1.本发明涉及包覆切削工具。本技术基于2019年3月18日在日本技术的专利申请2019
‑
050327号主张优先权,并将其内容援用于此。
背景技术:
2.以往,作为提高切削工具的寿命的技术,采用了将由各种陶瓷构成的硬质被膜包覆在切削工具的表面的表面处理技术。硬质被膜之中,以al和cr为主体的氮化物是耐热性优异的膜种,被广泛应用于包覆切削工具。
3.例如,在专利文献1中公开了一种设置了alcrsi的氮化物的包覆切削工具。另外,在专利文献2中公开了一种设置了在alcrsi的氮化物中添加了元素周期表的4a族、5a族、6a族的金属元素的氮化物的包覆切削工具。
4.专利文献1:日本特开2004
‑
306228号公报
5.专利文献2:日本特表2010
‑
521589号公报
6.根据本发明人的研究,对于以往提出的设置了alcrsi的氮化物的包覆切削工具,确认了耐久性有改善的余地。
技术实现要素:
7.本发明的一个方案为包覆切削工具,
8.具备基材和在所述基材上形成的硬质被膜,
9.所述硬质被膜具有:b层,被配置在所述基材之上,由氮化物或碳氮化物构成;
10.c层,被配置在所述b层之上,且为c1层和c2层分别以50nm以下的膜厚交替层叠的层叠被膜,所述c1层为相对于金属(包括半金属)元素的总量含有55原子%以上且75原子%以下的铝(al),其次铬(cr)的含有比率多,进而至少含有硅(si)的氮化物或碳氮化物;所述c2层为相对于金属(包括半金属)元素的总量含有55原子%以上且75原子%以下的铝(al),其次钛(ti)含有得多的氮化物或碳氮化物;以及
11.d层,被配置在所述c层之上,且为相对于金属(包括半金属)元素的总量,含有55原子%以上且75原子%以下的铝(al),其次铬(cr)的含有比率多,铬(cr)的含有比率为20原子%以上,进而至少含有硅(si)的氮化物或碳氮化物,
12.关于所述c层,在从透射型电子显微镜的限制视场衍射图案求出的强度分布中,将由密排六方结构的aln的(010)面引起的峰强度设为ih,将由面心立方晶格结构的、aln的(111)面、tin的(111)面、crn的(111)面、aln的(200)面、tin的(200)面、crn的(200)面、aln的(220)面、tin的(220)面以及crn的(220)面引起的峰强度与由密排六方结构的、aln的(010)面、aln的(011)面以及aln的(110)面引起的峰强度的合计设为is时,满足ih
×
100/is≤15的关系。
13.另外,优选地,相对于所述硬质被膜的总膜厚,所述c层是最厚的膜。
14.另外,优选地,所述c层由柱状粒子构成,所述柱状粒子的平均宽度为90nm以下。
15.根据本发明,能够提供耐久性优异的包覆切削工具。
附图说明
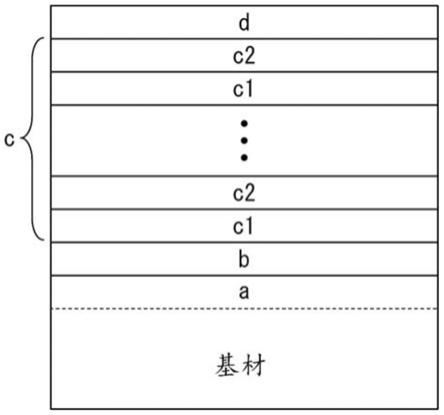
16.图1是表示实施方式的包覆切削工具的剖面结构的图。
17.图2是本实施例1的层叠被膜中的限制视场衍射图案的一例。
18.图3是从图2的限制视场衍射图案求出的强度分布的一例。
具体实施方式
19.对于设置了alcrsi系的氮化物或碳氮化物的包覆切削工具,本发明人研究了改善工具寿命的手法。本发明人发现通过设置富al的alcr系的氮化物或碳氮化物(以下,有时记载为alcrn系)与富al的alti系的氮化物或碳氮化物(以下,有时记载为altin系)以纳米级交替层叠的层叠被膜,进而降低该层叠被膜的微观组织中含有的hcp结构(密排六方结构)的aln,并在其上层设置alcrsi系的氮化物或碳氮化物,从而包覆切削工具示出更优异的耐久性,从而得到了本发明。下面,对本实施方式的详细内容进行说明。
20.本实施方式的包覆切削工具例如具有图1所示的剖面结构。本实施方式的包覆切削工具具有基材和在基材上形成的硬质被膜。硬质被膜从基材侧依次具有根据需要设置的a层、由氮化物或碳氮化物构成的b层、由层叠被膜构成的c层、和由alcrsi系的氮化物或碳氮化物构成的d层。下面,对各层进行详细说明。
21.《基材》
22.在本实施方式的包覆切削工具中,基材没有特别限定,优选地,以强度和韧性优异的wc
