1.本发明涉及钉箱技术领域,具体为一种全自动钉粘箱一体机。
背景技术:
2.随着我国物流业的高速发展,包装行业用工成本不断增加,用工难度系数加大,尤其是电商行业的崛起极大地促进了快递业的迅猛发展,在此背景下相关的包装纸箱用量巨大,包装用纸箱遍及现代社会的各个领域。目前市场现有的瓦楞纸箱的形式通常包括双片和单片瓦楞纸装钉成型,而双片瓦楞纸的生产工艺是通过双片瓦楞纸加工设备同时对两张瓦楞纸靠人工、半自动手推输送,生产效率低、对齐误差大、人工劳动力度大、且输送过程中两张瓦楞纸的装钉处始终处于重合位置,该双片纸箱加工设备只能加工双片瓦楞纸箱;而单片瓦楞纸箱的生产工艺是通过单片加工设备对单张瓦楞纸进行输送,输送过程中由于输送组件始终处于同一平面,使该单片瓦楞纸钉箱设备无法对双片瓦楞纸板进行粘、钉成型等加工;生产不同规格的瓦楞纸箱需要更换相对应的设备,导致生产投入成本高、机器使用率低占用场地面积大,浪费资源。同时,进行双片瓦楞纸打钉时,需要在上料输送机构上同时输送两片瓦楞纸,由于输送过程中的各种不确定性因素的影响,瓦楞纸在输送过程中往往会产生偏移,目前市场使用钉箱设备有链条推码送纸的,由于链条行走速度惯性与钉头速度无法匹配一致出现推码损伤纸箱,无法保证两边完全对齐;还有就是普遍采用的半自动人工手推对齐效果不好,不能保证打钉工序前,两个瓦楞纸的两边完全对齐,生产效率低、导致纸箱的生产质量差,甚至造成大量废品出现,从而降低了打钉机的实用性,不便于推广使用。基于此,需研究开发一种全自动钉粘箱一体机,以满足市场需求。
技术实现要素:
3.为解决上述背景技术中的问题,本发明提供一种全自动钉粘箱一体机,实现了单、双片瓦楞纸板钉箱的纠偏定位自动化生产,彻底解决了瓦楞纸箱钉、粘出现剪刀口、纸箱摇盖前后垂直对齐的卡脖子技术问题,并填补了国内外单、双片全自动高速瓦楞纸箱,钉、粘生产设备的空白。同时,全自动化控制,降低了工人的劳动强度,节约了人工成本,也大幅度提高了生产效率以及更好的保证了钉、粘箱精度。本发明采用以下技术方案:一种全自动钉粘箱一体机,其包括依次设置的送纸装置、双片走纸输送装置、双片同步纠偏钉箱装置、翻折装置、双层瓦楞纸板纠偏钉箱装置与翻箱点数打包装置;所述双片走纸输送装置包括走纸输送机架、对称设置于所述走纸输送机架左右两端的摆动组件、以及设置于所述走纸输送机架左右两端的用以驱动所述摆动组件由所述走纸输送机架外侧向所述走纸输送机架内侧摆动的第一驱动装置;每个所述摆动组件均包括沿走纸方向平行设置的第一输送组件和第二输送组件,所述第一驱动装置驱动所述第一输送组件和第二输送组件的末端向所述走纸输送机架的内侧摆动,使两个所述摆动组件中的第一输送组件和第二输送组件均呈“八”字形;两片瓦
楞纸板装订部在所述在第一输送组件和所述第二输送组件的输送过程中逐渐汇合上下重叠。进一步的,所述走纸输送机架包括左右对称设置的两个侧板,每个所述侧板的内侧均活动设置有内层固定板,每个所述内层固定板的进纸端处均固定有摆动套,所述第一驱动装置驱动所述内层固定板带动所述第一输送组件和第二输送组件绕所述摆动套向所述走纸输送机架的内侧摆动。进一步的,所述第一输送组件和第二输送组件均包括由上至下依次设置的上活动板、中活动板和下活动板;所述上活动板上固定设有上输送带组件,所述中活动板和下活动板上共同固定设有下输送带组件,所述上输送带组件的下部带体与所述下输送带组件的上部带体上下对齐并对应;所述下活动板与所述中活动板通过凸轮连杆机构连接,所述下活动板上固定有第三驱动装置,所述第三驱动装置驱动所述凸轮连杆机构联动,所述凸轮连杆机构带动所述中活动板竖直上下移动以调节所述上输送带组件的下部带体与所述下输送带组件的上部带体之间的间隙。进一步的,所述内层固定板上设有第四驱动装置,所述第四驱动装置通过至少两个丝杆与所述第一输送组件和第二输送组件连接,多个所述丝杆与所述第一输送组件螺纹连接,多个所述丝杆与所述第二输送组件转动连接,所述第四驱动装置驱动所述第一输送组件向靠近所述内层固定板或远离所述内层固定板的方向移动。进一步的,所述双片同步纠偏钉箱装置包括同步纠偏机架和反向打钉机构,所述同步纠偏机架上由左至右依次平行设置有第一纠偏输送机构、第二纠偏输送机构、第三纠偏输送机构和第四纠偏输送机构;所述第一纠偏输送机构、第二纠偏输送机构、第三纠偏输送机构和第四纠偏输送机构分别由第一同步纠偏驱动机构、第二同步纠偏驱动机构、第三同步纠偏驱动机构和第四同步纠偏驱动机构驱动传送;所述第一纠偏输送机构、第二纠偏输送机构、第三纠偏输送机构和第四纠偏输送机构均包括上输送带组件和下输送带组件,所述第一纠偏输送机构和第二纠偏输送机构的上输送带组件和下输送带组件之间形成第一瓦楞纸传送通道;所述第三纠偏输送机构和第四纠偏输送机构的上输送带组件和下输送带组件之间形成第二瓦楞纸传送通道,所述第一瓦楞纸传送通道和第二瓦楞纸传送通道具有高度差;所述第一纠偏输送机构、第二纠偏输送机构、第三纠偏输送机构和第四纠偏输送机构的内侧均设有一组纠偏传感器,每组所述纠偏传感器均与控制系统连接,所述控制系统还与所述第一驱动机构、第二驱动机构、第三驱动机构和第四驱动机构连接;所述第二纠偏输送机构和第三纠偏输送机构之间设有反向打钉机构,所述反向打钉机构位于出纸端处。进一步的,所述同步纠偏机架包括左右相对设置的左侧板和右侧板,所述左侧板和右侧板之间设有第一上横梁和第一下横梁,所述第一纠偏输送机构和第四纠偏输送机构滑动连接在所述第一上横梁和所述第一下横梁上,所述第二纠偏输送机构和第三纠偏输送机构固定连接在所述第一上横梁和所述第一下横梁上;所述左侧板上安装有第一横移驱动电机、与所述第一横移驱动电机传动连接的第
一链传动组件、以及安装在所述左侧板上与所述第一链传动组件传动连接的多个第一丝杠,多个所述第一丝杠与所述第一纠偏输送机构螺纹连接,与所述第二纠偏输送机构转动连接,以驱动所述第一纠偏输送机构同步向靠近或远离所述左侧板的方向移动;所述右侧板上安装有第二横移驱动电机、与所述第二横移驱动电机传动的第二链传动组件、以及安装在所述右侧板上的与所述第二链传动组件传动连接的多个第二丝杠,多个所述第二丝杠与所述第四纠偏输送机构螺纹连接,与所述第三纠偏输送机构转动连接,以驱动所述第四纠偏输送机构同步向靠近或远离所述右侧板的方向移动;和/或四个所述上输送带组件通过第一升降调节机构竖直上下运动。进一步的,每个所述上输送带组件固定设置在上支撑板上、每个所述下输送带组件固定设置在下支撑板上,每个所述上输送带组件的上部带体和下部带体之间设有第一压力调节组件,所述第一压力调节组件安装在所述上支撑板上;所述第一压力调节组件包括垂直设置在所述上支撑板的第一摆动轴、套装在所述第一摆动轴上的第一摆动轮和第一扭簧,所述第一扭簧的一端与所述第一摆动轴连接,另一端与所述第一摆动轮连接,所述第一摆动轮的上端设有第一止挡部,所述上支撑板上设有与所述第一止挡部相匹配的第一限位件,所述第一限位件限制所述第一摆动轮施加于所述下部带体上的压力。