1.本发明涉及废纸造纸工艺技术领域,尤其是涉及一种提升纤维回收率的废纸再造瓦楞芯纸的生产工艺。
背景技术:
2.使用废纸再造瓦楞芯纸中的制浆生产线包括多种设备,包括碎浆设备、多种除杂设备、多重无损磨浆机和各种用于投入添加剂或辅料的辅助设备,目前,多重无损磨浆机是磨盘式磨浆机来磨浆的,在磨浆过程中磨盘损耗较为严重,设备维修频率较高,且在磨浆过程中浆料中的纤维块或纤维束受压较大的压力、研磨和撞击,致使浆料的纤维的折断率较高,纤维回收率低,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种提升纤维回收率的废纸再造瓦楞芯纸的生产工艺,制浆过程中纤维回收率高,且回收纤维质量高。
4.为了实现上述目的,本发明所采用的技术方案是:一种提升纤维回收率的废纸再造瓦楞芯纸的生产工艺,包括以下步骤,
5.废纸输送步骤,通过废纸输送带将回收的废纸输送至大型碎浆桶上方,使废纸自由掉落至大型碎浆桶内;
6.碎浆步骤,大型碎浆桶选用在桶内的相对两侧分别固定有一撞浆平面的双d型碎浆桶,大型碎浆桶内的两个撞浆平面平行设置,在大型碎浆桶的打浆室内旋转安装有一打浆机构,打浆机构包括固定在打浆室的下部的悬空支架、旋转安装在悬空支架的中部的上方的打浆轴、多个打浆棒和多个打浆板,在打浆室内沿圆周方向间隔设置有多个打浆板,各打浆板的上端部分别延伸至打浆室的上部、下端部分别延伸至打浆室的下部,打浆板的外侧贴近打浆室的内壁,打浆板的内侧纵向间隔固定有多个横向安装的打浆棒,各打浆棒的内端分别固定于打浆轴,通过安装在大型碎浆桶的上方的碎浆电机驱动打浆轴旋转,通过打浆轴带动各打浆棒和打浆板旋转,每个打浆板沿径向方向的宽度设定在5
‑
20cm,将打浆棒的侧边和打浆板的侧边设计成钝角,打浆棒的侧边和打浆板通过撞击废纸的方式将废纸碎解分散并释放出纤维,同时减少纤维折断率,将打浆板的内外两个侧边的轮廓形状设计成曲线形状,沿打浆板的前进方向在碎浆过程中在打浆板的前侧形成浆料高压撞击区、后侧形成浆料对冲负压区,在碎浆过程中被打浆板撞击并推向两侧的两股浆料在绕过该打浆板的内外两个侧边后分别冲入该打浆板的后侧的负压区并相互冲击,先在该打浆板的后侧的负压区形成非对称的对冲撞击浆流后再形成紊乱型的混乱型的紊乱浆流,直至被下一个打浆板再次撞击;
7.在碎浆过程中,顺次进行注水子步骤、浸泡子步骤、震击子步骤和碎浆子步骤,
8.注水子步骤,向打浆室内注入清水和弱碱液,弱碱液相对投入在打浆室内的废纸的重量百分比为0.01
‑
0.3%,通过弱碱液溶解在表面施胶处理过程中附着在废纸的表面的
阳离子淀粉胶层,在打浆室内的水位高度达到打浆室的高度的80%后停止注水,
9.浸泡子步骤,使废纸在打浆室中浸泡10
‑
20分钟,在浸泡过程中通过碎浆电机带动打浆板低速旋转,打浆板的旋转速度控制在60
‑
100转/分钟,提升废纸的润湿速度,使废纸在更短的时间内全部润湿透彻;
10.震击子步骤,通过碎浆电机带动打浆板循环执行高速正反转震击动作10
‑
20分钟,通过震击使废纸物理裂解成大小不一的块状料,在一个高速正反转震击动作中打浆板正向旋转或反向旋转的角度均控制在10
‑
30度,完成一个高速正反转震击动作的时间周期控制在1
‑
3秒;
11.碎浆子步骤,通过碎浆电机连续带动打浆板旋转碎浆,打浆板的旋转速度控制在1000
‑
3000转/分钟,连续碎浆1
‑
1.5小时,通过旋转的打浆棒和打浆板旋转击打打浆室内的块状料或由块状料分散出来的纤维形成的浆料,完成碎浆处理后得到造纸原浆;
12.水力除杂步骤,将造纸原浆泵送至水力除杂车间进行水力除杂处理;
13.洗涤步骤,经过水力除杂处理后的造纸原浆泵送至洗浆池进行洗涤处理;
