1.本发明涉及一种用于将可倾倒产品包装在至少一个容器中的包装方法和被配置用于执行该方法的机器,通过该包装方法,改进了被配置用于执行该方法的包装机器在待包装的产品类型方面的灵活性。
背景技术:
2.在用于将可倾倒产品包装在容器中的包装机器的一般领域中,该机器包括支撑多个容器的输送机,并且包括多个填充装置,每个填充装置被配置用于通过填充过程用产品填充容器。填充过程可以有几种类型。例如,在不起泡产品的情况下,填充过程可以是例如非接触填充过程,其可以被认为是例如第一类型的填充过程。根据该第一类型,在将产品传送到容器期间,容器不与填充装置接触。例如,在碳酸产品的情况下,填充过程可以是例如接触填充过程,其可以被认为是第二种类型。根据该第二种类型,在将产品传送到容器期间,容器与填充装置接触。例如,在热填充产品的情况下,填充过程可以是例如热填充过程,其可以被认为是第三种类型。根据该第三种类型,产品以加热的状态被传送到容器中,以便通过相同的产品获得对容器的巴氏灭菌。
3.通常,填充过程的类型取决于待包装的产品的类型。
4.通常,填充装置被全部配置用于适于所有填充装置的相同类型的填充过程来填充相应的容器,因此填充装置被配置用于相同类型的产品。
技术实现要素:
5.本发明涉及一种用于将可倾倒产品包装在至少一个容器中的包装方法,通过该包装方法,改进了用于执行该方法的包装机器在待包装的产品类型方面的灵活性。
6.根据本发明或根据任何所附方法权利要求的包装方法实现了改进机器的灵活性的目的。
7.本发明还涉及一种包装机器,该包装机器被配置用于执行根据本发明的方法。
8.根据所附机器权利要求中任一项所述的包装机器被配置为执行根据所附方法权利要求中任一项所述的方法。
9.通过对根据本发明的所述方法和机器的各个相应的示例性实施方案的以下非限制性说明,将使根据本发明的方法和机器的特征更加清楚。
10.以下简要的附图说明和具体实施方式涉及根据本发明的包装方法的可能的示例性实施方案。在下文中,术语“方法”旨在表示该方法的所述示例性实施方案。
11.以下简要的附图说明和具体实施方式涉及根据本发明的包装机器的可能的示例性实施方案。在下文中,术语“机器”旨在表示该机器的所述示例性实施方案。
12.该机器被配置用于执行该方法。该方法特别适于由该机器执行。
附图说明
13.下面的具体实施方式参考附图,其中:
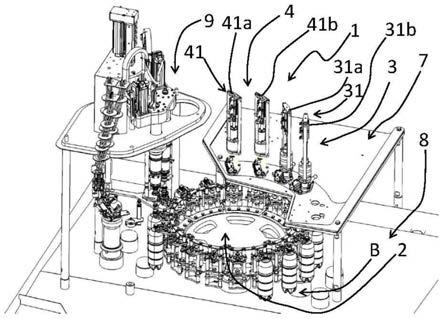
14.图1是该机器的透视图;
15.图2是该机器的俯视图;
16.图3是该机器的填充站的透视图;
17.图4是该机器的第二填充站的详细视图,其中至少一个容器处于降低的位置,在该位置中,至少一个容器不与第二填充站接触;
18.图5是第二填充站的详细视图,其中至少一个容器处于提升的位置,在该提升的位置中,至少一个容器与第二填充站接触;
19.图6是第二填充站的视图,其中至少一个容器中的第一容器处于降低的位置,而至少一个容器的第二容器处于提升的位置;
20.图7是与第二站的至少一个提升元件成一体的至少一个突起,以及与该机器的输送机的保持单元成一体的至少一个凹槽的详细视图,其中第一容器和第二容器处于降低的位置;
21.图8是该机器的加盖站的详细视图,其中加盖站的转移元件相对于加盖站的施加子站和拾取子站处于第一位置;
22.图9是该机器的加盖站的详细视图,其中加盖站的转移元件相对于加盖站的施加子站和拾取子站处于第二位置;
23.图10是该机器的加盖站的详细视图,其中加盖站的转移元件相对于加盖站的施加子站和拾取子站处于第三位置;
24.图11是该机器的透视图,其示出了该机器的可能的另外的特征。
具体实施方式
25.该机器在图1和图2中用1表示。该机器用于将可倾倒产品包装在至少一个容器b中。
26.可倾倒产品可以是例如可倾倒食品。可倾倒食品可以是例如碳酸产品,或非碳酸产品(其可以被称为不起泡产品),或热填充产品(其需要在处于热状态时被传送到至少一个容器b)。
27.可倾倒食品可以是水或任何其他种类的饮料。
28.容器b可以是任何种类的器皿,例如瓶子。
29.该机器包括第一填充站3。第一填充站3被配置用于通过第一类型的填充过程来填充至少一个容器b。
30.第一填充站3包括至少一个填充装置31,该至少一个填充装置31被配置用于根据第一类型的填充过程将产品传送到至少一个容器b。