进一步的,所述双层瓦楞纸板纠偏钉箱装置包括纠偏机架,分别安装在所述纠偏机架上的左上纠偏输送机构、右上纠偏输送机构与下纠偏输送机构,设置在所述纠偏机架上且分别与所述左上纠偏输送机构、右上纠偏输送机构与下纠偏输送机构传动连接的第一纠偏驱动机构、第二纠偏驱动机构、第三纠偏驱动机构,以及装订机构;其中,所述左上纠偏输送机构位于所述下纠偏输送机构的左上方,并在二者间形成第三瓦楞纸传送通道;所述右上纠偏输送机构位于所述下纠偏输送机构的右上方,并在二者间形成第四瓦楞纸传送通道;所述左上纠偏输送机构、右上纠偏输送机构与下纠偏输送机构三者相互配合,实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘间的垂直对齐;所述双层瓦楞纸板纠偏走纸装置还包括用于检测左侧上层瓦楞纸板外边缘的第一激光传感器、用于检测右侧上层瓦楞纸板外边缘的第二激光传感器、以及用于检测下层瓦楞纸板外边缘的第三激光传感器;所述第一激光传感器、第二激光传感器、与第三激光传感器均与控制系统连接,所述控制系统还分别与所述第一纠偏驱动机构、第二纠偏驱动机构、第三纠偏驱动机构连接。进一步的,所述左上纠偏输送机构与所述右上纠偏输送机构通过第二升降调节机构与所述纠偏机架传动连接;所述左上纠偏输送机构与所述左下纠偏输送机构通过第一同步滑移机构安装在所述纠偏机架和所述升降架上,以驱动所述右上纠偏输送机构与所述右下纠偏输送机构同步向靠近或远离所述纠偏机架中心处移动;和/或所述右上纠偏输送机构与所述右下纠偏输送机构通过第二同步滑移机构安装在所述纠偏机架和所述升降架上,以驱动所述右上纠偏输送机构与所述右下纠偏输送机构同步向靠近或远离所述纠偏机架中心处移动;进一步的,所述装订机构又包括分别安装在所述纠偏机架上的钉箱机或粘箱机、
多组第五丝杠滑移组件、第五链条传动组件与滑移驱动电机;其中,所述钉箱机或粘箱机位于所述纠偏装置的出纸端处;所述滑移驱动电机通过第五链条传动组件与所述第五丝杠滑移组件中的丝杠传动连接,所述第五丝杠滑移组件中的螺母与所述钉箱机或粘箱机固定连接,以驱动所述钉箱机或粘箱机向靠近或远离所述纠偏机架中心处移动。与现有技术相比,本发明的有益效果为:1)本发明的全自动钉粘箱一体机通过送纸装置、双片走纸输送装置、双片同步纠偏钉箱装置、翻折装置、双层瓦楞纸板纠偏钉箱装置与翻箱点数打包装置各部分的相互配合,实现了单双片瓦楞纸箱钉、粘箱的纠偏定位自动化生产,彻底解决了瓦楞纸箱钉、粘出现剪刀口以及纸箱摇盖前后垂直对齐的卡脖子技术问题,并填补了国内外双片自动瓦楞纸箱钉、粘生产设备的空白。同时,全自动化控制,降低了工人的劳动强度,节约了生产成本,也大幅度提高了生产效率以及更好的保证了钉箱精度。2)本发明的双片走纸输送机构在机架的左右两端设有摆动组件,且每个摆动组件均由独立的第一驱动装置驱动向机架的内侧摆动,摆动后两个摆动组件中的第一输送组件和第二输送组件均呈“八”字形,使两片瓦楞纸的装订部在向走纸方向输送过程中逐渐自动重叠汇合,之后进行下一步的装订工序;当加工单片瓦楞纸时,第一驱动装置带动摆动组件向机架的外侧摆动,使两个第一输送组件和两个第二输送组件均平行设置,进而可对单片瓦楞纸进行输送至下一步的装订工序。3)本发明的双片同步纠偏装置通过纠偏传感器对输送过程中两片瓦楞纸的两边进行信号采集并传达至控制系统,通过控制系统控制第一同步纠偏驱动机构、第二同步纠偏驱动机构、第三同步纠偏驱动机构和第四同步纠偏驱动机构的传动调节四个纠偏机构的相对速度,从而使两片瓦楞纸的两边在传送过程中逐渐对齐后再进行打钉工序。4)本发明的双层瓦楞纸板纠偏装置包括左上纠偏输送机构、右上纠偏输送机构与下纠偏输送机构,通过各部分间的相互配合,实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的对齐;通过纠偏装置校正,取代传统拍打对齐方式,不仅降低了工人的劳动强度、提高了校正的准确性,而且相对于拍打式纠偏而言,降低了对纸板的损伤程度。
附图说明
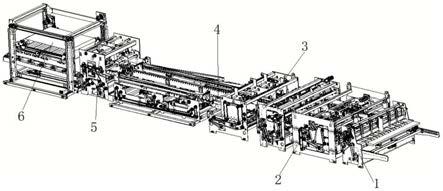
4.为了更清楚的说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。图1为本发明一种全自动钉粘箱一体机结构示意图;图2 为本发明双片走纸输送机构的整体结构图;图3为本发明双片走纸输送机构的整体结构俯视图;图4为图2中的a部放大图;图5为图2中的b部放大图;图6为图2中的c部放大图;
图7为本发明双片走纸输送机构的左摆动组件结构图;图8为本发明双片走纸输送机构的右摆动组件结构图;图9为本发明双片走纸输送机构的气缸压轮机构图;图10为本发明的双片同步纠偏钉箱装置的整体结构图(一);图11为本发明的双片同步纠偏钉箱装置的整体结构图(二);图12为本发明的双片同步纠偏钉箱装置的主视图;图13为图10中的a部放大图;图14为图12中的b部放大图;图15为本发明一种双层瓦楞纸板纠偏装置实施例结构示意图(一);图16为本发明一种双层瓦楞纸板纠偏装置实施例结构示意图(二);图17为图15中去除部分横梁、装订机构等的结构示意图;图18为图15中左下纠偏输送机构结构示意图;图19为图18中a处局部放大图;图20为图15中右下纠偏输送机构结构示意图;图21为图12中的局部放大图;图22为图12中的局部放大图;图中:送纸装置1;双片走纸输送装置2、走纸输送机架21、摆动组件22、第一驱动装置23;走纸输送机架21、侧板211、上横梁212、下横梁213,摆动组件22、第一输送组件221、上活动板2211、中活动板2212、下活动板2213、上输送带组件2214、下输送带组件2215、条形滑块2216、滑槽2217,第二输送组件222、滑动摆动套2221,内层固定板223、摆动套2231、第二驱动装置2232、第四驱动装置2233,丝杆2234、花键轴224、凸轮连杆机构225、第三驱动装置226、传动杆227、气缸压轮机构228、气缸2281、摆轴2282、摆轮2283、止挡块2284、限位件2285,第一驱动装置23、第一电机231、链传动组件232、丝杆螺母组件233、摆动丝杠2331、螺母座2332,24
‑