14.除渣步骤,经过洗涤处理后的造纸原浆泵送至除渣车间,在除渣车间先通过高浓除渣设备进行高浓除渣处理,再通过低浓除渣设备进行低浓除渣处理;
15.漂白步骤,经过除渣步骤后的造纸原浆泵送至第一高速洗浆机组,通过第一高速洗浆机组进行漂白处理;
16.压滤步骤,经过漂白处理后的造纸原浆泵送压滤车间,在压滤车间先通过高浓压滤设备进行高浓压滤处理,再通过低浓压滤设备进行低浓压滤处理;
17.浮选脱墨步骤,经过压滤步骤后的造纸原浆泵送至浮选脱墨车间,通过浮选脱墨池进行浮选脱墨处理,得到造纸粗浆;
18.磨浆步骤,将造纸粗浆泵送至多重无损磨浆机进行无损磨浆,多重无损磨浆机包括磨浆电机、磨浆外筒、磨浆内筒和浆料收集仓,磨浆外筒具有上下贯穿磨浆外筒的磨浆筒腔,磨浆外筒竖直固定在浆料收集仓的上方,磨浆内筒活动套装在磨浆外筒的磨浆筒腔中,通过磨浆电机驱动磨浆内筒相对磨浆外筒旋转,在磨浆内筒的外圆周壁面和磨浆外筒的内圆周壁面之间设置有磨浆间隙,磨浆间隙的上端部设置有进浆口、下端部设置有出浆口,磨浆外筒的上部设置有进浆斗,进浆斗的下部连通进浆口,
19.磨浆外筒的内圆周壁面分别设置有相对凸出在磨浆间隙中的磨齿或磨纹,在磨浆内筒的外圆周壁面从上至下顺次设置有粗磨区、中磨区和精磨区,磨浆内筒的外圆周壁面对应粗磨区的区域成型有多个间隔设置的粗磨浆条型齿,磨浆内筒的外圆周壁面对应中磨区的区域成型有多个间隔设置的中磨浆条型齿,磨浆内筒的外圆周壁面对应精磨区的区域成型有多个间隔设置的精磨浆条型齿;
20.将造纸粗浆泵送至进浆口,使造纸粗浆通过进浆品进入磨浆间隙中,使造纸粗浆自上到下顺次通过粗磨区、中磨区和精磨区,使造纸粗浆顺次经过粗磨处理、中磨处理和精磨处理,最后通过出浆口排出初浆,在一个多重无损磨浆机的磨浆间隙中顺次完成造纸粗浆的多重磨浆处理,将造纸粗浆通过一个多重无损磨浆机的时间控制30
‑
60秒;
21.洗浆步骤,将初浆泵送至第二高速洗浆机组,通过第二高速洗浆机组进行洗浆处理;
22.配浆步骤,经过洗浆处理后的初浆泵送至配浆车间,进行配浆处理,得到造纸浆
料;
23.抄造成型步骤,将造纸浆料泵送至抄造成型车间,通过喷枪将造纸浆料连续喷向网布,在网布成型出层状浆料层,连续输出层状浆料层;
24.压榨脱水处理步骤,通过第一真空吸移辊连续将层状浆料层转移至压榨机组,连续向前输送层状浆料层,使层状浆料层顺次通过压榨机组的多个压榨脱水辊压榨层状浆料层,使层状浆料层脱水,得到湿纸层;
25.烘干处理步骤,通过第二真空吸移辊将湿纸层转移至烘干机组,连续向前输送湿纸层,使湿纸层顺次通过烘干机组的多个烘干辊压,烘干湿纸层,得到干纸;
26.后期处理步骤,顺次对干纸进行复卷处理、压光处理、表面施胶处理、分切处理和包装处理,得到成品瓦楞芯纸。
27.进一步的技术方案中,所述多重无损磨浆机包括吊装机构,将所述磨浆内筒竖直设置,使磨浆内筒的上端部凸出在所述磨浆外筒的上方,磨浆内筒的上端部活动吊装于吊装机构,磨浆内筒自由悬置于所述磨浆筒腔中,在所述磨浆间隙中充满浆料后磨浆间隙的不同位置的宽度均处于动态变化的状态,磨浆内筒的下部和磨浆外筒的上部在内部压强作用下自由轻微晃动,使所述造纸粗浆在磨浆间隙沿着圆周方向螺旋向下流动,在磨浆过程中将造纸粗浆中呈块状、团状或束状的纤维块打散,以实现避免过度研磨浆料和折断纤维块中的纤维。
28.进一步的技术方案中,所述磨浆间隙的宽度设置在3
‑
8mm,大宽度设计的磨浆间隙使得所述造纸粗浆在得到充分研磨的同时得以顺畅通过磨浆间隙,磨浆间隙在竖直方向的高度设定在120
‑
250cm,所述磨浆内筒的外直径设定在50
‑
150cm,磨浆内筒的高度设定在150
‑