‑
co基硬质合金为基材。
23.《b层》
24.本实施方式所涉及的b层是被配置在基材之上的氮化物或碳氮化物。b层是提高基材与作为层叠被膜的c层的密合性的基底层。通过被配置在基材之上的b层是氮化物或碳氮化物,从而成为基材与硬质被膜的密合性优异的包覆切削工具。优选地,b层相对于金属(包括半金属。以下同样。)元素的总量含有55原子%以上的al。更优选地,b层的al为60原子%以上。通过将b层设为富al,从而与后述的由富al的层叠被膜构成的c层的组成差变小,而密合性提高。另外,通过将b层设为富al,从而硬质被膜整体的耐热性提高。更优选地,b层为耐热性和耐磨损性优异的氮化物。但是,如果b层的al的含有比率过大时,则脆弱的hcp结构的aln变多。因此,优选地,b层的al为75原子%以下。另外,为了进一步提高与作为层叠被膜的c层的密合性,优选地,b层含有后述的c1层或c2层所含有的金属元素。另外,优选地,关于b层。在从x射线衍射或透射型电子显微镜的限制视场衍射图案求出的强度分布中,由fcc(面心立方晶格)结构引起的峰强度示出最大强度。由此,在作为设置在b层之上的富al的层叠被膜的c层中,通过降低c层的微观结构中含有的脆弱的hcp结构的aln,包覆切削工具的耐久性提高。如果b层是氮化物或碳氮化物,则可以由组成不同的多个层构成。
25.b层的膜厚变得过薄时,则与基材或c层的密合性易于降低。另一方面,b层的膜厚变得过厚时,则容易产生崩刀。为了包覆切削工具实现更优异的耐久性,b层的膜厚优选为0.1μm以上且5.0μm以下。更优选地,b层的膜厚为0.2μm以上。更优选地,b层的膜厚为3.0μm以下。b层的膜厚的上限值和下限值可以适当组合。
26.《c层》
27.本实施方式所涉及的c层是设置在上述的作为基底层的b层与后述的alcrsi系的氮化物或碳氮化物的d层之间的富al的层叠被膜。
28.具体而言,c层是c1层和c2层分别以50nm以下的膜厚交替层叠的层叠被膜,所述c1层为相对于金属(包括半金属)元素的总量含有55原子%以上且75原子%的铝(al),其次铬(cr)的含有比率多,并且至少含有硅(si)的氮化物或碳氮化物;所述c2层为相对于金属(包括半金属)元素的总量含有55原子%以上且75原子%以下的铝(al),其次钛(ti)含有得多的氮化物或碳氮化物。
29.更优选地,c层是c1层和c2层分别以50nm以下的膜厚交替层叠的层叠被膜,所述c1层为相对于金属元素的总量含有55原子%以上且75原子%以下的铝(al),含有20原子%以上的铬(cr),含有1原子%以上的硅(si)的氮化物或碳氮化物;所述c2层为相对于金属部分的总量含有55原子%以上且75原子%以下的铝(al),含有20原子%以上的钛(ti)的氮化物或碳氮化物。通过组成系互不相同的富al的alcrn系的硬质被膜和富al的altin系的硬质被膜以纳米级交替层叠,从而易于抑制被膜破坏的进展。另外,c层中难以含有hcp结构的aln,提高了硬质被膜整体的耐热性,并提高了包覆切削工具的耐久性。
30.优选地,c层的平均组成中,al的含有比率为55原子%以上且75原子%以下,更优选地,al的含有比率为73原子%以下。更优选地,c层的平均组成中,al的含有比率为60原子%以上且70原子%以下。另外,优选地,c层的平均组成中,cr与ti的合计的含有比率为20原子%以上且40原子%以下。另外,优选地,c层的平均组成中,si的含有比率为0.5原子%以上且5原子%以下。更优选地,c层的平均组成中,si的含有比率为1原子%以上且3原子%以下。此外,c层的平均组成可以通过测定500nm
×
500nm以上的范围来计算即可。
31.进而,c层需要微观组织中所含有的hcp结构的aln少。本发明人发现,即使在c层的评价中,在x射线衍射中没有确认到hcp结构的aln的峰强度,微观组织中也可能含有脆弱的hcp结构的aln。并且,本发明人确认,通过降低c层的微观组织中包含的脆弱的hcp结构的aln,包覆切削工具的耐久性提高。