冷热胶粘箱滚涂动力机构;双片同步纠偏钉箱装置3、同步纠偏机架31、左侧板311、右侧板312、第一上横梁313、第一下横梁314、穿孔315、第一纠偏输送机构321、上输送带组件3211、下输送带组件3212、上支撑板3213、条形调节槽32131、下支撑板3214、第一压力调节组件3215、第一摆动轴32151、第一摆动轮32152、第一扭簧32153、第一止挡部32154、第一限位件32155、第二纠偏输送机构322、第三纠偏输送机构323、第四纠偏输送机构324、第一同步纠偏驱动机构331、第二同步纠偏驱动机构332、第三同步纠偏驱动机构333、第四同步纠偏驱动机构334、纠偏传感器34、第一横移驱动电机351、第一链传动组件352、第一丝杠353、第二丝杠354、升降板361、涡轮蜗杆组件362、涡轮3621、蜗杆3622、升降动力电机363、传动杆364、反向打钉机构37;翻折装置4;双层瓦楞纸板纠偏钉箱装置5、纠偏机架51、底座510、活动纠偏机架511、横杆512;左上纠偏输送机构52、第一纠偏驱动机构520、左上支撑板521、左上输送带组件522;右上纠偏输送机构53、第二纠偏驱动机构530、右上支撑板531;左下纠偏输送机构54、第三纠偏驱动机构540、左下支撑板541、限位件5411、左下输送带组件542、第二压力调节组件543、第二
支撑轴5431、第二扭簧5432、第二摆套5433、第二止挡部54331、第二摆轮5434;右下纠偏输送机构55、右下支撑板551、右下输送带组件552;第二升降调节机构56、升降驱动电机560、蜗轮蜗杆组件561、蜗轮5611、蜗杆5612、升降架562;第一同步滑移机构57、第三横移驱动电机570、第三丝杠滑移组件571、丝杠5711、第三链条传动组件572;第二同步滑移机构58、第四横移驱动电机580、第四丝杠滑移组件581、第四链条传动组件582;装订机构59、钉箱机或粘箱机590、第五丝杠滑移组件591、第五链条传动组件592、滑移驱动电机593、底模滑移组件594;翻箱点数打包装置6。
具体实施方式
5.下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。下面结合附图1至附图22以及具体实施例详细论述本发明:如图1
‑
22所示,一种全自动钉粘箱一体机,其包括依次设置的送纸装置1、双片走纸输送装置2、双片同步纠偏钉箱装置3、翻折装置4、双层瓦楞纸板纠偏钉箱装置5与翻箱点数打包装置6。如图2至9所示,该双片走纸输送装置2包括走纸输送机架21、对称设置于走纸输送机架21左右两端的摆动组件22、以及设置于走纸输送机架21左右两端的用以驱动摆动组件由走纸输送机架21外侧向走纸输送机架21内侧摆动的第一驱动装置23。需要说明,本实施例的两个摆动组件22分别为左摆动组件和右摆动组件,且左摆动组件和右摆动组件的结构相同,右摆动组件稍高于左摆动组件以保证瓦楞纸板的重叠间隙,为了简化说明,本实施例不针对左摆动组件和右摆动组件进行单独的命名解释,只针对其中一个摆动组件进行详细阐述,本领域技术人员应该理解本技术方案中有两个摆动组件,且两个摆动组件相互独立,通过plc控制系统来控制两个摆动组件的具体动作。此外,还需要说明的,本次研发改进的重点在于双片走纸输送装置2、双片同步纠偏钉箱装置3、与双层瓦楞纸板纠偏钉箱装置5三大模块,对送纸装置1、翻折装置4、翻箱点数打包装置6三大模块不做具体限定,采用现有技术即可。每个摆动组件22均包括沿走纸方向平行设置的第一输送组件221和第二输送组件222,第一驱动装置23驱动第一输送组件221和第二输送组件222的末端同步向走纸输送机架21的内侧摆动,在摆动过程中每个摆动组件22中的第一输送组件221和第二输送组件222始终处于平行状态;摆动一定角度后两个摆动组件22中的两个第一输送组件221呈“八”字形,同样的,两个第二输送组件221也呈“八”字形;由进纸端到出纸端向内逐渐收拢的“八”字形输送路径使两片瓦楞纸的装订部在第一输送组件221和第二输送组件222的输送过程中逐渐上下重叠汇合,直至两片瓦楞纸从本发明的双片走纸输送机构输出后装订部完全重合后进入下一步工序。上述可知,左摆动组件和右摆动组件均由独立的第一驱动装置驱动摆动,且具体摆动的角度以及是否需要摆动,本领域技术人员可根据实际工况进行设置;当加工单片瓦楞纸时,摆动组件不需要摆动,将摆动组件复位即可,此时左摆动组件和右摆动组件中的第
一输送组件和第二输送组件均沿走纸方向平行设置;当加工双片瓦楞纸时,由于两片瓦楞纸的装订部需要重合后才能进行打钉,此时,根据瓦楞纸的尺寸启动两个第一驱动装置分别驱动左摆动组件和右摆动组件向走纸输送机架的内侧摆动一定的角度,使两片瓦楞纸的装订部在第一输送组件和第二输送组件的输送过程中重叠汇合,以进行下一步的装订工序。为了便于理解,对两个摆动组件再次进行解释说明,即两个摆动组件未摆动时呈hh形结构,可用于单片瓦楞纸垂直送纸;当输送双片瓦楞纸使,两个摆动组件向内摆动,逐渐由hh形转换成八字形,使双片瓦楞纸同步随着八字形的倾斜角度逐渐汇合成上下重叠。本发明全自动钉粘箱一体机中该送纸装置1用于双片瓦楞纸板、或单片瓦楞纸板的垂直输送,并将其转交给双片走纸输送装置2;双片走纸输送装置2保持垂直输送,并在该装置的作用下,将使两片瓦楞纸的装订部在第一输送组件和第二输送组件的输送过程中逐渐上下重叠汇合,直至两片瓦楞纸板从本发明的双片走纸输送装置输出后装订部完全重合后,转交给双片同步纠偏钉箱装置3;双片同步纠偏钉箱装置3用于瓦楞纸板的第一次纠偏,使两片瓦楞纸板的两边在传送过程中逐渐对齐后再进行打钉,完成第一次钉箱操作,并对应的转交给翻折装置4;翻折装置4实现进行双层翻折,将纸板的两侧边缘向内翻折,并在中部形成多层重叠后,转交给双层瓦楞纸板纠偏钉箱装置5;双层瓦楞纸板纠偏钉箱装置5实现多层瓦楞纸板的垂直纠偏,实现瓦楞纸板的第二次纠偏,并完成二次钉箱操作,转交给翻箱点数打包装置6,进行打包操作。本发明的全自动钉粘箱一体机通过送纸装置1、双片走纸输送装置2、双片同步纠偏钉箱装置3、翻折装置4、双层瓦楞纸板纠偏钉箱装置5与翻箱点数打包装置6各部分的相互配合,实现了单双片瓦楞纸板钉箱的纠偏定位化生产,彻底解决了瓦楞纸箱钉、粘出现剪刀口的问题,并填补了国内外双片自动瓦楞纸箱钉、粘生产设备的空白。同时,全自动化控制,降低了工人的劳动强度,节约了生产成本,也大幅度提高了生产效率以及更好的保证了钉箱精度。进一步的,在一些具体实施例中,如图2至9所示,对双片走纸输送装置2进行了优化设计,具体技术方案如下:走纸输送机架21包括左右对称设置的两个侧板211,每个侧板211的内侧均活动设置有内层固定板223,每个内层固定板223的进纸端处均固定有摆动套2231,第一驱动装置23驱动内层固定板223带动第一输送组件221和第二输送组件222绕摆动套2231向走纸输送机架21的内侧摆动;可以知道,本实施例中固定在内层固定板上的摆动套2231相当于摆动组件22的旋转中心,摆动组件22中的其他零部件均绕该旋转中心旋转;优选的,本实施例中的摆动套为万向旋转摆动套,对万向旋转摆动套的具体结构本发明不做具体限定,本领域技术人员可自行设计,能达到本发明相同的效果即为本发明的保护范围。具体的,走纸输送机架21还包括设置于两个侧板之间的上横梁212和下横梁213,上横梁212和下横梁213均有两个,分别设置在两个侧板211的前后端,第二输送组件222与上横梁212和下横梁213相邻的位置设有滑动摆动套2221,滑动摆动套2221滑动连接在上横梁212、下横梁213以及第二输送组件222上,本实施例中的滑动摆动套2221有四个,分别设置在第二输送组件222的四个角上,摆动组件22通过四个滑动摆动套2221绕固定在内层固定板上摆动套2231向走纸输送机架21内侧摆动。具体的,每个内层固定板223上均设有第二驱动装置2232,任一第二驱动装置2232