300cm,在所述磨浆外筒和磨浆内筒之间的磨浆间隙中充满浆料后,磨浆外筒的内圆周面和磨浆内筒的外圆周面均受到造纸粗浆的液压作用;在自身重力作用和来自进浆口的压力作用下造纸粗浆向下流动,通过旋转的磨浆内筒对进入到磨浆间隙的造纸粗浆提供圆周方向的作用下,使造纸粗浆通过磨浆间隙的路径转变为螺旋形状,将磨浆路径设计成螺旋形状以增加造纸粗浆的磨浆路径的长度,增加多重无损磨浆机的等效磨浆面积;
29.磨浆内筒的下部沿圆周方向的不同方向的磨浆间隙的宽度不相同,磨浆内筒的下部沿圆周方向的不同方向的压强不相同,磨浆内筒的下部与磨浆外筒之间的磨浆间隙的大小与该位置的压强成反比,作用于磨浆内筒的下部的压强与作用于磨浆内筒的下部的压力成正比,在磨浆过程中使磨浆内筒的下部不断反复地自动从压强大的一侧朝向压力小的一侧移动,使得磨浆内筒的下部不断地随机沿任一径向方向小幅度移动;
30.磨浆外筒的上部沿圆周方向的不同方向的磨浆间隙的宽度不相同,磨浆外筒的上部沿圆周方向的不同方向的压强不相同,磨浆外筒的上部与磨浆内筒之间的磨浆间隙的大小与该位置的压强成反比,作用于磨浆外筒的上部的压强与作用于磨浆外筒的上部的压力成正比,在磨浆过程中使磨浆外筒的上部不断反复地自动从压强大的一侧朝向压力小的一侧移动,使得磨浆外筒的上部不断地随机沿任一径向方向小幅度移动。
31.进一步的技术方案中,在所述浆料收集仓的上部固定有支撑架,将所述磨浆外筒的下端部固定安装于支撑架,使磨浆外筒的上端部自由悬置,使磨浆外筒的上端部具有沿任一径向方向的位移;
32.在所述磨浆内筒的上端部固定有一吊柱,吊柱的中部固定有一直径大于吊柱的球
体,所述吊装机构的中部设置有球窝,吊柱的中下部活动穿设于球窝,球体自由抵顶于球窝的上侧,将所述磨浆电机安装于吊装机构的上方,磨浆电机通过万向联轴器连接吊柱的上端部,使磨浆内筒的下端部具有沿任一径向方向的位移。
33.进一步的技术方案中,所述磨浆内筒的中部的形状为圆柱体形状,磨浆内筒的内腔密封设置,磨浆内筒的内腔自上到下间隔设置有有多个支撑板,各支撑板分别密封连接磨浆内筒的内壁面,通过支撑板将磨浆内筒的内腔分隔成多个密封室,位于下方的密封室中存储有占其体积50
‑
70%的阻尼液体,通过阻尼液体增加磨浆内筒的下端部的惯性,使磨浆内筒具有柔性的磨浆力的增加其磨浆力,在磨浆内筒在来回晃动的过程中通过存储在内部的阻尼液体的阻尼作用减少磨浆内筒的晃动幅度和移动速度,避免磨浆内筒与所述磨浆外筒相互撞击。
34.进一步的技术方案中,所述磨浆内筒的上端部伸入至所述进浆斗中,在磨浆内筒和进浆斗之间形成一具有上部开口的环形的上大下小的进料室,磨浆内筒的外侧沿圆周方向间隔固定有多个弧形的拨料板,各拨料板均设置在进料室的下部,各拨料板的外侧边分别抵顶进浆斗的内壁面,各拨料板的下侧邻近或伸入至所述磨浆间隙,通过拨料板拨压进入到进料室中的造纸粗浆并推挤进入磨浆间隙中,并使进入磨浆间隙中的造纸粗浆具有周期性的冲击浪涌。
35.进一步的技术方案中,所述磨浆外筒的内圆周壁面成型有多个间隔设置的条状体形状的磨纹;
36.在所述粗磨区设置有多个沿圆周方向间隔设置的粗磨浆条型齿和多个沿竖直方向间隔设置的粗磨浆条型齿,粗磨浆条型齿的厚度设置在0.1
‑
1mm、宽度设置在5
‑
20mm,通过粗磨浆条型齿与磨纹的研磨配合完成粗磨浆处理;
37.所述中磨区设置有多个沿圆周方向间隔设置的中磨浆条型齿和多个沿竖直方向间隔设置的中磨浆条型齿,通过中磨浆条型齿与磨纹的研磨配合完成中磨浆处理;
38.所述精磨区设置有多个沿圆周方向间隔设置的精磨浆条型齿和多个沿竖直方向间隔设置的精磨浆条型齿,精磨浆条型齿的厚度设置在1
‑
3mm、宽度设置在1
‑
10mm,通过精磨浆条型齿与磨纹的研磨配合完成精磨浆处理;
39.粗磨浆条型齿的宽度大于中磨浆条型齿的宽度,中磨浆条型齿的宽度大于精磨浆条型齿的宽度;