32.为了定量地求出在硬质被膜中存在于微观组织中的hcp结构的aln的量,对于硬质被膜的加工剖面,使用透射型电子显微镜求出限制视场衍射图案,使用从限制视场衍射图案求出的强度分布。具体而言,在透射型电子显微镜的限制视场衍射图案的强度分布中,评价ih
×
100/is的关系。ih和is定义如下。
33.ih:由hcp结构的aln的(010)面引起的峰强度。
34.is:由fcc结构的、aln的(111)面、tin的(111)面、crn的(111)面、aln的(200)面、tin的(200)面、crn的(200)面、aln的(220)面、tin的(220)面以及crn的(220)面引起的峰强度与由hcp结构的、aln的(010)面、aln的(011)面以及aln的(110)面引起的峰强度的合计。
35.通过评价上述ih与is的关系,从而在通过x射线衍射未确认到由hcp结构的aln引起的峰强度的硬质被膜中,能够定量地评价微观组织中包含的hcp结构的aln。ih
×
100/is的值较小意味着存在于c层的微观组织中的脆弱的hcp结构的aln较少。本发明人已确认,在c层中的ih
×
100/is的值大于15时,在严酷的使用环境下,包覆切削工具的耐久性易于降低。在本实施方式中,通过设为c层满足ih
×
100/is≤15的结构,从而实现了具有良好的耐久性的包覆切削工具。更优选地,本实施方式的包覆切削工具为c层满足ih
×
100/is≤10的
结构。更优选地,本实施方式的包覆切削工具为c层满足ih
×
100/is≤5的结构。进而,本实施方式的包覆切削工具优选为c层中未确认到由hcp结构的aln的(010)面引起的峰强度的结构,即,优选地,c层满足ih
×
100/is=0的结构。此外,即使在限制视场衍射图案中确认有hcp结构的aln的衍射图案,如果其量是微量,则也可能在强度分布中不出现峰而ih
×
100/is的值为0。在c层的限制视场衍射图案中,为了进一步提高包覆切削工具的耐久性,因此优选未确认到hcp结构的aln。
36.c层的微观组织由微细的柱状粒子构成。构成c层的柱状粒子沿着层叠被膜的膜厚方向(层叠方向)延伸。通过c层由微粒的柱状粒子构成,从而硬质被膜的硬度和韧性有提高的倾向。为了一并提高硬质被膜的硬度和韧性,c层的柱状粒子的平均宽度优选为90nm以下。但是,柱状粒子的宽度变得过小时,硬质被膜的韧性下降。因此,c层的柱状粒子的平均宽度优选为30nm以上。柱状粒子的宽度可以通过使用透射型电子显微镜的剖面观察图像来确认。柱状粒子的平均宽度作为通过剖面观察图像确认的10个以上柱状粒子的宽度的平均值来计算。
37.《c1层》
38.c1层是相对于金属(包括半金属)元素的总量,含有55原子%以上且75原子%以下的铝(al),其次铬(cr)的含有比率多,进而至少含有硅(si)的氮化物或碳氮化物。更优选地,c1层是相对于金属元素的总量含有55原子%以上且75原子%以下的铝(al),含有20原子%以上的铬(cr),含有1原子%以上的硅(si)的氮化物或碳氮化物。
39.以al和cr为基础的氮化物或碳氮化物是耐热性优异的膜种。特别是当al的含有比率变大时,硬质被膜的耐热性有提高的倾向,包覆切削工具的耐久性提高。更优选地,c1层是耐热性和耐磨损性优异的氮化物。为了对硬质被膜赋予高耐热性,c1层以55原子%以上含有al。更优选地,c1层的al含有比率为60原子%以上。但是,al的含有比率变得过大时,则由于微观组织中含有的脆弱hcp结构的aln变多,因此硬质被膜的耐久性降低。因此,c1层的al含有比率优选为75原子%以下。c1层的al含有比率优选为73原子%以下,更优选为70原子%以下。
40.关于以al和cr为基础的氮化物或碳氮化物,cr的含有比率变得过小时,则耐磨损性降低。为了对硬质被膜赋予高耐磨损性,c1层优选以20原子%以上含有cr。为了将c1层设为alcr系的氮化物或碳氮化物,al含有最多,其次cr含有得多。但是,在c1层中,cr的含有比率变得过大时,则相对地al的含有比率降低,因此耐热性降低。因此,c1层的cr含有比率优选为40原子%以下,更优选为35原子%以下。