驱动相邻第一输送组件221和第二输送组件222的同步传动;即左摆动组件中的第一输送组件221和第二输送组件222是同步转动的,右摆动组件中的第一输送组件221和第二输送组件222也是同步转动的;如图2所示,第二驱动装置2232通过花键轴224与第一输送组件221和第二输送组件222传动连接,第一输送组件221和第二输送组件222中均有一个主动轮和若干个被动轮,第二驱动装置2231驱动花键轴224转动,花键轴224与主动轮连接,带动主动轮转动,进而通过若干个被动轮带动摆动组件22中的四个皮带传动。本实施例中的第二驱动装置2232用于驱动第一输送组件和第二输送组件中的输送带传动,包括伺服电机、以及由伺服电机驱动传动的同步带传动机构,本领域技术人员可以参照附图进行设计,也可以根据实际需求进行设计,本发明不做具体限定。具体的,第一输送组件221和第二输送组件222均包括上输送带组件2214和下输送带组件2215,且上输送带组件2214和下输送带组件2215之间的间隙大小由升降机构进行调节,具体可根据瓦楞纸的厚度及瓦楞纸的加工工况进行调节。具体的,第一输送组件221和第二输送组件222均包括由上至下依次设置的上活动板2211、中活动板2212和下活动板2213;上活动板2211上固定设有上输送带组件2214,中活动板2212和下活动板2213上共同固定设有下输送带组件2215,上输送带组件2214的下部带体与下输送带组件2215的上部带体上下对齐并对应;即每一摆动组件包括两组上下压夹的平面皮带,单片瓦楞纸和双片瓦楞纸通过上下压夹的平面皮带向前传送;下活动板2213与中活动板2212通过升降机构连接,升降机构包括凸轮连杆机构225和第三驱动装置226,第三驱动装置226固定设置在下活动板2213上,第三驱动装置226驱动凸轮连杆机构225联动,凸轮连杆机构225带动中活动板2212竖直上下移动以调节上输送带组件2214的下部带体与下输送带组件2215的上部带体之间的间隙。本实施例中的第三驱动装置226用于调节瓦楞纸板的薄厚压力,包括伺服电机、以及由伺服电机驱动传动的传动机构,本领域技术人员可参照附图设计。具体的,第一输送组件221和第二输送组件222相对的两个下活动板2213通过传动杆227连接,传动杆227与凸轮连杆机构225的数量相同,且凸轮连杆机构225通过传动杆227与第三驱动装置226连接,第三驱动装置226驱动传动杆227转动,传动杆227带动凸轮连杆结构225运动,进而带动两个中活动板2212上下移动,以适应不同瓦楞纸的厚度,且由于走纸输送机架21左右两端的摆动组件22相互独立,可使左右两个摆动组件22中的走纸通道(即上部带体和下部带体之间的间隙)的间隙不同,当处于不同高度的间隙时,可用于装订双片瓦楞纸;当处于相同高度的间隙时,可用于装订单片瓦楞纸。优选的,两个下活动板2213上竖直固定有条形滑块2216,两个中活动板2213上设有与条形滑块2216匹配的滑槽2217,每个下活动板2213上的条形滑块2216至少两个,每个中活动板2212上的滑槽2217至少有两个;条形滑块2216和滑槽2217的设置为中活动板2213的上下移动起导向作用。具体的,摆动组件22通过位于第二输送组件222上的上活动板2211和下活动板2212上的滑动摆动套2221向走纸输送机架21的内侧摆动;两个滑动摆动套2221滑动连接在上活动板2211和上横梁212上、两个滑动摆动套2221滑动连接在下活动板2213和下横梁213上。具体的,内层固定板223上设有第四驱动装置2233,第四驱动装置2233通过至少两
个丝杆2234与第一输送组件221和第二输送组件222连接,多个丝杆2234与第一输送组件221螺纹连接,多个丝杆2234与第二输送组件222转动连接,第四驱动装置2233驱动第一输送组件221向靠近内层固定板223或远离内层固定板223的方向移动。具体的,在本实施例中第四驱动装置2233通过至少两个丝杆2234分别与上活动板2211和下活动板2213连接,多个丝杆2234与第一输送组件221的上活动板2211和下活动板2213螺纹连接,多个丝杆2234与第二输送组件222的上活动板2211和下活动板2213转动连接,第四驱动装置2233驱动第一输送组件221向靠近内层固定板223的方向前后移动。优选的,本实施例中的两个丝杆2234与第一输送组件221的上活动板2211螺纹连接,与第二输送组件222的上活动板2211转动连接,两个丝杆2234与第一输送组件221的下活动板2213螺纹连接,与第二输送组件222的下活动板2213转动连接,第四驱动装置223驱动四个丝杆2234同步转动,由于四个丝杆2234与第一输送组件221的上活动板2211和下活动板2213螺纹连接,继而带动第一输送组件221向靠近内层固定板223或远离内层固定板223的方向前后移动,使该走纸输送机构可根据不同宽度的瓦楞纸进行调节。本实施例中的第四驱动装置2233包括伺服电机、以及由伺服电机驱动传动的传动机构,本领域技术人员可参照附图设计。具体的,上活动板2211的进纸端和出纸端沿走纸方向并排设有若干个气缸压轮机构228,气缸压轮机构228包括气缸2281、与气缸2281输出端连接的摆轴2282、以及套装在摆轴2282上的摆轮2283,其中:气缸2281和摆轮2282分别位于上活动板2211的两侧,摆轴2282贯穿上活动板2211与气缸2281和摆轮2283连接,摆轮2283位于上输送带组件2214的下部带体的内侧;摆轮2283上设有止挡块2284,上活动板2211内侧设有与止挡块2284相匹配的限位件2285,限位件2285限制摆轮2283施加于上输送带组件2215的下部带体上的压力,保证四条带体的咬口平衡交接,即可控制不同尺寸瓦楞纸的进纸和出纸的顺利衔接。具体的,第一驱动装置23设置于走纸输送机架的侧板211上,第一驱动装置23包括第一电机231、与第一电机231输出轴连接的链传动组件232、以及与链传动组件232传动连接的丝杆螺母组件233;丝杆螺母组件233包括与链传动组件232同步转动的螺母(图中未示出)、与螺母螺纹连接的摆动丝杠2331、以及螺母座2332,摆动丝杠2331的末端与内层固定板223铰接,螺母座2332转动连接在侧板211上。