31.第一类型的填充过程可以是例如非接触填充过程(也称为无接触填充过程),根据该过程,在产品传送到至少一个容器b的期间,至少一个容器b不与至少一个填充装置31接触。例如,在产品为非碳酸或不起泡产品的情况下,可以采用非接触填充方法。
32.第一类型的填充过程可以是例如热填充过程,根据该过程,产品在被传送到至少一个容器b的同时处于热状态。这例如可以用于通过相同产品对至少一个容器b进行巴氏灭
菌。
33.第一类型的填充过程可以是例如接触填充过程,根据该过程,在将产品传送到至少一个容器b期间,至少一个容器b与至少一个填充装置31接触。例如在产品为碳酸产品的情况下,可以采用接触填充过程。
34.第一填充站3被定位在围绕轴线x的第一角度位置处。轴线x由机器1限定。该轴线仅在图2中示出。轴线x正交于图2的平面。
35.该机器包括第二填充站4。第二填充站4被配置用于通过第二类型的填充过程来填充至少一个容器b。第二种类型可以是例如接触填充过程。无论如何,第二种类型不同于第一种类型。
36.应当注意,非接触填充过程的一般类别和热填充过程的一般类别不能完全分开。
37.应当注意,接触填充过程的一般类别和热填充过程的一般类别不能完全分开。
38.第一类型和第二类型都可以属于接触填充过程的一般类别。在这种情况下,第一类型和第二类型至少在填充过程的特征或参数上不同。
39.例如可以是这种情况:第一类型是接触热填充过程,并且第二类型是接触填充过程(其也不是热填充过程)。
40.例如可以是这种情况:第一类型是非接触填充过程,并且第二类型是接触填充过程。
41.通常,第一类型的填充过程在填充过程的所述至少一个特征或参数上不同于第二类型的填充过程。
42.通常,填充过程的类型取决于待包装的产品的类型。
43.第二填充站4被定位在围绕所述轴线x的第二角度位置处。第二角度位置不同于第一角度位置。
44.机器1包括控制单元5。控制单元5与填充站3和4通信。控制单元5被配置为执行初步选择阶段。在初步选择阶段期间,根据用户的输入i自动选择填充站3和4中的一者。通常,输入i取决于填充过程的类型,因此取决于待包装的产品的类型。控制单元5仅在图2中示意性地示出。
45.第一和第二角度位置可以在图1和2中看到。
46.在下文中,以第二填充站4为所选择的站为例进行说明。
47.第一站3的至少一个填充装置31可以包括例如相应的第一填充装置31a和相应的第二填充装置31b。第二站4的至少一个填充装置41可以包括例如相应的第一填充装置41a和相应的第二填充装置41b。
48.在这种情况下,至少一个容器b被认为包括第一容器b1和第二容器b2。第一容器b1和第二容器b2中的每一个可以是任何种类的器皿,例如瓶子。
49.第一站3的相应的第一填充装置31a和相应的第二填充装置31b中的每一个被配置为根据第一类型的填充过程分别将产品传送到第一容器b1和第二容器b2。
50.第二站4的相应的第一填充装置41a和相应的第二填充装置41b中的每一个被配置为根据第二类型的填充过程分别将产品传送到第一容器b1和第二容器b2。
51.机器1包括上部框架7。上部框架7在图1至6中示出。
52.机器1包括下部框架8。下部框架8在图1、2和3中示出。
53.第一站3通过上部框架7固定在所述第一角度位置中。
54.第二站4通过上部框架7固定在第二角度位置中。
55.机器1包括输送机2。输送机在图1和2中示出。
56.上部框架7相对于所述轴线x位于相对于所述输送机2较高的高度。
57.下部框架8相对于所述轴线x位于相对于所述输送机2较低的高度。
58.输送机2被配置为执行运送阶段。在运送阶段期间,至少通过输送机2围绕轴线x并相对于站3和4的逐步旋转移动,随后将至少一个容器b定位在站3和4中的每一个中。
59.机器1被配置为根据所述选择阶段并在所述运送阶段期间执行填充阶段。在填充阶段期间,用可倾倒产品填充至少一个容器b。填充阶段是通过所选择的站4进行的。填充阶段是在将至少一个容器b定位在所选择的站4中的同时进行的。
60.以此方式,由于通过更改控制单元5的输入i而有可能在第一类型的填充过程和第二类型的填充过程之间进行非常快速的切换,因此改进了机器1在待传送到至少一个容器b的产品类型方面的灵活性。
61.此外,填充站3和4中的每一个包括一个以上的填充装置这一事实改进了机器1的生产率。
62.限定第一站3的第一角度位置和第二站4的第二角度位置的上部框架7允许第一站3和第二站4处于正确的位置以执行填充阶段,而不干扰输送机2的移动。以此方式,改进了机器1的紧凑性。以此方式还改进了机器1的机械复杂性,因为机器1不需要复杂的系统来允许站3和4适应输送机2的移动以便执行填充阶段。