41.为了进一步提高层叠被膜的耐热性和耐磨损性,优选地,在c1层中,相对于金属(包括半金属)元素的总量,al和cr的含有比率的合计为85原子%以上。
42.通过al和cr的氮化物或碳氮化物含有si元素,从而被膜组织变得微细,耐磨损性和耐热性进一步提高。因此,通过c1层含有si,从而层叠被膜的整体的耐磨损性和耐热性提高。为了充分发挥si的添加效果,优选地,c1层以1原子%以上含有si。但是,si的含有比率变得过大时,则由于微观组织中包含的hcp结构的aln和非晶质相增加,因此耐久性降低。因此,c1层的si含有比率优选为5原子%以下,更优选为3原子%以下。
43.由于c1层和c2层以纳米级交替层叠,因此包覆时相互的组成混合在一起。另外,相互的组成也会扩散。因此,c1层中可以含有c2层中所必需包含的ti。但是,为了使组成系不
同的富al的alcrn系的硬质被膜和富al的altin系的硬质被膜层叠,c1层的ti的含有比率比c2层的ti的含有比率少。
44.c1层可以含有al、cr和si以外的金属元素。例如以提高硬质被膜的耐磨损性、耐热性、润滑性等为目的,c1层可以含有选自元素周期表的4a族、5a族、6a族的元素以及b、y中的一种或两种以上的元素。这些元素是通常添加到altin系和alcrn系的硬质被膜中的元素,以改善硬质被膜的特性,如果含有比率不过多,就不会显著降低包覆切削工具的耐久性。
45.但是,如果c1层含有大量的除al、cr和si以外的金属元素,则会损害作为alcrn系的硬质被膜的基础特性,从而包覆切削工具的耐久性降低。因此,c1层的除al、cr和si以外的金属元素的合计优选为相对于金属(包括半金属)元素的总量为25原子%以下,更优选为20原子%以下,进一步优选为15原子%以下。
46.《c2层》
47.c2层是相对于金属(包括半金属)元素的总量,含有55原子%以上且75原子%以下的铝(al),其次钛(ti)含有得多的氮化物或碳氮化物。更优选地,c2层是相对于金属元素的总量,以55原子%以上且75原子%以下含有铝(al),以20原子%以上含有钛(ti)的氮化物或碳氮化物。以al和ti为主体的氮化物或碳氮化物是耐磨损性和耐热性优异的膜种。特别是al的含有比率增大时,硬质被膜的耐热性有提高的倾向,包覆切削工具的耐久性提高。更优选地,c2层为耐热性和耐磨损性优异的氮化物。为了对硬质被膜赋予高耐热性,c2层以55原子%以上含有al。更优选地,c2层的al为60原子%以上。但是,al的含有比率变得过大时,则hcp结构的aln变多,因此硬质被膜的耐久性降低。因此,c2层的al的含有比率设为75原子%以下。c2层的al含有比率优选为73原子%以下,更优选为70原子%以下。
48.以al和ti为基础的氮化物或碳氮化物的ti的含有比率过小时,则耐磨损性降低。因此,优选地,c2层以20原子%以上含有ti。为了将c2层设为alti系的氮化物或碳氮化物,al含有最多,其次ti含有得多。但是,ti的含有比率变得过大时,由于相对地al的含有比率降低,因此耐热性降低。因此,c2层的ti的含有比率优选为40原子%以下,更优选为35原子%以下。
49.为了进一步提高层叠被膜的耐热性和耐磨损性,c2层中,相对于金属(包括半金属)元素的总量,al和ti的含有比率的合计优选为80原子%以上。
50.由于c1层和c2层以纳米级交替层叠,因此包覆时相互的组成混合在一起。另外,相互的组成也会扩散。因此,c2层中可以含有c1层中所必需包含的cr和si。但是,为了使组成系不同的富al的alcrn系的硬质被膜和富al的altin系的硬质被膜层叠,c2层的cr的含有比率比c1层的cr的含有比率少。此外,在c1层中含有比率小的si也会出现在c2层中不含有的情况。
51.c2层可以含有除al和ti以外的金属元素。例如以提高硬质被膜的耐磨损性、耐热性、润滑性等为目的,c2层可以含有选自元素周期表的4a族、5a族、6a族的元素以及si、b、y中的一种或两种以上的元素。这些元素是通常添加到altin系和alcrn系的硬质被膜中的元素,以改善硬质被膜的特性,如果含有比率不过多,就不会显著降低包覆切削工具的耐久性。特别是通过altin系的硬质被膜含有w(钨)元素,从而在更严酷的使用环境下耐久性有变优异的倾向,因此优选。