优选的,本实施例中的第一驱动装置23包括涡轮减速电机,通过涡轮减速电机与链传动组件连接。具体的,两个摆动组件22之间还设有冷热胶粘箱滚涂动力机构24,冷热胶粘箱滚涂动力机构24位于进纸端处,使该走纸输送机构即可用于钉箱设备也可用于粘箱设备,从而实现了粘、钉一体,自动化程度更高,本实施例中的冷热胶粘箱滚涂动力机构24为现有技术,当双片瓦楞纸需要通过冷热胶进行粘合时,启动冷热胶粘箱滚涂动力机构24进行涂胶。本发明的走纸输送机构中的第一驱动装置23、第二驱动装置2232、第三驱动装置226、第四驱动装置2233均通过plc系统控制完成相应的动作,且各个驱动装置之间的动作关系通过控制程序实现,控制程序不属于本发明的保护范围,不进行具体阐述。进一步的,本发明的一些具体实施例中,如图10至14、与图21至22所示,对双片同步纠偏钉箱装置3也进行了优化设计,具体技术方案如下:该同步纠偏装置包括同步纠偏机架31,同步纠偏机架31上由左至右依次平行设置有第一纠偏输送机构321、第二纠偏输送机构322、第三纠偏输送机构323和第四纠偏输送机
构324;第一纠偏输送机构321、第二纠偏输送机构322、第三纠偏输送机构323和第四纠偏输送机构325分别由第一同步纠偏驱动机构331、第二同步纠偏驱动机构332、第三同步纠偏驱动机构333和第四同步纠偏驱动机构334驱动传送;第一纠偏输送机构321、第二纠偏输送机构322、第三纠偏输送机构323和第四纠偏输送机构324均包括上输送带组件3211和下输送带组件3212,第一纠偏输送机构321和第二纠偏输送机构322的上输送带组件3211和下输送带组件3212之间形成第一瓦楞纸传送通道,第一瓦楞纸传送通道用于传送第一片瓦楞纸;第三纠偏输送机构323和第四纠偏输送机构324的上输送带组件3211和下输送带组件3212之间形成第二瓦楞纸传送通道,第二瓦楞纸传送通道用于传送第二片瓦楞纸;第一瓦楞纸传送通道和第二瓦楞纸传送通道具有高度差,用于保证两片瓦楞纸重叠的间隙。第一纠偏输送机构321、第二纠偏输送机构322、第三纠偏输送机构323和第四纠偏输送机构324的内侧均设有一组纠偏传感器,每组纠偏传感器包括两个纠偏传感器34,且两个纠偏传感器34分别设在第一瓦楞纸传送通道和第二瓦楞纸传送通道的上下两侧;每一组的上下两个纠偏传感器34均相互对射,四组纠偏传感器34均与控制系统连接,控制系统还与第一同步纠偏驱动机构331、第二同步纠偏驱动机构332、第三同步纠偏驱动机构333和第四同步纠偏驱动机构334连接。本发明的四个纠偏输送机构相互独立传送,通过控制系统自动分析瓦楞纸板走歪(偏)的角度,并控制四个纠偏输送机构的传送速度来调节两片瓦楞纸打钉边的对齐程度;该发明结构简单,且纠偏过程通过控制系统控制纠偏,全自动化运行,纠偏精度高。同时,该双片同步垂直纠偏装置彻底解决传统双片纸箱的剪刀口及前后错位的卡脖子技术,且本装置结构简单、自动化程度高、生产速度高,纠偏精度高。具体的,纠偏传感器34将检测到信号传送至控制系统,控制系统根据事先编好的程序计算出第一纠偏输送机构321、第二纠偏输送机构322、第三纠偏输送机构323和第四纠偏输送机构324的纠偏运行速度,进而控制第一同步纠偏驱动机构331、第二同步纠偏驱动机构332、第三同步纠偏驱动机构333和第四同步纠偏驱动机构334的电机速度,继而使两片瓦楞纸在传送过程中逐渐对齐,完成纠偏动作后进行打钉。优选的,本实施例中的纠偏传感器34为激光传感器,通过激光传感器将信号传送至控制系统,进而控制四个纠偏输送机构的传送速度;在其他实施例中纠偏传感器为光纤传感器,且在每组光纤传感器上还连接有光纤放大器,光纤传感器检测信号,并通过光纤放大器将信号传送至控制系统,从而控制四个纠偏输送机构的传送速度。本发明对激光传感器、光纤放大器、光纤传感器的具体型号不做限定,本领域技术人员可自行选择,能达到与本发明相同技术效果的都属于本发明的保护范围。具体的,同步纠偏机架31包括左右相对设置的左侧板311和右侧板312,左侧板311和右侧板312之间设有第一上横梁313和第一下横梁314,第一纠偏输送机构321和第四纠偏输送机构324滑动连接在第一上横梁313和第一下横梁314上,第二纠偏输送机构322和第三纠偏输送机构323固定连接在第一上横梁313和第一下横梁314上。可以知道,第一纠偏输送机构321和第四纠偏输送机构324位于同步纠偏机架31的外侧,通过调节第一纠偏输送机构321和第二纠偏输送机构322之间的距离、以及第三纠偏输送机构323和第四纠偏输送机构324之间的距离,使该纠偏机构可适用于对不同宽度的瓦楞纸进行纠偏。具体的,左侧板311上安装有第一横移驱动电机351、与第一横移驱动电机351传动
连接的第一链传动组件352、以及安装在左侧板311上与第一链传动组件352传动连接的多个第一丝杠353,多个第一丝杠353与第一纠偏输送机构321螺纹连接,与第二纠偏输送机构322转动连接,以驱动第一纠偏输送机构321同步向靠近或远离左侧板311的方向移动。更具体的,本实施例中在左侧板311的内侧上下滑动设有升降板361,且本实施例中有四个第一丝杠353,其中两个第一丝杠353与第一纠偏输送机构321的上输送带组件螺纹连接,与第二纠偏输送机构322的上输送带组件转动连接;另外两个第一丝杠353与第一纠偏输送机构321的下输送带组件螺纹连接,与第二纠偏输送机构322的下输送带组件转动连接,且与上输送带组件连接的两个第一丝杠353贯穿左侧升降板361与左侧板311上的第一链传动组件352传动连接。同样的,右侧板312上安装有第二横移驱动电机、与第二横移驱动电机传动的第二链传动组件、以及安装在右侧板上的与第二链传动组件传动连接的多个第二丝杠354,多个第二丝杠354与第四纠偏输送机构324螺纹连接,与第三纠偏输送机构323转动连接,以驱动第四纠偏输送机构324同步向靠近或远离右侧板的方向移动。与同步纠偏机架左侧结构相同,本实施例中在右侧板312的内侧也上下滑动设有升降板361,且本实施例中有四个第二丝杠354,其中两个第二丝杠354与第四纠偏输送机构324的上输送带组件螺纹连接,与第三纠偏输送机构323的上输送带组件转动连接;另外两个第二丝杠354与第四纠偏输送机构324的下输送带组件螺纹连接,与第三纠偏输送机构323的下输送带组件转动连接,且与上输送带组件连接的两个第二丝杠354贯穿右侧升降板361与右侧板311上的第二链传动组件传动连接。本发明通过第一纠偏输送机构321和第四纠偏输送机构324相对侧板的左右移动,使该纠偏装置可适用于对不同宽度的瓦楞纸进行纠偏。需要说明的是,上述所说的第一丝杠与第一纠偏输送机构的螺纹连接是指:第一纠偏输送机构上固定有与第一丝杠相匹配的螺母,通过第一丝杠的转动带动螺母的直线运动,进而由螺母带动第一纠偏输送机构的直线移动;第一丝杠与第二纠偏输送机构的转动连接是指:第一丝杠通过轴承与第二纠偏输送机构连接,第一丝杠可相对第二纠偏输送机构独立转动。