40.相邻两个粗磨浆条型齿的间距大于相邻两个中磨浆条型齿的间距,相邻两个中磨浆条型齿的间距大于相邻两个精磨浆条型齿的间距;
41.粗磨浆条型齿的厚度小于中磨浆条型齿的厚度,中磨浆条型齿的厚度小于精磨浆条型齿的厚度,
42.粗磨浆条型齿、中磨浆条型齿和精磨浆条型齿分别相对竖直方向倾斜设置。
43.进一步的技术方案中,所述磨浆步骤中,使所述磨浆内筒的下端部凸出在所述磨浆外筒的下方,在磨浆内筒的下端部设置有上大下小的导流锥部,磨浆外筒的下端部、磨浆内筒的下端部和导流锥部的下端部均位于所述浆料收集仓中,通过导流锥部将初浆导流至浆料收集仓内,浆料收集仓的一侧设置有排浆口,通过排浆口排出初浆;
44.成型在磨浆外筒的内圆周壁面的所述磨纹相对凸出在磨浆间隙中,磨纹的厚度设置在0.1
‑
1mm、宽度设置在5
‑
20mm;
45.磨纹相对竖直方向倾斜设置,磨纹的倾斜方向与所述粗磨浆条型齿的倾斜方向相反,粗磨浆条型齿、所述中磨浆条型齿和所述精磨浆的倾斜方向相同;
46.所述阻尼液体包括水和/或油。
47.进一步的技术方案中,沿所述打浆板的旋转方向打浆板具有宽度为6
‑
10cm的打浆板面,打浆板面相对垂直面倾斜设置,打浆板面的不同位置的宽度不相同,打浆板面的不同位置与所述打浆室的内壁的距离不相同,打浆板面的不同位置与打浆轴的距离不相同。
48.本发明和现有技术相比所具有的优点是:本发明工艺简单,所使用的设备成本低,运行成本低,更加节能环保,废纸中的纤维的回收率大于95%,长纤维回收利率高,且碎浆和磨浆过程中废纸中的长纤维的折断率小于10%,大幅度降低纤维折断率,回收得到的纤维质量高,这使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性。
附图说明
49.下面结合附图和实施例对本发明进一步说明。
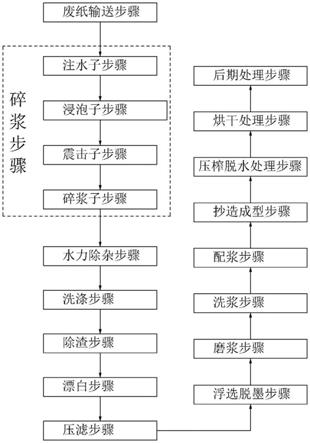
50.图1是本发明的工艺流程示意图。
51.图2是本发明的大型碎浆桶的结构示意图。
52.图3是本发明的多重无损磨浆机的结构示意图。
53.图4是本发明的多重无损磨浆机的内部结构示意图。
54.图中标记:
55.1磨浆外筒11进浆斗12磨浆间隙。
56.2磨浆内筒21导流锥部22支撑板23拨料板24粗磨区25中磨区26精磨区27吊柱28传动法兰29阻尼液体。
57.3浆料收集仓31支撑架32排浆口。
具体实施方式
58.以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
59.一种提升纤维回收率的废纸再造瓦楞芯纸的生产工艺,图1至4所示,包括以下步骤,
60.废纸输送步骤,通过废纸输送带5将回收的废纸输送至大型碎浆桶4上方,使废纸自由掉落至大型碎浆桶4内。
61.碎浆步骤,大型碎浆桶4选用在桶内的相对两侧分别固定有一撞浆平面的双d型碎浆桶,大型碎浆桶4内的两个撞浆平面平行设置,在大型碎浆桶4的打浆室45内旋转安装有一打浆机构,打浆机构包括固定在打浆室45的下部的悬空支架41、旋转安装在悬空支架41的中部的上方的打浆轴42、多个打浆棒43和多个打浆板44,在打浆室45内沿圆周方向间隔设置有多个打浆板44,各打浆板44的上端部分别延伸至打浆室45的上部、下端部分别延伸至打浆室45的下部,打浆板44的外侧贴近打浆室45的内壁,打浆板44的内侧纵向间隔固定有多个横向安装的打浆棒43,各打浆棒43的内端分别固定于打浆轴42,通过安装在大型碎浆桶4的上方的碎浆电机46驱动打浆轴42旋转,通过打浆轴42带动各打浆棒43和打浆板44旋转,每个打浆板44沿径向方向的宽度设定在5
‑
20cm,较佳的,沿打浆板44的旋转方向打浆板44具有宽度为6
‑