52.但是,如果c2层含有大量除al和ti以外的金属元素,则会损害作为altin系的硬质
被膜的基础特性,从而包覆切削工具的耐久性降低。因此,在c2层中,优选为除al和ti以外的金属元素的合计相对于金属(包括半金属)元素的总量为25原子%以下,更优选为20原子%以下,进一步优选为15原子%以下。
53.为了进一步提高作为基底层的b层和作为层叠被膜的c层的密合性,优选在c层的靠近b层侧的部分中,与b层具有相同的组成系的硬质被膜是更厚的膜。具体而言,如果b层是alcrn系的硬质被膜,则在c层的靠近b层侧的部分中,c1层优选为比c2层厚的膜。另外,如果b层是altin系的硬质被膜,则在c层的靠近b层侧的部分中,c2层优选为比c1层厚的膜。通过设为这种被膜结构,从而作为基底层的b层和作为层叠被膜的c层之间的密合性趋于提高,根据工具形状和使用环境的不同,包覆切削工具的耐久性也可能进一步提高。
54.在本实施方式中,相对于硬质被膜的总膜厚,优选将c层设为最厚的膜。通过c层是硬质被膜的主层,从而在高水平上兼顾密合性和耐磨损性并提高包覆切削工具的耐久性。
55.各层的最佳膜厚根据工具的种类、工具直径及工件材料等而不同,但c层均为最厚的膜,由此易于实现优异的耐久性。并且,将b层、c层、d层的合计的膜厚设为100%时,则c层的膜厚比优选为50%以上,更优选为60%以上,进一步优选为70%以上。但是,c层的膜厚比变得过大时,b层和d层的膜厚变小,因此密合性和耐磨损性降低。因此,c层的膜厚比优选为90%以下,更优选为85%以下。
56.b层的膜厚比优选为5%以上。d层的膜厚比优选为10%以上。
57.为了提高层叠被膜的密合性,c1层和c2层各自的膜厚优选为20nm以下。另外,c1层和c2层的各自的膜厚过小时,则难以形成组成系不同的层叠被膜,因此c1层和c2层的各自的膜厚优选为2nm以上。进而,c1层和c2层的各自的膜厚优选为5nm以上。c1层和c2层的膜厚的上限值和下限值可以适当组合。
58.《d层》
59.本实施方式所涉及的d层设置在作为层叠被膜的c层的上层。d层为相对于金属(包括半金属)元素的总量含有55原子%以上且75原子%以下的铝(al),其次铬(cr)的含有比率多,铬(cr)的含有比率为20原子%以上,进而至少含有硅(si)的氮化物或碳氮化物。通过在作为富al的层叠被膜的c层的上层设置富al的alcrsi系氮化物或碳氮化物的d层,从而能够进一步提高硬质被膜的整体的耐热性。
60.以al和cr为基础的氮化物或碳氮化物是耐热性优异的膜种。特别是当al的含有比率变大时,硬质被膜的耐热性有提高的倾向,包覆切削工具的耐久性提高。为了对硬质被膜赋予高耐热性,d层含有55原子%以上的al。更优选地,d层的al含有比率为60原子%以上。但是,al的含有比率变得过大时,则由于微观组织中含有的脆弱hcp结构的aln变多,因此硬质被膜的耐久性降低。因此,d层的al的含有比率优选为73原子%以下,更优选为70原子%以下。
61.关于以al和cr为基础的氮化物或碳氮化物,cr的含有比率变得过小时,则耐磨损性降低。为了对硬质被膜赋予高耐磨损性,d层以20原子%以上含有cr。为了使d层设为alcr系的氮化物或碳氮化物,al含有最多,其次cr含有得多。但是,d层中cr的含有比率变得过大时,由于相对地al的含有比率降低,因此耐热性降低。因此,d层的cr的含有比率优选为40原子%以下,更优选为35原子%以下。
62.d层为了进一步提高耐热性和耐磨损性,优选地,al和cr的含有比率的合计相对于
金属(包括半金属)元素的总量为85原子%以上。d层优选为耐热性和耐磨损性更优异的氮化物。
63.通过al和cr的氮化物或碳氮化物含有si元素,从而被膜组织变得微细,耐磨损性和耐热性进一步提高。因此,通过d层含有si,从而耐磨损性和耐热性提高。为了充分起到si的添加效果,优选地,d层以1原子%以上含有si。但是,si的含有比率变得过大时,则由于微观组织中包含的hcp结构的aln和非晶质相增加,因此硬质被膜的耐久性降低。因此,d层的si含有比率优选为10原子%以下,更优选为5原子%以下。