第二丝杠与第三纠偏输送机构、以及第三纠偏输送机构的连接原理同上所述,此处不再赘述。具体的,四个上输送带组件3211通过第一升降调节机构竖直上下运动,第一升降调节机构包括上述所说的两个分别滑动连接在左侧板311和右侧板312上的升降板361、与两个升降板361分别固定连接的涡轮蜗杆组件362、以及与两个涡轮蜗杆组件362传动连接的升降动力电机363,第一上横梁313的两端分别固定连接在两个升降板361上,上输送带组件3211通过第一上横梁313与升降板361上下相互限位,即上输送带组件3211可在第一上横梁313上左右滑动,但是上下方向上是不可相对运动的,升降动力电机363通过蜗轮蜗杆组件的蜗杆3622的上下移动带动上输送带组件3211的竖直上下移动;更具体的,本实施例中的升降动力电机363有一个,固定设置在右侧板312上,升降动力电机363的输出轴通过传动杆364分别与左右两个涡轮蜗杆组件362连接,涡轮蜗杆组件362的涡轮3621转动带动蜗杆3622竖直上下移动,蜗杆3622的上下移动带动升降板361的上下移动,由于第一上横梁313固定设置在两个相对设置的升降板361上,且上输送组件3211上下相对固定设置在第一上横梁313上,继而由升降板361带动上输送组件3211的竖直上下移动。上述已知,与上输送带组件3211连接的两个第一丝杠353和两个第二丝杠354均贯
穿升降板361,且与升降板361上下相对固定;所以,与上输送带组件3211连接的第一丝杠353和第二丝杠354均随升降板361上下移动;同时,为了克服第一丝杠353和第二丝杠354上下升降引起的链条松垮,在位于升降板361上的第一链传动组件和第二链传动组件的部分链条上设有张紧轮,用于保证链条始终处于张紧状态。本发明通过上输送带组件的上下移动,使该纠偏装置可适用于对不同厚度的瓦楞纸进行纠偏。具体的,每个上输送带组件3211固定设置在上支撑板3213上、每个下输送带组件3212固定设置在下支撑板3214上,上支撑板3213的数量与上输送带组件3211的数量相同,下支撑板3214的数量与下输送带组件3212的数量相同,每个上输送带组件3211的上部带体和下部带体之间设有第一压力调节组件3215,第一压力调节组件3215安装在上支撑板3213上;第一压力调节组件3215包括垂直设置在上支撑板3213的第一摆动轴32151、套装在第一摆动轴32151上的第一摆动轮32152和第一扭簧32153,第一扭簧32153的一端与第一摆动轴32151连接,另一端与第一摆动轮32152连接,第一摆动轮32152的上端设有第一止挡部32154,上支撑板3213上设有与第一止挡部32154相匹配的第一限位件32155,第一限位件32155限制第一摆动轮32152施加于下部带体上的压力,确保施压于上输送组件的下部带体上的压力大小合适。具体的,第一同步纠偏驱动机构331和第二同步纠偏驱动机构332安装在同步纠偏机架的左侧板311上,第三同步纠偏驱动机构333(与第二同步纠偏驱动机构332对称设置)和第四同步纠偏驱动机构334(与第一同步纠偏驱动机构对称设置)安装在同步纠偏机架的右侧板312上。可以知道,用于驱动四个上输送带组件3211的传送辊是与上输送带组件3211连接的,而上输送带组件3211是随着升降板361上下移动的,所以,本实施例中与上输送带组件3211连接的传送辊均贯穿升降板361与第一同步纠偏驱动机构、第二同步纠偏驱动机构、第三同步纠偏驱动机构和第三同步纠偏驱动机构连接;左侧板311和右侧板312上均开设有穿孔315;第一丝杠353、第二丝杠354、以及与上输送带组件3211传动连接的传送辊均可在穿孔315中上下移动。具体的,上支撑板3213和下支撑板3214的出纸端均开设有向出纸方向延伸的条形调节槽32131,上输送带组件3211和下输送带组件3212上的末端张紧轮可在条形调节槽32131内前后移动,以调节上输送带组件3211和下输送带组件3212上的皮带张紧程度。具体的,第二纠偏输送机构322和第三纠偏输送机构323之间设有反向打钉机构37,反向打钉机构37位于出纸端处,反向打钉机构37用于对纠偏完成的两片瓦楞纸进行打钉。本发明通过在四个纠偏输送机构的一侧设置4组纠偏传感器34,对通过第一瓦楞纸传送通道和第二瓦楞纸传送通道的两片瓦楞纸的边缘的对齐程度进行监测,如果某一片或两片瓦楞纸发生偏移,纠偏传感器检测偏移信号,并将偏移的位移数据传输至控制系统,控制系统通过程序控制瓦楞纸左右两边的传送速度(即第一纠偏输送机构和第二纠输送机构的速度、和/或第三纠偏输送机构和第四纠偏输送机构的速度),进而逐步使瓦楞纸两边的位移一致,最终两片瓦楞纸完全对齐后进入打钉机构下方进行打钉工序。进一步的,在一些具体实施例中,如图15至图20所示,对双层瓦楞纸板纠偏钉箱装置进行了优化设计,具体技术方案如下:其包括纠偏机架51,分别安装在所述纠偏机架51上
的左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构,设置在所述纠偏机架551上且分别与所述左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构传动连接的第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540,通过第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540,实现左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构三者间的独立驱动,实现纠偏调节。所述下纠偏输送机构又包括左下纠偏输送机构54、右下纠偏输送机构55。本实施例中该第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540均为独立伺服动力。其中,所述左上纠偏输送机构52位于下纠偏输送机构的左上方,即位于所述左下纠偏输送机构54的上方,并在二者间形成第三瓦楞纸传送通道;所述右上纠偏输送机构53位于下纠偏输送机构的右上方,即位于所述右下纠偏输送机构55的下方,并在二者间形成第四瓦楞纸传送通道;且所述左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构三者间相互配合,以实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的垂直对齐。本实施例中,该第三瓦楞纸板传送通道与第四瓦楞纸板传送通道间具有高度差,用于保证两片瓦楞纸重叠的间隙。