63.机器1被配置成使得填充阶段包括传送阶段,在该阶段期间,通过所选择的站4的至少一个填充装置41将产品传送到至少一个容器b。
64.更特别地,在传送阶段期间,通过所选择的站4的相应的第一填充装置41a将产品传送到第一容器b1,并且通过所选择的站4的相应的第二填充装置41b将产品传送到第二容器b2。
65.产品到第一容器b1的传送和产品到第二容器b2的传送优选同时或至少部分同时进行。
66.机器1包括提升装置6。提升装置在图3、4、5中示出。
67.机器1被配置成使得填充阶段包括在传送阶段之前的提升阶段。在提升阶段期间,通过提升装置6提升至少一个容器b,直到其与所选择的站4的至少一个填充装置41接触。
68.图3示出了至少一个容器b处于这种情况,即在提升阶段之前,至少一个容器b在所选择的站4中,同时至少一个容器b相对于所选择的站4的至少一个填充装置41处于降低的位置。更特别地,在提升阶段期间,通过提升装置6提升第一容器b1,直到其与所选择的站4的相应的第一填充装置41a接触。更特别地,在提升阶段期间,通过提升装置6提升第二容器b2,直到其与所选择的站4的相应的第二填充装置41b接触。
69.图4示出了第一容器b1和第二容器b2处于这样的情况,即在提升阶段之前,它们处于所选择的站4中,同时它们相对于所选择的站4的相应的第一填充装置41a和第二填充装置41b处于降低的位置。图5示出了第一容器b1和第二容器b2处于这样的情况,即在提升阶段之后,它们在所选择的站4中,同时它们在提升的位置,在该位置中,它们分别与所选择的站4的相应的第一填充装置41a和第二填充装置41b接触。
70.图6示出了第一容器b1在降低的位置而第二容器b2在提升的位置的情况。在该方法期间可以未发生图6的情况。
71.然而,第一容器b1的提升和第二容器b2的提升优选同时进行,或者至少部分同时进行。
72.提升装置6通过下部框架8固定在所述第二角度位置中。这允许提升装置6能够提升至少一个容器b而不干扰输送机2的移动,这使得简化了机器1的机械复杂性,因为机器1不需要复杂的系统来避免提升装置6和输送机2之间的干扰,并且同时允许提升装置6执行提升阶段。
73.输送机2包括星形件21。星形件21在图2中示出。星形件21与所述轴线x同轴。轴线x可以被认为是星形件21的轴线。输送机包括保持单元22。保持单元2安装在星形件21的径向外围上。保持单元22在径向外围上的位置在图2中示出。
74.保持单元22被配置用于执行保持阶段。在保持阶段期间,通过保持单元22将至少一个容器b保持在星形件2的径向外围。
75.机器1被配置成使得在所述保持阶段期间执行运送阶段和填充阶段。因此,至少一个容器b在第一站3中的定位对应于保持单元22在第一站3中的定位,并且至少一个容器b在第二站4中的定位对应于至少一个容器b在第二站4中的定位。
76.提升装置6包括至少一个提升元件61。提升装置6被配置成使得通过保持单元22相对于星形件21的运动(motion)来执行提升阶段。该运动至少包括沿平行于所述轴线x的方向的平移分量。提升装置6被配置成使得保持单元22的运动由至少一个提升元件61产生。
77.特别地,至少一个提升元件61包括第一提升元件61a和第二提升元件61b。第一提升元件61a有助于在第一容器b1的侧面上产生保持单元22的运动。第二提升元件61b有助于在第二容器b2的侧面上产生保持单元22的运动。
78.第一提升元件61a和第二提升元件61b在图4、5和7中示出。
79.提升装置6被配置成使得所述运动通过由至少一个提升元件61施加在保持单元22上的提升动作而产生。
80.保持单元22和至少一个提升元件61包括至少一个突起611和至少一个凹槽221。至少一个突起611与至少一个提升元件61a成一体,并且至少一个凹槽221与保持单元22成一体,或者反之亦然。
81.提升动作是由至少一个突起611在至少一个凹槽221中的插入位置引起的。
82.机器1被配置成使得保持单元22在第二站4中的定位对应于至少一个突起611在至少一个凹槽221中的所述插入位置。
83.以此方式,提升装置6可用于在第二填充站4是所选择的站4的情况下提升至少一个容器b,同时在第二站4不是所选择的站的情况下允许将保持单元2定位在第二站4中而不干扰提升装置6。因此,在第一类型的填充过程到第二类型的填充过程之间的切换可以非常简单,因为它不需要对机器1进行任何复杂的机械干预。
