节工装13,锚筋14,内支撑15,爬梯16,方形螺纹套筒17。
具体实施方式
30.如图1所示,一种大型流道钢衬多管节连续吊装方法,包括以下步骤:步骤1、钢衬管节制造(1)在制造车间内,钢衬管节1内壁距离进、出口一定距离标识中心点1.1,中心点1.1具体标识在进、出口管口的上、下、左、右四个中心点位置,单个钢衬管节1的中心点1.1一共为8个。8个中心点1.1采用样冲点、刻痕等标识,并采用不含铁元素油漆或者记号笔等进一步标识。在钢衬管节1进、出口的下游方向的底部和单侧设置定位板8,定位板8共6个,上游管口和下游管口各3个。
31.如图11所示,图中,钢衬管节1上方为钢衬管节1的内壁、下方为外壁,定位板8焊接在钢衬管节1的外壁上。定位板8焊接在外壁上,不影响管节对接。定位板8分布为底部2个,中心对称布置,跨距约3/4钢衬宽度,侧向1个,距离底板1.5m左右。底板2个定位板主要用于钢衬下落时,托起后续管节管口,用于底板快速水平对齐和作为临时支托,侧向1个定位板用于管节侧板快速对齐,以实现管节中心快速定位。钢管底板和侧板对齐,两个管节管口紧贴后可实现吊装管节快速粗略定位。这里不能在钢衬管节1四周布置定位板8,若钢管四周布置定位板8,钢衬一般远距离采用缆机吊装至安装部位,缆机吊装过程晃动较大,考虑到钢衬吊装过程中会存在一定变形,基本不可能实现插入式对接。
32.定位板8与管节固定焊接,与相邻管节环缝焊接完成后火焰拆除。
33.(2)在制造车间制造时,钢衬管节1内部布置内支撑15和爬梯16,内支撑15用于制造时控制钢衬尺寸、焊接时防止变形、防止吊装过程变形、以及混凝土浇筑过程中的变形。
34.(3)锚钩方形连接丝套17在制造车间内焊接在钢衬加劲环上。
35.(4)对钢衬管进行防腐。
36.(5)在钢衬顶部布置4个吊装吊耳,底部布置2个翻身吊耳。
37.(6)在钢衬管节外侧布置1排爬梯,用于吊装和施工过程时施工人员上下。
38.步骤2、托架6施工(1)混凝土收仓距离钢衬管节1底部一定距离,具体为距离锚钩14约0.15m为宜。
39.(2)托架6采用混凝土支墩或型钢支墩。
40.(3)托架6结构:混凝土收仓前,在混凝土收仓面埋设铁板凳。混凝土收仓并达到2天龄期后,采用全站仪5放出里程、中心和高程;中心为钢衬流道中心;里程为首装节1.2管口定位线,并间隔10m放一组里程线,用于托架支墩定位;现场选择坚固的地面钢筋或者提前预埋铁板,用于放高程样点,至少布置2个点,用于相互校核。托架6垂直支撑和水平支撑采用工字钢,斜支撑布置水流方向和横向两个方向,采用槽钢、工字钢、角铁均可,以上材料选型均经过选型计算。托架6水平支撑高程设计为钢管底部加劲环一定距离,相应距离综合考虑安装误差、混凝土钢筋网布置、灌浆管、千斤顶高度以及施工方便等因素。
41.(4)托架6安装完成后,采用全站仪5放样,标识出钢衬流道的中心线样点、首装管节1.2起止点里程、高程点等关键控制点,钢衬中心线和里程线采用钢琴线或者粉线在地面布置。在托架6上焊接定位桩12,定位桩12此时与托架6焊接,定位桩12在首装管节1.2调校加固完成后火焰拆除。
42.步骤3、首装管节1.2吊装(1)将钢衬管节1从上游至下游分为2部分,首装管节1.2(本实施例中为7#管节)为中间节。
43.(2)钢衬管节1.2采用平板车运输至缆机4起吊点,采用缆机4采用平衡梁和起重钢丝绳9,进行首装管节1.2的吊装,汽车吊配合钢衬管节翻身。钢衬管节不超过30t时,采用单台缆机吊装;若钢衬单节重量超过30t且小于57t时,采用两台缆机4并机并配抬吊梁进行抬吊。
44.(3)管节粗调:吊装就位时,首装管节1.2靠近中心定位桩12进行里程定位,采用顶升千斤顶10调校进行高程定位,全站仪5测钢衬管内部底部,本次为粗调;采用全站仪5、侧向千斤顶10.1和调节工装13调整来进行中心定位。调节工装13焊接在托架6上;从钢管顶部吊垂线控制上下游管口垂直度,并通过千斤顶10.1调整钢管管节垂直度;全部调整合格后采用加固支撑11焊接固定,并采用缆风7固定。缆风7为型钢或钢丝绳。粗调至少保证钢衬管节底部中心偏差、高程偏差、里程偏差满足规范要求,加固完毕后,缆机4松钩。
45.(4)管节精调:先对首装管节1.2实际中心偏差和高程偏差进行精确测量,确定调整方向。先检查缆风绳7稳固情况。全站仪5布置于管口上游或者下游适当距离,通过测量中心点1.1判断管节安装质量。