64.d层的膜厚变得过薄时,则耐热性的提高不充分。为了提高硬质被膜的整体的耐热性,d层的膜厚优选设为1μm以上。更优选地,d层的膜厚为2μm以上。另一方面,d层的膜厚变得过厚时,则易于发生崩刀。d层的膜厚优选为5.0μm以下。
65.根据需要,可以在d层的上层设置其他层。
66.本实施例所涉及的硬质被膜的b层、c层、d层优选为耐热性和耐磨损性优异的氮化物。通过硬质被膜整体为氮化物,从而包覆切削工具的耐久性进一步提高。另外,一般而言,即使是氮化物也含有少量的氧和碳。也就是说,在微观分析中,金属氮化物具有金属元素和氧或碳结合的峰强度。本实施方式所涉及的硬质被膜如果是以氮化物为主体,则一部分也可以含有碳氮化物或氧氮化物。如果是满足上述的组成和被膜结构的范围,即使在构成硬质被膜的氮化物的一部分中包含碳氮化物或氧氮化物,也不会显著地降低包覆切削工具的耐久性。此外,在将本实施方式所涉及的硬质被膜设为碳氮化物的情况下,为了进一步提高硬质被膜的耐热性和耐磨损性,优选氮的含有比率比碳大。即使在设为碳氮化物的情况下,相对于氮的含有比率,也优选将碳的含有比率设为20原子%以下,更优选设为10原子%以下。
67.《a层》
68.在本实施方式中,根据需要,在基材和作为基底层的b层之间可以具有a层,该a层的纳米束衍射图案被指数标定为wc的晶体结构。a层通过金属离子轰击形成在基材表面。由于a层是用于金属离子轰击的金属元素扩散而形成的层,因此在将wc
‑
co基硬质合金作为基材的情况下,金属元素的总量中w(钨)含量最多,其次含有用于金属离子轰击的金属元素。通过具有这样的a层,从而基材和在其上设置的基底层的密合性有显著改善的倾向。
69.但是,工具直径变小时,在刀尖容易变成锐角的直角型立铣刀和圆弧头立铣刀中,刀尖可能由于金属离子轰击发生熔损,刀尖的棱线容易被破坏。因此,a层优选设置在刃尖棱线难以被金属离子轰击破坏、不形成锐角的刀尖的球头立铣刀上。a层的膜厚过薄时或过厚时无法得到密合性的改善效果。因此,a层的膜厚优选为1nm以上且10nm以下。
70.由于a层是纳米束衍射图案被指数标定为wc的晶体结构的层,因此主要由碳化物构成。如果a层是纳米束衍射图案被指数标定为wc的晶体结构的层,也可以在一部分中含有氮和氧。另外,a层也会在一部分中含有金属层、fcc结构的结晶相。特别是,使用金属ti或以ti为主体的合金靶的金属离子轰击处理对密合性的改善效果大。因此,优选地,在a层的金属元素的含有比率中w含有最多,其次ti含有得多。但是,a层中所含有的ti的含有比率过多或过少时,则难以得到提高密合性的效果。优选地,a层以10原子%以上且30原子%以下含有ti。
71.根据以上说明的本实施方式的包覆切削工具,通过在以alcrsi的氮化物为主体的
d层的下层设置c层,该c层为由alcr系的硬质被膜构成的c1层和由alti系的硬质被膜构成的c2层的层叠被膜且hcp结构的aln的含量降低,从而相对于以往的alcrsi系的硬质被膜,能够提高耐热性和耐磨损性。因此,根据本实施方式,提供耐久性优异的包覆切削工具。
72.《制造方法》
73.本实施方式所涉及的硬质被膜优选使用靶的离子化率高的电弧离子镀法进行包覆。另外,也可以使用靶的离子化率高的高输出功率溅射法进行包覆。并且,对于富al的层叠被膜,为了提高结晶性并降低微观组织中含有的hcp结构的aln,优选使用靶中心附近的垂直方向上的磁通密度为10mt以上的阴极。
74.另外,在用于形成alcr系的硬质被膜的阴极中,优选地,阴极电压在20v以上且35v以下的范围内成膜。阴极电压过低时,则层叠被膜的hcp结构的aln变多,而耐久性降低。另外,阴极电压变得过高时,则层叠被膜的被膜组织变得过于粗大,耐久性易于降低。
75.在用于形成alti系的硬质被膜的阴极中,优选地,阴极电压在20v以上且30v以下的范围内成膜。阴极电压变得过低时,则层叠被膜的hcp结构的aln变多,而耐久性降低。另外,阴极电压变得过高时,则层叠被膜的被膜组织变得过于粗大,耐久性易于降低。阴极电流分别优选为120a以上且200a以下。