84.特别地,至少一个突起611包括第一突起611a和第二突起611b。
85.第一突起611a和第二突起611b在图7中示出。
86.特别地,至少一个凹槽221包括第一凹槽221a和第二凹槽221b。
87.第一凹槽221a和第二凹槽221b在图7中示出。
88.第一突起611a与第一提升元件61a成一体,并且第一凹槽221a与保持单元22成一体,或者反之亦然。
89.第二突起611b与第二提升元件61b成一体,并且第二凹槽221b与保持单元22成一体,或者反之亦然。
90.提升动作是由第一突起611a在第一凹槽221a中的插入位置和第二突起611b在第二凹槽221b中的插入位置引起的。
91.机器1被配置成使得保持单元22在第二站4中的定位对应于第一突起611a在第一凹槽221a中的插入位置以及第二突起611b在第二凹槽221b中的插入位置。
92.机器1包括加盖站9。加盖站9在图1、8、9和10中示出。
93.加盖站9被配置用于执行加盖阶段。加盖阶段在填充阶段之后执行。在加盖阶段期间,至少一个容器b由至少一个封闭件c加盖。加盖站9被定位在围绕所述轴线x的第三角度位置处。第三角度位置不同于第一角度位置和第二角度位置。
94.输送机2被配置成使得至少一个容器b通过所述逐步移动并且在填充阶段之后被定位在加盖站9中。
95.至少一个封闭件c包括用于加盖第一容器b1的第一封闭件c1和用于加盖第二容器b2的第二封闭件c2。
96.加盖站9包括叉形转移元件91。转移元件91包括第一臂911a和第二臂911b。
97.加盖站包括拾取子站92。加盖站9被配置成使得加盖阶段包括拾取阶段。拾取阶段在拾取子站92中进行。在拾取阶段期间,转移元件91分别通过第一臂911和第二臂911b拾取至少第一封闭件c1和第二封闭件c2。
98.拾取子站92包括分配器921,该分配器921被配置为至少分配第一封闭件c1和第二封闭件c2。
99.在拾取阶段期间,转移元件91分别通过第一臂911和第二臂911b从分配器921至少卸下第一封闭件c1和第二封闭件c2。
100.加盖站9包括施加子站93。加盖站9被配置成使得加盖阶段包括施加阶段。施加阶段在施加子站93中执行。施加子站包括第一加盖头931a和第二加盖头931b。在施加阶段期间,第一封闭件c1通过第一加盖头931a被施加在第一容器b1上。在施加阶段期间,第二封闭件c2通过第二加盖头931b被施加在第二容器b2上。
101.加盖站9被配置成使得加盖阶段包括转移阶段。在转移阶段期间,转移元件91通过转移元件91的位移至少将第一封闭件c1和第二封闭件c2从拾取子站92转移到施加子站93。叉状元件91允许以允许同时或至少部分同时执行第一容器b1和第二容器b2的加盖的方式来拾取第一封闭件c1和第二封闭件c2。以此方式,改进了还设置有加盖站9的机器1的生产率。
102.加盖站9被配置成使得转移元件91一个接一个地拾取至少所述第二封闭件c2和第一封闭件c1。在图8中,转移元件91在拾取子站92中并且尚未拾取第一封闭件c1和第二封闭件c2中的任一个。在图10中,转移元件91在施加子站93中。在图9中,转移元件91已经拾取了第二封闭件c2,但是尚未拾取第一封闭件c1。
103.加盖站9被配置成使得在转移元件91受到来自拾取子站92和施加子站93的位移的影响的同时,转移元件91拾取第一封闭件c1。在考虑图9的情况的同时,在所述位移期间,转
移元件91准备好也将第一封闭件c1从分配器921上拆下。
104.以此方式,分配器可以一次分配一个封闭件。因此,降低了加盖站9从而也降低了机器1的机械复杂性。
105.转移元件91可以是例如y形的。这允许转移元件的位移是旋转,以便节省空间。
106.该机器可以包括另一加盖站9
′
。这可以改进该机器的生产率。此选项在图11中示出。
107.另一加盖站9
′
可具有加盖站9的一个或多个特征,或加盖站9的所有特征。
108.机器1可以被配置成使得加盖站9的转移元件的旋转和另一加盖站9
′
的转移元件的旋转彼此相反。以此方式,减小了机器1所需的空间,以限定从输入(其中机器1接收至少一个容器b)到输出(其中机器释放至少一个容器b)的路径。
109.该方法包括上述阶段。
110.显然,在不脱离所附权利要求所限定的保护范围的情况下,可以对机器1和方法进行改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。