双层瓦楞纸板在从双层瓦楞纸板纠偏钉箱装置进纸端输送至出纸端的过程中实现纸板的纠偏操作,具体的,将双层瓦楞纸板放置于左、右上纠偏输送机构与左右下纠偏输送机构之间的第三瓦楞纸传送通道与第四瓦楞纸传送通道内,当左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间有偏差时,可通过调控第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540,控制左上纠偏输送机构52、右上纠偏输送机构53以及下纠偏输送机构的输送速度,从而实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的垂直对齐,纠正三者间偏差。需要说明的是,双层瓦楞纸板纠偏钉箱装置是设置在第一次纠偏钉箱、以及翻折工序之后的,故默认下层瓦楞纸板外边缘是平齐的。本发明的双层瓦楞纸板纠偏钉箱装置包括左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构,通过各部分间的相互配合,实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的对齐;通过纠偏装置校正,取代传统的半自动人工纠偏钉箱或传统机械式拍打对齐钉箱,不仅降低了工人的劳动强度、提高了校正的准确性及生产速度;传统的拍打式纠偏容易出现错位或剪刀口,而本发明中双层瓦楞纸板纠偏钉箱装置恰巧解决了瓦楞纸板错位、剪刀口的技术问题,同时降低了对纸板的损伤程度及废品率。此外,现有的瓦楞纸箱装订机仅适用于纸箱宽度大于170mm左右的纸箱装订,而该双层瓦楞纸板纠偏钉箱突破了纸箱宽度宽度的限制,纸箱宽度仅需大于75mm左右,即可用该双层瓦楞纸板纠偏钉箱进行纠偏装订。具体的,所述双层瓦楞纸板纠偏走纸装置还包括用于检测左侧上层瓦楞纸板外边缘的第一激光传感器、用于检测右侧上层瓦楞纸板外边缘的第二激光传感器、以及用于检测下层瓦楞纸板外边缘的第三激光传感器;所述第一激光传感器、第二激光传感器、与第三激光传感器均与控制器连接,所述控制器还分别与所述第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540连接。本发明中对第一激光传感器、第二激光传感器与第三激光传感器的具体安装位置不做限定,只要满足上述要求都属于本发明的保护范围。如本实施例中,该第一激光传感器与第二激光传感器均安装在装订机构59底部,且位于所述装订机构59的左、右两侧;所述第三激光传感器安装在底模滑移组件594上,实现对瓦楞纸
板的检测。当然,还可将该第一激光传感器、第二激光传感器与第三激光传感器安装在纠偏输送机构上,如将第一激光传感器、第二激光传感器与第三激光传感器分别对应安装在所述左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构上,同样可以实现对瓦楞纸板的检测,具体的由本领域技术人员依据实际情况设计选择即可。具体的,本实施例中的激光传感器为激光位移放大器,通过三个垂直点监测纠偏双层瓦楞纸板的位移平衡,保证纸箱成型后不出现剪刀口。第一激光传感器监测左侧上层瓦楞纸板外边缘通过该第一激光传感器的时间;第二激光传感器监测右侧上层瓦楞纸板外边缘通过该第二激光传感器的时间;第三激光传感器监测下层瓦楞纸板外边缘通过该第三激光传感器的时间,并将上述信息反馈给该纠偏装置的控制器,控制器通过对上述信息、以及左上纠偏输送机构52的皮带输送速度、右上纠偏输送机构53的皮带输送速度、下纠偏输送机构的皮带输送速度等相关信息的分析,进而调整左上纠偏输送机构52的皮带输送速度、右上纠偏输送机构53的皮带输送速度与下纠偏输送机构的皮带输送速度,从而实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的对齐,纠正三者间偏差。当然,本领域技术人员还可通过其他方式监测调控左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构,以实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘三者间的对齐。具体的,本实施例中的第一激光传感器与所述第二激光传感器相对设置,所述第一激光传感器、第二激光传感器均与第三激光传感器对射瓦楞纸板,用于采集相关数据信息,实现左侧上层瓦楞纸板外边缘、右侧上层瓦楞纸板外边缘、下层瓦楞纸板外边缘的纠偏检测。具体的,所述纠偏机架51包括底座510、以及滑动安装在所述底座510上的活动纠偏机架511,所述左上纠偏输送机构52、右上纠偏输送机构53与下纠偏输送机构均安装在所述活动纠偏机架511上,便于调整该纠偏装置的所在位置,方便与前后其它工序对接。具体的,为了适应不同厚度瓦楞纸板的纠偏操作,本发明将左上纠偏输送机构52与所述右上纠偏输送机构53设计成可竖直上下调节,以调节左上纠偏输送机构52或右上纠偏输送机构53与下纠偏输送机构间的间距。如本实施例中,采用如下技术方案,将所述左上纠偏输送机构52与所述右上纠偏输送机构3通过第二升降调节机构56与所述纠偏机架51传动连接,以调节左上纠偏输送机构52和右上纠偏输送机构53与下纠偏输送机构之间的间隙,可依据输送的瓦楞纸板的厚度调节间隙值,以适应不同瓦楞纸的厚度。该第二升降调节机构56包括升降驱动电机560、蜗轮蜗杆组件561、以及升降架562,所述升降驱动电机560安装在所述纠偏机架51上,与所述蜗轮蜗杆组件561的蜗轮5611传动连接;所述蜗轮蜗杆组件561设置在纠偏机架51的内侧,且所述蜗轮蜗杆组件561的蜗杆5612末端与所述升降架562的顶端连接,所述左上纠偏输送机构52与所述右上纠偏输送机构53安装在所述升降架562上;通过所述蜗轮蜗杆组件561带动所述升降架562竖直上下移动,以调节所述左上纠偏输送机构52或右上纠偏输送机构53与所述下纠偏输送机构之间的间隙。工作时,通过升降驱动电机560驱动蜗轮蜗杆组件561的传动,进而带动升降架562与左上纠偏输送机构52、右上纠偏输送机构53的升降,以调节左上纠偏输送机构52和右上纠偏输送机构53与下纠偏输送机构之间的间隙。具体的,本实施例中,该蜗轮蜗杆组件561包括蜗轮5611与蜗杆5612,且二者间传动连接。同时,本实施例中,将该蜗轮蜗杆组件561设置两组,分别设置在纠偏机架51的左右两侧,两个蜗轮5611通过连杆连接,实现同步运动;两个蜗杆5612的末端分别与升降