76.在本实施方式的制造方法中,选定将靶中心附近的垂直方向上的磁通密度和阴极电压设为上述的范围的成膜装置,在此基础上,优选将施加到基材上的负偏置电压的绝对值增大。根据该制造方法,微观组织中hcp结构的aln的生成受到抑制。由此,能够使c层中的ih
×
100/is的值小于15。
77.对基材施加的负偏置电压优选为
‑
200v以上且小于
‑
100v。更优选为
‑
120v以下。偏置电压的绝对值变得过大时,则成膜难以稳定,而难以调整膜厚。另外,偏置电压的绝对值变得过小时,则层叠被膜的hcp结构的aln变多,而耐久性降低。包覆温度优选为400℃以上且600℃以下。在包覆氮化物的情况下,在炉内导入氮气进行包覆。另外,包覆时的氮气压力优选为2.0pa以上且8.0pa以下。在包覆碳氮化物的情况下,可以用将一部分氮气置换为甲烷气体即可。
78.实施例
79.<成膜装置>
80.在成膜中,使用了利用电弧离子镀法的成膜装置。该成膜装置具有多个阴极(电弧蒸发源)、真空容器以及基材旋转机构。作为阴极,搭载有1座在靶的外周配备有线圈磁铁的阴极(以下,称为“c1”);以及3座在靶的背面及外周配备有永磁铁,在靶表面具有垂直方向的磁通密度,且靶中央附近的垂直方向的磁通密度为14mt的阴极(以下,称为“c2、c3、c4”)。
81.c1~c4在配置有基材的区域的周围以约90
°
间隔配置,以c1和c4、c2和c3相对置的方式设置。
82.真空容器的内部由真空泵排气,由供给端口导入气体。在真空容器内设置的各基材中连接有偏置电源,能够对各基材分别独立地施加负dc(直流)偏置电压。
83.基材旋转机构具备行星齿轮(
プラネタリー
)、配置在行星齿轮上的板状夹具、以及配置在板状夹具上的管状夹具,行星齿轮以每分钟旋转3圈的速度旋转,板状夹具和管状夹具分别自转、公转。
84.在实施例1中,将以下的球头立铣刀用于基材。
85.组成:wc(其余)
‑
co(8质量%)
‑
cr(0.5质量%)
‑
v(0.3质量%)
86.硬度:94.0hra
87.刃径:1mm、刃数:2枚
88.在c1中设置了金属钛靶,在c2中设置了alti系合金靶,在c3中设置了alcrsi系合金靶,在c4中设置了alcrsi系合金靶。表1示出使用的靶组成。
89.[表1]
[0090][0091]
将各基材分别固定在真空容器内的管状夹具上,在成膜前实施了以下工艺。首先,将真空容器内真空排气至5
×
10
‑2pa以下。然后,通过设置在真空容器内的加热器,将基材加热至500℃,进行真空排气。而且,将基材的设定温度设为500℃,真空容器内的压力设为5
×
10
‑2pa以下。
[0092]
<ar轰击>
[0093]
然后,在真空容器内导入氩(ar)气,将容器内压设为0.67pa。然后,向灯丝电极供给35a的电流,对基材施加
‑
200v的负偏置电压,实施15分钟的ar轰击。
[0094]
<ti轰击工序>
[0095]
然后,进行真空排气使得真空容器内的压力变为8
×
10
‑3pa以下。接着,向c1供给120a的电弧电流,对基材施加
‑
800v的负偏置电压,实施15分钟的ti轰击。
[0096]
<成膜工序>
[0097]
然后,将基材的设定温度设为480℃,在真空容器内导入氮气,将炉内压力设为3.2pa。
[0098]
在b层的包覆中,对于任何样品,均将施加于基材的负偏置电压设为
‑
120v、将对c2施加的电流设为200a。b层设置为约0.5μm。
[0099]
在c层的包覆中,通过样品使施加到基材上的负偏置电压发生变化。另外,投入到c3的功率恒定,使投入到c2的功率逐渐增加,在c层的靠近b层侧的部分中,c2层(altin系)包覆成比c1层(alcrn系)厚的膜。另外,包覆时的c2的阴极电压在20v以上且30v以下,c3的阴极电压在20v以上且35v以下。
[0100]
在d层的包覆中,对于任何样品,均将施加于基材的负偏置电压设为
‑
120v,将施加于c4的电流设为150a。d层设置成约1.5μm。
[0101]
表2示出c层的成膜条件。