46.首先进行高程调整:管节底部布置4个顶升千斤顶,火焰切开支撑11。通过全站仪5测量钢衬管节1上中心点1.1判断管节位置偏差,然后采用顶升千斤顶10调整高程偏差,偏差应满足规范和样板工程要求。
47.再调整中心偏差:布置侧向千斤顶10.1进行调整管节底部中心偏差,小范围移动可直接调整,较大范围移动,则需要钢衬底部加劲环下方垫型钢,确保管节移动过程中不发声倾覆。钢衬顶中心调整采用缆风7和顶升千斤顶10配合进行配合调整,直至管节安装质量满足规范要求。
48.里程调整:采用托架6上定位桩12进行定位,复核偏差即可。
49.首装节管口垂直度调整:首装节垂直度允许误差不超过3mm,在钢衬管口吊垂线测量或者采用全站仪5测量上、下中心点中心之差进行判断均可。管口垂直度调整采用千斤顶10进行调整。
50.管节偏差全部调整合格后,再焊接加固支撑11,缆风7若采用钢丝绳,全部更换为型钢。加固应满足抗风和一定防撞能力。火焰拆除定位桩12。
51.步骤4、上游钢衬管节2连续吊装(1)管节吊装:管节吊装方式与首装节1.2相同。吊装调校顺序:6#
→
5#
→
4#
→
3#
→
2#
→
1#。缆机4将钢衬管节2逐节吊装至托架6上。
52.(2)管节吊装就位。以首装节为基准,吊装就位采用千斤顶进行临时支撑。
53.初步定位和调校方式,钢管一端管口紧贴前一节钢管底部和侧向定位板8,定位管节高程和中心,管口顶部亦与前一个管节紧贴。另外一侧管口在管口底部中心点吊垂线,检查管口中心与地面钢衬中心点偏差。通过顶升千斤顶10和缆机4配合调整钢衬管节高程。调校完成后,临时固定的方式为底部采用加固支撑11与托架6连接,管节与加固支撑11、托架6采用焊接方式,侧向采用缆风7(钢丝绳和导链配合)固定。管节顶部与前一个管节采用导链或者型钢连接成整体。
54.再以同样方式吊装和固定后续管节。
55.(3)精确调校。
56.6#~1#管节全部吊装完成后,再进行精确调校。
57.测量控制方式:全站仪5架站测量。左右两侧中心点1.1控制高程,若存在遮挡,可沿检查线将控制点垂直下移若干距离,在不遮挡位置测量,通过测量点高程加上偏移距离,即为左右两侧中心点高程;上下的中心点1.1控制中心,下中心点不存在遮挡,上中心点若存在遮挡,以下中心点为基准,可采用吊垂线方式控制中心偏差;里程只有首装节控制,其它管节不控制里程,安装时,紧贴前一节钢管即可。
58.精确调整:全站仪5布置于管口上游或者下游侧,距离所要调整的管节就近布置。先对管节实际中心偏差和高程偏差进行精确测量,确定调整方向。
59.管节高程和中心调整:管节一端管口与前一节对齐。另外一侧管口调整时,管节底部布置4个顶升千斤顶,火焰切开支撑11。采用顶升千斤顶10、侧向千斤顶10.1进行调整管节高程和中心,直至管节底部中心安装偏差质量满足规范和优质工程要求。管节调整合格后,底部加固支撑11与钢衬管节1、托架6焊接在一起,缆风7采用型钢固定。
60.(4)码缝管节精调完成后,管节与前一节管壁对接缝进行码缝,码缝从底部向两侧、最后顶部的顺序进行。调整错牙和间隙,调整合格后,点焊牢靠。
61.步骤5、下游钢衬管节3与上游钢衬管节2的吊装方式相同(吊装调校顺序:8#
→
9#
→
10#
→
11#
→
12#
→
13#
→
14#),按步骤4的过程,对下游钢衬管节3进行吊装调校和码缝。
62.步骤6、钢衬节间焊缝焊接、探伤及防腐(1)单个钢衬管节调校完成后按焊接工艺对管节环缝进行焊接,探伤和防腐。
63.(2)钢衬管节环缝焊接应从中心管节向上、下游方向的顺序进行焊接,不得跳焊,避免撕裂支撑焊缝,造成安全事故。
64.(3)环缝采用不对称x型坡口。焊接采用6~8人对称布置,采用分段退步、多层多道焊。焊接过程监控环缝变形量,根据变形情况调整焊接顺序。
65.(4)焊接完成后进行打磨,再进行外观检测和无损检测。合格后进行涂装和焊缝侧剩余锚钩14施工。
步骤7、锚筋14、钢筋网和灌浆管安装(1)钢衬管节布置密集锚筋14,以利于钢衬管节与混凝土紧密结合,但与钢筋网和灌浆管施工冲突。锚筋施工与钢管调校、焊接、探伤、防腐同步进行。
66.(2)钢衬管底部空间狭小,锚筋、钢筋网和灌浆管在狭小部位密集布置。施工流程为:锚筋14间隔安装
→
灌浆管施工
→
钢筋网施工
→
剩余锚筋14施工。
67.(3)分段向土建交面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。