架562的左右两侧铰接,两点吊装该升降架562控制升降,增强稳定性。具体的,为了适应不同宽度瓦楞纸板的纠偏操作,本发明中将该左上纠偏输送机构52与左下纠偏输送机构54设计成可同步横向滑移,右上纠偏输送机构53与右下纠偏输送机构55也设计成可同步横向滑移,使得可依据瓦楞纸板的宽度调节左上纠偏输送机构52与右上纠偏输送机构53间的间距。如本实施例中,采用如下技术方案,将左上纠偏输送机构52与左下纠偏输送机构54通过第一同步滑移机构57安装在纠偏机架51和升降架562上,右上纠偏输送机构53与右下纠偏输送机构55通过第二同步滑移机构58也安装纠偏机架51和升降架562上。而对应的,第一同步滑移机构57包括第三横移驱动电机570、第三链条传动组件572和第三丝杠滑移组件571,所述纠偏机架51上安装有第三横移驱动电机570,所述升降架562和纠偏机架51上均对应安装有多组平行设置的第三丝杠滑移组件571,第三横移驱动电机570通过第三链条传动组件572与所述第三丝杠滑移组件571中的丝杠5711传动连接,所述第三丝杠滑移组件571中的螺母分别对应的与所述左上纠偏输送机构52的左上支撑板521、以及左下纠偏输送机构54的左下支撑板541固定连接,以驱动所述左上纠偏输送机构52与所述左下纠偏输送机构54同步向靠近或远离所述纠偏机架51中心处移动,实现该左上纠偏输送机构52与左下纠偏输送机构54的同步滑移。本实施例中,设置四组第三丝杠滑移组件571,其中两组设置在升降架562上,并与左上纠偏输送机构52的左上支撑板521传动连接,另外两组设置在纠偏机架51上,并与左下纠偏输送机构54的左下支撑板541传动连接,多点支撑,滑移稳定性好。需要说明的,因部分第三丝杠滑移组件571安装在升降架562,升降架562可随第二升降调节机构56上下升降,故对应的丝杠间间距会发生改变,需要实现第三链条传动组件572中链条的灵活调节,实现链条始终保持张紧状态,而对应的实现方式可由本领域技术人员依据实际情况设计,此处不再赘述。该第二同步滑移机构58包括第四横移驱动电机580、第四链条传动组件582和第四丝杠滑移组件581,所述纠偏机架1上安装有第四横移驱动电机580,所述升降架562与纠偏机架51上均安装有多组平行设置的第四丝杠滑移组件581,第四横移驱动电机580通过第四链条传动组件582与所述第四丝杠滑移组件581中的丝杠传动连接,所述第四丝杠滑移组件581中的螺母分别对应的与所述右上纠偏输送机构53的右上支撑板531、以及右下纠偏输送机构55的右下支撑板551固定连接,以驱动所述右上纠偏输送机构53与所述右下纠偏输送机构55同步向靠近或远离所述纠偏机架51中心处移动,实现右上纠偏输送机构53与右下纠偏输送机构55的同步滑移。本实施例中,设置四组第四丝杠滑移组件581,其中两组设置在升降架562上,并与右上纠偏输送机构53的左上支撑板531传动连接,另外两组设置在纠偏机架51上,并与右下纠偏输送机构55的左下支撑板551传动连接,多点支撑,滑移稳定性好。具体的,本发明中还在该双层瓦楞纸板纠偏钉箱装置中增加了装订机构59,实现折叠纠偏后的二次装订。同时,为了适应钉箱位置的变化,将该装订机构59中的钉箱机或粘箱机590设计成可横向调节。如本实施例中,该双层瓦楞纸板纠偏钉箱装置还包括装订机构59,该装订机构59又包括分别安装在所述纠偏机架51上的钉箱机或粘箱机590、多组第五丝杠滑移组件591、第五链条传动组件592与滑移驱动电机593,其中,所述钉箱机或粘箱机590位于所述纠偏装置的出纸端处,经纠偏后进行装订,实现了粘、钉一体,自动化程度更高;所述滑移驱动电机593通过第五链条传动组件592与所述第五丝杠滑移组件591中的丝杠传动连接,所述第五丝杠滑移组件591中的螺母与所述钉箱机或粘箱机590固定连接,以驱动所
述钉箱机或粘箱机590向靠近或远离所述纠偏机架中心处移动。此外,所述装订机构59还包括底模滑移组件594,所述底模滑移组件594套装在所述第五丝杠滑移组件591的部分丝杠上,并与所述纠偏机架51的横杆512滑动连接,实现与所述钉箱机或粘箱机590的同步滑移;且所述底模滑移组件594位于所述钉箱机或粘箱机590的下方,用于支撑瓦楞纸板的装订。具体的,所述左下纠偏输送机构54包括滑动安装在纠偏机架51横杆512上的左下支撑板541,分别安装在所述左下支撑板541上的左下输送带组件542与第二压力调节组件543,所述第二压力调节组件543位于所述左下输送带组件542的上皮带与下皮带之间,用于微调皮带与瓦楞纸板间的压力。其中,所述第二压力调节组件543包括垂直安装在左下支撑板541上第二支撑轴5431、套装在所述第二支撑轴5431上的第二扭簧5432与第二摆套5433、以及与所述第二摆套5433连接的第二摆轮5434;所述第二扭簧5432的一端与所述第二支撑轴5431连接,另一端与所述第二摆套5433连接;所述第二摆套5433的底部向下延伸形成第二止挡部54331,并在所述左下支撑板541内侧设有与所述第二止挡部54331相匹配的限位件5411,所述限位件5411限制所述第二摆轮5434施加于所述左下输送带组件542的上皮带上的压力,使得该左下纠偏输送机构54可根据纸板厚度偏差自行微调,保证皮带对纸板的压力。同理,该右下纠偏输送机构55可采用与所述左下纠偏输送机构54相同的结构设计,但优选的,将第二摆轮5434的外形进行优化设计,即右下纠偏输送机构55的第二摆轮的末端设计呈喇叭状,如图20所示,降低对纸板侧边缘的阻挡,降低纸板输送损伤。需要说明的,该左下输送带组件542与右下纠偏输送机构55的右下输送带组件552采用现有技术即可,本实施例中,左下输送带组件542与右下输送带组件552均包括输送皮带,该输送皮带通过同步带传动机构均与第三纠偏驱动机构540连接,实现左下输送带组件542与右下输送带组件552的同步输送。具体的,本发明中对左上纠偏输送机构52与右上纠偏输送机构53具体结构不做限定,如可以采用本实施例中的结构设计,具体方案如下:因左上纠偏输送机构52与右上纠偏输送机构53大体结构相同,此处仅以左上纠偏输送机构52为例对其结构设计进行说明,右上纠偏输送机构53可参照该结构进行类似设计。该左上纠偏输送机构52包括左上支撑板521、安装在左上支撑板521上的左上输送带组件522、同步带传动组件、以及安装在所述升降架562的第一纠偏驱动机构520,第一纠偏驱动机构520通过同步带传动组件与左上输送带组件522传动连接,实现左上输送带组件522的输送传动。本发明的双层瓦楞纸板纠偏钉箱装置中的第一纠偏驱动机构520、第二纠偏驱动机构530、第三纠偏驱动机构540、升降驱动电机560、第三横移驱动电机570、第四横移驱动电机580、滑移驱动电机593等均与该纠偏装置的控制器电连接,整机系统通过plc控制完成相应动作,由本领域技术人员依据常识设计即可,此处不在赘述。以上借助具体实施例对本发明做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本发明的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。