10cm的打浆板面,打浆板面相对垂直面倾斜设置,打浆板面的不同位置
的宽度不相同,打浆板面的不同位置与打浆室45的内壁的距离不相同,打浆板面的不同位置与打浆轴42的距离不相同,且将打浆棒43的侧边和打浆板44的侧边设计成钝角,打浆棒43的侧边和打浆板44通过撞击废纸的方式将废纸碎解分散并释放出纤维,同时减少纤维折断率,将打浆板44的内外两个侧边的轮廓形状设计成曲线形状,沿打浆板44的前进方向在碎浆过程中在打浆板44的前侧形成浆料高压撞击区、后侧形成浆料对冲负压区,在碎浆过程中被打浆板44撞击并推向两侧的两股浆料在绕过该打浆板44的内外两个侧边后分别冲入该打浆板44的后侧的负压区并相互冲击,先在该打浆板44的后侧的负压区形成非对称的对冲撞击浆流后再形成紊乱型的混乱型的紊乱浆流,直至被下一个打浆板44再次撞击;
62.在碎浆过程中,顺次进行注水子步骤、浸泡子步骤、震击子步骤和碎浆子步骤,
63.注水子步骤,向打浆室45内注入清水和弱碱液,弱碱液相对投入在打浆室45内的废纸的重量百分比为0.01
‑
0.3%,通过弱碱液溶解在表面施胶处理过程中附着在废纸的表面的阳离子淀粉胶层,在打浆室45内的水位高度达到打浆室45的高度的80%后停止注水,弱碱液可以选用各种能溶解淀粉的弱碱性的液体,特别是能够快速溶解阳离子淀粉的弱碱性的液体,能够迅速溶解废纸表面的阳离子淀粉胶层,而且不会损伤废纸中的纤维,这不但可以加速废纸的润湿速度,而且失去阳离子淀粉胶层后的废纸在后续的震击处理和碎浆处理更容易被分解各纤维块或纤维束,更容易通过物理方式将废纸中的纤维分解出来;
64.浸泡子步骤,使废纸在打浆室45中浸泡10
‑
20分钟,在浸泡过程中通过碎浆电机46带动打浆板44低速旋转,打浆板44的旋转速度控制在60
‑
100转/分钟,提升废纸的润湿速度,使废纸在更短的时间内全部润湿透彻;
65.震击子步骤,通过碎浆电机46带动打浆板44循环执行高速正反转震击动作10
‑
20分钟,通过震击使废纸物理裂解成大小不一的块状料,在一个高速正反转震击动作中打浆板44正向旋转或反向旋转的角度均控制在10
‑
30度,完成一个高速正反转震击动作的时间周期控制在1
‑
3秒,通过打浆板44快速切换正转和反转,在打浆板44高速撞击到已润湿透彻的废纸后打浆板44立刻停止然后快速反转,开始反向高速移动并撞击另一侧的废纸,打浆板44在打浆室45中不断来回反复快速撞击废纸,对废纸形成震击作用,以实现在最短的时间内将打浆室45内重达10
‑
30吨的废纸(不含水)全部震散并物理分解成小块状的块状料,且打浆反震击时产生的作用力也会穿透进入至废纸中,使得震击后形成的块状料内的各纤维之间也已相对脱离,块状料内的纤维呈松散结合的状态,在震击过程中也已经使废纸中的部分纤维先行分散出来;
66.碎浆子步骤,通过碎浆电机46连续带动打浆板44旋转碎浆,打浆板44的旋转速度控制在1000
‑
3000转/分钟,连续碎浆1
‑
1.5小时,通过旋转的打浆棒43和打浆板44旋转击打打浆室45内的块状料或由块状料分散后的形成的浆料,完成碎浆处理后得到造纸原浆;
67.对于有效容量为10
‑
20吨的大型碎浆桶4,本发明完成一次打浆碎浆的作业时间缩短至0.5
‑
1小时,对于有效容量为20
‑
50吨的大型碎浆桶4,本发明完成一次打浆碎浆的作业时间缩短至1
‑
1.5小时,大幅度缩短打浆时间,相对传统打浆设备,本发明的打浆时间缩短50%以上,能耗降低50%以上。
68.水力除杂步骤,将造纸原浆泵送至水力除杂车间进行水力除杂处理;
69.洗涤步骤,经过水力除杂处理后的造纸原浆泵送至洗浆池进行洗涤处理;
70.除渣步骤,经过洗涤处理后的造纸原浆泵送至除渣车间,在除渣车间先通过高浓
