一种2600mpa级超高强度钢及其制备方法
技术领域
1.本发明属于金属材料制备领域,具体涉及一种2600mpa级超高强度钢及其制备方法。
背景技术:
2.随着航空航天工业的发展以及“碳达峰、碳中和”国家战略的实施,高端装备结构件轻量化的需求越来越迫切,对超高强度钢强度的要求越来越高,同时还需要优异的焊接性能。目前应用的超高强度钢中,主要是美国carpenter公司开发的aermet系列超高强钢的综合性能最好,其中aermet100钢的抗拉强度为2000mpa左右,在此基础上开发了强度更高的钢aermet310和aermet340。然而,aermet340钢的实际抗拉强度仅为2379mpa,仍无法满足高端装备结构件轻量化的迫切需求。因此,研发具有更高强度的超高强钢迫在眉睫,同时也是材料科学领域面临的关键挑战之一。可焊接性是超高强钢应用的关键性能指标之一。现有的aermet系列超高强度钢有一个共同的缺点:含c量大于0.23wt%,导致其焊接性能变差。焊后的裂纹敏感倾向更大,因此焊件性能较差,不利于制造焊接结构件。因此,亟需开发低碳含量的超高强度钢,以满足高端装备结构件对高性能钢铁材料的迫切需求。
技术实现要素:
3.本发明公开了一种2600mpa级超高强度钢及其制备方法,以解决现有技术的上述技术问题以及其他潜在问题中的任意问题。
4.为了解决上述技术问题,本发明的技术方案是:一种2600mpa级超高强度钢,所述2600mpa级超高强度钢的化学成分按重量百分比计为;ni:10%~18%,co:4%~16%,mo:3~9%;al:0.5~6%,余量为铁和不可避免的杂质。
5.进一步,所述不可避免的杂质的包括:p≤0.003%,s≤0.05%,n≤0.03%,o≤0.04%。
6.进一步,所述2600mpa级超高强度钢还包括以下化学成分按重量百分比计为:nb≤0.2%,b≤0.02%,si≤0.1%,w≤3%,mn≤4%,ti:0.4~2%,cu:≤4%,c<0.01%。
7.进一步,所述2600mpa级超高强度钢中合金含量需满足:al mn cu ti=2~14wt%,ni mo co cu=30~50wt%。
8.进一步,所述2600mpa级超高强度钢还包括以下化学成分按重量百分比计为:ta≤0.4%,y≤0.6%,或从la系及ac系中一种元素或几种稀土元素,合计为0
‑
0.6%。
9.本发明的另一目的是提供一种制备上述一种2600mpa级超高强度钢的方法,所述方法具体包括以下步骤:
10.s1)按照设计成分分别称取各个原料,冶炼,然后连铸成坯或浇铸成锭;
11.s2)将s1)得到的铸锭在温度为1000~1300℃,时间为1~24h固溶处理,后空冷至室温;
12.s3)将经s2)处理后的铸锭以一定的压下量进行热轧,在进行和冷轧处理,得到板
材;
13.s4)将s3)得到板材在温度为800~1250℃,时间为5~90分钟固溶及再结晶处理,然后淬火;
14.s5)将s4)得到的板材在400~700℃进行时效处理1
‑
72h,即得到超高强度钢。
15.进一步,所述s1)的中的冶炼采用转炉、电炉、磁悬浮或电弧炉。
16.进一步,所述s3)中的压下量为:每道次4~20%,,总变形量为25
‑
75%。
17.进一步,所述2600mpa级超高强度钢的抗拉强度≥2600mpa,屈服强度≥2250mpa。
18.一种上述方法制备的得到2600mpa级超高强度钢应用于起落架、机翼大梁、发动机壳体和高精密传动的主承力构件制备。
19.本发明的优点和有益效果:由于采用上述技术方案,本发明制备的得到超高强度钢其抗拉强度≥2600mpa,屈服强度≥2250mpa。与传统超高强钢相比,该钢种采用高密度超细析出相b2
‑
nial和mo团簇复合的方式强化高强钢,获得超高的强度。强化相b2
‑
nial与基体具有完全共格的界面和相近的弹性模量,使其具有良好的弹性极限。由于该钢种具有少量碳或不含碳,使其在保持超高强度的前提下还具有优异的焊接性能。此外,该钢种有一定含量的al,可以降低材料的重量,同时al可以与n形成致密的aln来强化钢的表面。综上所述,该钢种是目前强度最高的超高强度钢,兼具超高强度、优异的可焊接性与可加工性,有望满足高端装备结构件轻量化的迫切需求。
附图说明