[0102]
[表2]
[0103][0104]
对于制作的包覆切削工具,在以下所示的切削条件下进行了切削试验。
[0105]
表3示出切削试验结果。切削条件的详细内容如下所示。
[0106]
<加工条件>
[0107]
·
切削方法:侧面切削
[0108]
·
工件材料:stavax(52hrc)
[0109]
·
使用工具:双刃球头立铣刀(工具直径1mm)
[0110]
·
切削深度:轴向、0.04mm、径向、0.04mm
[0111]
·
主轴转数:24000min
‑1[0112]
·
进给速度:860mm/min
[0113]
·
冷却液:干燥加工(吹气)
[0114]
·
切削距离:90m
[0115]
[表3]
[0116]
样品no.最大磨损宽度(mm)本实施例10.018比较例10.026比较例20.037
[0117]
本实施例1示出最大磨损宽度较小且稳定的磨损形态,是能够继续进行切削加工的状态。比较例1是与本实施例1同样的被膜组成,但最大磨损宽度变大。比较例2是层叠被膜的al的含有比率比本实施例1少的组成,最大磨损宽度变大。
[0118]
关于本实施例1,为了阐明耐久性优异的主要原因,进行了层叠被膜的微观分析。
[0119]
另外,关于b层和d层,使用nippon electronics co.,ltd.制的电子探头微量分析器装置(型号:jxa
‑
8500f),通过附属的波长分散型电子探头微小分析(wds
‑
epma)进行组成分析,确认为与靶的合金组成大致相同的氮化物。
[0120]
关于本实施例1,对物性评价用的球头立铣刀进行加工,通过透射型电子显微镜(tem)观察加工剖面。确认作为层叠被膜的c层由平均宽度为50nm~70nm的微细的柱状粒子形成。
[0121]
表4示出层叠被膜整体的组成分析的结果的一例。c1层和c2层的组成是通过使用能量分散型x射线光谱仪(eds)将分析区域设为分析各层的中心部分而求出的。小数点以下的值是四舍五入求出的。
[0122]
本实施例1的c层在层叠被膜整体上是富al的,至少含有si、ti和cr。在本实施例1中,c1层和c2层的组成相互混合,c1层以10原子%以下合计含有ti和w。另外,本实施例1的c2层以10原子%以下含有cr。
[0123]
[表4]
[0124][0125]
接着,将层叠被膜的限制视场衍射图案在加速电压120kv、限制视场区域相机长度100cm、入射电子量5.0pa/cm2(荧光板上)的条件下求出。转换求出的限
制视场衍射图案的亮度来求出强度分布。分析位置设为膜厚方向上的中间部分。
[0126]
图2示出本实施例1中的c层的限制视场衍射图案的一例。另外,图3示出通过转换图2的层叠被膜的限制视场衍射图案的亮度而求出的、限制视场衍射图案的强度分布的一例。在图3中,横轴表示与(000)面光斑中心的距离(半径r),纵轴表示各半径r的绕圆一周的累计强度(任意单位)。
[0127]
在图3中,箭头1是由fcc结构的aln的(111)面、tin的(111)面和crn的(111)面引起的峰。箭头2是由fcc结构的aln的(200)面、tin的(111)面和crn的(200)面引起的峰。箭头3是由fcc结构的aln的(220)面、tin的(111)面和crn的(220)面引起的峰。在图3中,未确认到由hcp结构的aln(010)引起的峰强度。
[0128]
如图2所示,本发明例1并未确认到由hcp结构的aln(010)引起的峰,ih
×
100/is为0。另一方面,关于比较例1的c层,进行与本实施例1同样的测定的结果,具有由hcp结构的ain(010)面引起的峰,ih
×
100/is为19。
[0129]
关于本实施例1以及比较例1,虽然在x射线衍射中未确认到由hcp结构的aln引起的峰强度,但是在限制视场衍射图案中,由hcp结构的aln引起的峰强度产生差异。在本实施例1中,由于微观组织中含有的hcp结构的aln少,因此推定耐久性得到显著改善。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。