除渣设备进行高浓除渣处理,再通过低浓除渣设备进行低浓除渣处理;
71.漂白步骤,经过除渣步骤后的造纸原浆泵送至第一高速洗浆机组,通过第一高速洗浆机组进行漂白处理;
72.压滤步骤,经过漂白处理后的造纸原浆泵送压滤车间,在压滤车间先通过高浓压滤设备进行高浓压滤处理,再通过低浓压滤设备进行低浓压滤处理;
73.浮选脱墨步骤,经过压滤步骤后的造纸原浆泵送至浮选脱墨车间,通过浮选脱墨池进行浮选脱墨处理,得到造纸粗浆;
74.磨浆步骤,将造纸粗浆泵送至多重无损磨浆机进行无损磨浆,多重无损磨浆机包括磨浆电机、磨浆外筒1、磨浆内筒2和浆料收集仓3,磨浆外筒1具有上下贯穿磨浆外筒1的磨浆筒腔,磨浆外筒1竖直固定在浆料收集仓3的上方,磨浆内筒2活动套装在磨浆外筒1的磨浆筒腔中,通过磨浆电机驱动磨浆内筒2相对磨浆外筒1旋转,在磨浆内筒2的外圆周壁面和磨浆外筒1的内圆周壁面之间设置有磨浆间隙12,磨浆间隙12的上端部设置有进浆口、下端部设置有出浆口,磨浆外筒1的上部设置有进浆斗11,进浆斗11的下部连通进浆口,
75.磨浆外筒1的内圆周壁面分别设置有相对凸出在磨浆间隙12中的磨齿或磨纹,在磨浆内筒2的外圆周壁面从上至下顺次设置有粗磨区24、中磨区25和精磨区26,磨浆内筒2的外圆周壁面对应粗磨区24的区域成型有多个间隔设置的粗磨浆条型齿,磨浆内筒2的外圆周壁面对应中磨区25的区域成型有多个间隔设置的中磨浆条型齿,磨浆内筒2的外圆周壁面对应精磨区26的区域成型有多个间隔设置的精磨浆条型齿;
76.将造纸粗浆泵送至进浆口,使造纸粗浆通过进浆品进入磨浆间隙12中,使造纸粗浆自上到下顺次通过粗磨区24、中磨区25和精磨区26,使造纸粗浆顺次经过粗磨处理、中磨处理和精磨处理,最后通过出浆口排出初浆,在一个多重无损磨浆机的磨浆间隙12中顺次完成造纸粗浆的多重磨浆处理,将造纸粗浆通过一个多重无损磨浆机的时间控制30
‑
60秒,不需组合使用各种不同类型的磨浆机组合磨浆;
77.使磨浆内筒2的下端部凸出在磨浆外筒1的下方,在磨浆内筒2的下端部设置有上大下小的导流锥部21,磨浆外筒1的下端部、磨浆内筒2的下端部和导流锥部21的下端部均位于浆料收集仓3中,通过导流锥部21将初浆导流至浆料收集仓3内,浆料收集仓3的一侧设置有排浆口32,通过排浆口32排出初浆。
78.洗浆步骤,将初浆泵送至第二高速洗浆机组,通过第二高速洗浆机组进行洗浆处理;
79.配浆步骤,经过洗浆处理后的初浆泵送至配浆车间,进行配浆处理,得到造纸浆料;
80.抄造成型步骤,将造纸浆料泵送至抄造成型车间,通过喷枪将造纸浆料连续喷向网布,在网布成型出层状浆料层,连续输出层状浆料层;
81.压榨脱水处理步骤,通过第一真空吸移辊连续将层状浆料层转移至压榨机组,连续向前输送层状浆料层,使层状浆料层顺次通过压榨机组的多个压榨脱水辊压榨层状浆料层,使层状浆料层脱水,得到湿纸层;
82.烘干处理步骤,通过第二真空吸移辊将湿纸层转移至烘干机组,连续向前输送湿纸层,使湿纸层顺次通过烘干机组的多个烘干辊压,烘干湿纸层,得到干纸;
83.后期处理步骤,顺次对干纸进行复卷处理、压光处理、表面施胶处理、分切处理和
包装处理,得到成品瓦楞芯纸。
84.其中,多重无损磨浆机包括吊装机构,将磨浆内筒2竖直设置,使磨浆内筒2的上端部凸出在磨浆外筒1的上方,磨浆内筒2的上端部活动吊装于吊装机构,磨浆内筒2自由悬置于磨浆筒腔中,在磨浆间隙12中充满浆料后磨浆间隙12的不同位置的宽度均处于动态变化的状态,磨浆内筒2的下部和磨浆外筒1的上部在内部压强作用下自由轻微晃动,使粗浆在磨浆间隙12沿着圆周方向螺旋向下流动,在磨浆过程中将粗浆中呈块状、团状或束状的纤维块打散,以实现避免过度研磨浆料和折断纤维块中的纤维。
85.磨浆间隙12的宽度设置在3
‑