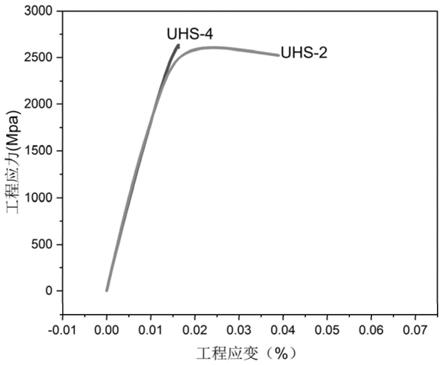
20.图1为本发明实施例2和实施例4制得超高强度钢的拉伸曲线示意图。
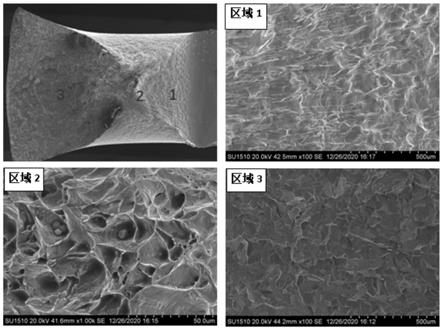
21.图2为本发明实施例1采用apt测试的ni、al、mo三种元素的分布示意图。
22.图3为本发明实施例1透射电镜观察到的b2‑
nial析出相的示意图。
具体实施方式
23.下面结合附图和具体实施例对本发明的技术方案做进一步说明。
24.本发明一种2600mpa级超高强度钢,所述2600mpa级超高强度钢的化学成分按重量百分比计如下;ni:10%~18%,co:4%~16%,mo:3~9%;al:0.5~6%,余量为铁和不可避免的杂质。
25.所述不可避免的杂质的包括:p≤0.003%,s≤0.05%,n≤0.03%,o≤0.04%。
26.所述2600mpa级超高强度钢还包括以下化学成分按重量百分比计如下:nb≤0.2%,b≤0.02%,si≤0.1%,w≤3%,mn≤4%,ti:0.4~2%,cu:≤4%,c<0.01%。
27.所述2600mpa级超高强度钢中合金含量需满足:al mn cu ti=2~14wt%,ni mo co cu=30~50wt%。
28.所述2600mpa级超高强度钢还包括以下化学成分按重量百分比计如下:ta≤0.4%,y≤0.6%,或从la系及ac系中一种元素或几种稀土元素,合计为0
‑
0.6%。
29.本发明的另一目的是提供一种制备上述一种2600mpa级超高强度钢的方法,所述方法具体包括以下步骤:
30.s1)按照设计成分分别称取各个原料,冶炼,然后连铸成坯或浇铸成锭;
31.s2)将s1)得到的铸锭在温度为1000~1300℃,时间为1~24h固溶处理,后空冷至
室温;
32.s3)将经s2)处理后的铸锭以一定的压下量进行热轧,在进行和冷轧处理,得到板材;
33.s4)将s3)得到板材在温度为800~1250℃,时间为5~90分钟固溶及再结晶处理,然后淬火;
34.s5)将s4)得到的板材在400~700℃进行时效处理1
‑
72h,即得到级超高强度钢。
35.所述s1)的中的冶炼采用转炉、电炉、磁悬浮或电弧炉。
36.所述s3)中的压下量为:每道次4~20%,总变形量为25
‑
75%。
37.所述2600mpa级超高强度钢的抗拉强度≥2600mpa,屈服强度≥2250mpa。
38.一种采用上述方法制备的得到2600mpa级超高强度钢应用于飞机的起落架、机翼大梁、发动机壳体和高精密传动的主承力构件制备。
39.实施例1:
40.按照表1的配比称取原料,在高真空氩气气氛电弧熔炼炉中进行冶炼浇铸。将制得的铸锭在1200℃下固溶处理12h后淬火。将淬火后的试样冷轧70%为适当厚度板材,再在温度为1000℃下处理80分钟,在温度为650℃,处理60h,得到式样。将加工后的试样在拉伸机上进行拉伸试验得到表2和表4的性能。利用apt以及tem对样品进行检测,从apt中如图2所示,可以看出有nial和mo团簇存在。而从tem中如图3所示,我们可以看到大量的nial存在。
41.表1uhs
‑
1化学成分(wt%)
42.成分cnimocoalnblasi重量%017.6958.102.560.10.0020.003成分mnpsfe
ꢀꢀꢀꢀ
重量0.050.0040.003余量
ꢀꢀꢀꢀ
43.表2uhs
‑
1力学性能
44.σ
b
mpaσ
0.2
mpa%2608
ꢀꢀ
45.实施例2:
46.按照表3的配比称取各个物料,在转炉中进行冶炼浇铸。将制得的铸锭在1100℃下固溶处理20h后淬火。将淬火后的试样冷轧50%为适当厚度板材,再在温度为800℃下处理60分钟,在温度为500℃,处理72h,并且将加工后的试样在拉伸机上进行拉伸试验得到的性能。
47.表3uhs
‑
2化学成分(wt%)
48.成分cnimocoalnblasi重量%018.009166.000.10.0020.003成分mnpsfe
ꢀꢀꢀꢀ
重量0.050.0040.003余量
ꢀꢀꢀꢀ
49.表4uhs
‑
2力学性能
50.σ
b
mpaσ
0.2
mpa%260822903.7
51.实施例3:
52.按照表5的配比称取各个物料,在高真空氩气气氛电弧熔炼炉中进行冶炼浇铸。将制得的铸锭在1000℃下固溶处理24h后淬火。将淬火后的试样冷轧75%为适当厚度板材,再在温度为1200℃下处理30分钟,在温度为700℃,处理50h,并且将加工后的试样在拉伸机上进行拉伸试验得到的性能。
53.表5uhs
‑
3化学成分(wt%)
54.成分cnimocoalnblasi重量%010340.50.10.0020.003成分mnpscufe
ꢀꢀꢀ
重量0.050.0040.0030.6余量
ꢀꢀꢀ
55.表6uhs
‑
3力学性能
[0056][0057][0058]
实施例4:
[0059]
按照表7的配比称取各个物料,在高真空氩气气氛电弧熔炼炉中进行冶炼浇铸。将制得的铸锭在1300℃下固溶处理10h后淬火。将淬火后的试样冷轧40%为适当厚度板材,再在温度为1000℃下处理30分钟,在温度为400℃,处理68h,并且将加工后的试样在拉伸机上进行拉伸试验得到的性能且拉伸曲线如图1所示。
[0060]
表7uhs
‑
4化学成分(wt%)
[0061]
成分cnimocoalnblasi重量%0146113.250.10.0020.003成分mnpsfe
ꢀꢀꢀꢀ
重量0.050.0040.003余量
ꢀꢀꢀꢀ
[0062]
表8uhs
‑
4力学性能
[0063]
σ
b
mpaσ
0.2
mpa%2635
ꢀꢀ
[0064]
实施例5:
[0065]
按照表9的配比称取各个物料,在高真空氩气气氛电弧熔炼炉中进行冶炼浇铸。将制得的铸锭在1050℃下固溶处理8h后淬火。将淬火后的试样冷轧30%为适当厚度板材,再在温度为1250℃下处理95分钟,在温度为400℃,处理72h,并且将加工后的试样在拉伸机上进行拉伸试验得到性能。
[0066]
表9uhs
‑
5化学成分(wt%)
[0067]
成分cnimocoalnbsi重量%016714.540.10.003成分mnpsfe
ꢀꢀꢀ
重量0.050.0040.003余量
ꢀꢀꢀ
[0068]
表10uhs
‑
5力学性能
[0069]
σ
b
mpaσ
0.2
mpa%2602
ꢀꢀ
[0070]
实施例6:
[0071]
按照ni:14%,co:10%,mo:9%;al:3%,nb≤0.2%,b:0.02%,si≤0.1%,w:3%,mn≤4%,la≤0.1%,ti:2%,cu:4%,c<0.01%,余量为铁和不可避免的杂质。按配比称取各个物料,在高真空氩气气氛磁悬浮熔炼炉中进行冶炼浇铸。将制得的铸锭在1100℃下固溶处理20h后淬火。将淬火后的试样冷轧50%为适当厚度板材,再在温度为800℃下处理60分钟,在温度为500℃,处理72h。
[0072]
以上对本技术实施例所提供的一种2600mpa级超高强度钢及其制备方法,进行了详细介绍。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
[0073]
如在说明书及权利要求书当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求书并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求书当中所提及的“包含”、“包括”为一开放式用语,故应解释成“包含/包括但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。说明书后续描述为实施本技术的较佳实施方式,然所述描述乃以说明本技术的一般原则为目的,并非用以限定本技术的范围。本技术的保护范围当视所附权利要求书所界定者为准。
[0074]
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
[0075]
应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
[0076]
上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求书的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。