8mm,大宽度设计的磨浆间隙12使得粗浆在得到充分研磨的同时得以顺畅通过磨浆间隙12,磨浆间隙12在竖直方向的高度设定在120
‑
250cm,磨浆内筒2的外直径设定在50
‑
150cm,磨浆内筒2的高度设定在150
‑
300cm,在磨浆外筒1和磨浆内筒2之间的磨浆间隙12中充满浆料后,磨浆外筒1的内圆周面和磨浆内筒2的外圆周面均受到粗浆的液压作用;在自身重力作用和来自进浆口的压力作用下粗浆向下流动,通过旋转的磨浆内筒2对进入到磨浆间隙12的粗浆提供圆周方向的作用下,使粗浆通过磨浆间隙12的路径转变为螺旋形状,将磨浆路径设计成螺旋形状以增加粗浆的磨浆路径的长度,增加多重无损磨浆机的等效磨浆面积;磨浆内筒2的外圆周壁面的展开面积为多重无损磨浆机的最小的等效磨浆面积,磨浆外筒1内圆周壁面的展开面积为多重无损磨浆机的最大的等效磨浆面积,等效磨浆面积约为3.14
×
半径
×
高度,本发明在超大尺寸的磨浆外筒1和磨浆内筒2之间的磨浆间隙12设计成磨浆面,使得多重无损磨浆机具有超大面积的磨浆面,配合其多种设计使得粗浆能够在在30
‑
60秒内快速沿螺旋形状的磨浆路径通过磨浆间隙12。
86.本发明所使用的设备结构简单,设备成本低,设备综合运行成本低,且磨损极小,维修频率低,废纸中的纤维的回收率大于95%,纤维回收利用率高,降低生产成本,在碎浆和磨浆过程中不需要使用各种化工制剂辅助碎浆和磨浆,因目前废纸造纸企业用于辅助碎浆和磨浆的各种化工制剂均会损伤废纸中的纤维,且会降低成纸的结构强度和韧性等性能,还会增加再次回收循环造纸的回收利用的工艺难度。
87.本发明碎浆速度和磨浆速度都很快,不需要长时间碎浆,也不需要长时间磨浆,大幅度降低纤维折断率,在碎浆和磨浆过程中短长度的纤维的纤维折断率控制在5%以下、长纤维折断率控制在5
‑
10%,大幅度提升纤维的回收率和利用率,磨浆质量高,这也使得最终生产得到的瓦楞芯纸具有更多比例的长纤维,纤维更长、长纤维比例更高的瓦楞芯纸的质量更高,因此,本发明使最终生产得到的瓦楞芯纸具有更高的弯曲强度和更高的抗拉伸强度。
88.而废纸中的长纤维的回收利率高,这使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性,单位产能所约的废纸原材料的用量降低10%,磨浆能耗降低至1千瓦时/每吨,磨浆过程所需电能降低45%以上,一台多重无损磨浆机的磨浆速度为1
‑
2吨/小时,磨浆效率极高,一台多重无损磨浆机每天可以完成24
‑
48吨的粗浆的磨浆作业,通过一台设备就可以实现连续高效地大批量磨浆,一般废纸造纸企业只需配置1
‑
3台多重无损磨浆机满足其全线运行的磨浆需求。
89.磨浆内筒2的下部沿圆周方向的不同方向的磨浆间隙12的宽度不相同,磨浆内筒2的下部沿圆周方向的不同方向的压强不相同,磨浆内筒2的下部与磨浆外筒1之间的磨浆间
隙12的大小与该位置的压强成反比,作用于磨浆内筒2的下部的压强与作用于磨浆内筒2的下部的压力成正比,在磨浆过程中使磨浆内筒2的下部不断反复地自动从压强大的一侧朝向压力小的一侧移动,使得磨浆内筒2的下部不断地随机沿任一径向方向小幅度移动;
90.磨浆外筒1的上部沿圆周方向的不同方向的磨浆间隙12的宽度不相同,磨浆外筒1的上部沿圆周方向的不同方向的压强不相同,磨浆外筒1的上部与磨浆内筒2之间的磨浆间隙12的大小与该位置的压强成反比,作用于磨浆外筒1的上部的压强与作用于磨浆外筒1的上部的压力成正比,在磨浆过程中使磨浆外筒1的上部不断反复地自动从压强大的一侧朝向压力小的一侧移动,使得磨浆外筒1的上部不断地随机沿任一径向方向小幅度移动。
91.在浆料收集仓3的上部固定有支撑架31,将磨浆外筒1的下端部固定安装于支撑架31,使磨浆外筒1的上端部自由悬置,使磨浆外筒1的上端部具有沿任一径向方向的位移;
92.在磨浆内筒2的上端部固定有一吊柱27,吊柱27的中部固定有一直径大于吊柱27的球体28,吊装机构的中部设置有球窝,吊柱27的中下部活动穿设于球窝,球体28自由抵顶于球窝的上侧,将电机安装于吊装机构的上方,电机通过万向联轴器连接吊柱27的上端部,使磨浆内筒2的下端部具有沿任一径向方向的位移。
93.磨浆内筒2的中部的形状为圆柱体形状,磨浆内筒2的内腔密封设置,磨浆内筒2的内腔自上到下间隔设置有有多个支撑板22,各支撑板22分别密封连接磨浆内筒2的内壁面,使磨浆内筒2具有更强的结构强度,避免磨浆内筒2变形,同时提升磨浆内筒2在磨浆过程中的稳定性。另外,通过支撑板22将磨浆内筒2的内腔分隔成多个密封室,位于下方的密封室中存储有占其体积50
‑
70%的阻尼液体29,阻尼液体29包括水或油,也可以是含有多种不同成分的混合型液体,通过阻尼液体29增加磨浆内筒2的下端部的惯性,使磨浆内筒2具有柔性的磨浆力的增加其磨浆力,在磨浆内筒2在来回晃动的过程中通过存储在内部的阻尼液体29的阻尼作用减少磨浆内筒2的晃动幅度和移动速度,避免磨浆内筒2与磨浆外筒1相互撞击,且保证磨浆内筒2与磨浆外筒1具有更大的磨浆力度。
94.磨浆内筒2的上端部伸入至进浆斗11中,在磨浆内筒2和进浆斗11之间形成一具有上部开口的环形的上大下小的进料室,磨浆内筒2的外侧沿圆周方向间隔固定有多个弧形的拨料板23,各拨料板23均设置在进料室的下部,各拨料板23的外侧边分别抵顶进浆斗11的内壁面,各拨料板23的下侧邻近或伸入至磨浆间隙12,通过拨料板23拨压进入到进料室中的粗浆并推挤进入磨浆间隙12中,通过拨料板23对粗浆提供一向下的作用力,并使进入磨浆间隙12中的粗浆具有周期性的冲击浪涌。
95.磨浆外筒1的内圆周壁面成型有多个间隔设置的条状体形状的磨纹;
96.在粗磨区24设置有多个沿圆周方向间隔设置的粗磨浆条型齿和多个沿竖直方向间隔设置的粗磨浆条型齿,粗磨浆条型齿的厚度设置在0.1
‑
1mm、宽度设置在5
‑
20mm,通过粗磨浆条型齿与磨纹的研磨配合完成粗磨浆处理,在粗磨区24完成浆料的粗磨加工,将大颗粒的纤维块打散,位于纤维块表面的松散纤维开始分离出来;
97.中磨区25设置有多个沿圆周方向间隔设置的中磨浆条型齿和多个沿竖直方向间隔设置的中磨浆条型齿,通过中磨浆条型齿与磨纹的研磨配合完成中磨浆处理,在中磨区25进一步打散浆料中的纤维块和进一步分离出纤维;
98.精磨区26设置有多个沿圆周方向间隔设置的精磨浆条型齿和多个沿竖直方向间隔设置的精磨浆条型齿,精磨浆条型齿的厚度设置在1
‑
3mm、宽度设置在1
‑
10mm,通过精磨
浆条型齿与磨纹的研磨配合完成精磨浆处理,在精磨区26完成精磨加工,将浆料中的纤维块全部打散,全部纤维分散出来;
99.粗磨浆条型齿的宽度大于中磨浆条型齿的宽度,中磨浆条型齿的宽度大于精磨浆条型齿的宽度;
100.相邻两个粗磨浆条型齿的间距大于相邻两个中磨浆条型齿的间距,相邻两个中磨浆条型齿的间距大于相邻两个精磨浆条型齿的间距;
101.粗磨浆条型齿的厚度小于中磨浆条型齿的厚度,中磨浆条型齿的厚度小于精磨浆条型齿的厚度,
102.粗磨浆条型齿、中磨浆条型齿和精磨浆条型齿分别相对竖直方向倾斜设置。
103.成型在磨浆外筒1的内圆周壁面的磨纹相对凸出在磨浆间隙12中,磨纹的厚度设置在0.1
‑
1mm、宽度设置在5
‑
20mm;
104.磨纹相对竖直方向倾斜设置,磨纹的倾斜方向与粗磨浆条型齿的倾斜方向相反,粗磨浆条型齿、中磨浆条型齿和精磨浆的倾斜方向相同。
105.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。