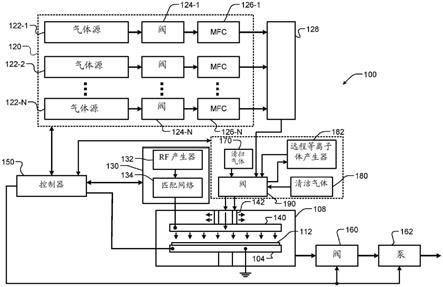
1.本发明涉及一种开垦农具,特别是一种开垦刀及其耐磨涂层制备装置和方法。
背景技术:
2.开垦刀是培土的主要农具,在作业过程中直接与土壤、沙石接触摩擦,从而造成开垦刀严重磨损。此外,培土过程中,不可避免地与土壤中的石块相撞,引起开垦刀断裂。因此,开垦刀一方面要求有高的硬度,同时又要求有良好的韧性。现有技术普遍使用的65mn钢开垦刀耐磨性有限,无法满足目前农业大马力机耕的要求。而现有技术常用的喷涂重熔等表面涂层制备技术生产效率远远低于开垦刀的生产效率,而且成本较高,不能批量应用。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术的上述缺陷,提供一种开垦刀及其耐磨涂层制备装置和方法。
4.为了实现上述目的,本发明提供了一种开垦刀,包括刀体和设置在所述刀体一侧的刃口,所述刀体的尾部为直线部,所述刀体的头部为圆弧部,所述刃口位于所述圆弧部的一侧,其中,所述刃口上包覆有耐磨涂层,所述耐磨涂层为铁基合金涂层,且具有碳化钒硬质相弥散分布的马氏体组织。
5.上述的开垦刀,其中,所述耐磨涂层为马氏体组织涂层基体的含高硬度球状vc硬质相,所述马氏体组织涂层基体的硬度为hrc60~65,所述马氏体组织涂层基体中呈球形弥散分布的vc硬质相的维氏硬度为hv2800。
6.为了更好地实现上述目的,本发明还提供了一种开垦刀的耐磨涂层制备装置,其中,包括:
7.水冷铜合金工装,包括支撑体和安装在所述支撑体上的铜合金胎具,所述铜合金胎具上设置有进水口接头和出水口接头,所述铜合金胎具内设置有进水管和回水管,所述进水管和回水管分别通过所述进水口接头和出水口接头与冷却水泵连接,所述铜合金胎具的顶面与开垦刀的圆弧部适配,所述支撑体的顶面与所述开垦刀的直线部适配;以及
8.熔敷激光头,对应设置于所述铜合金胎具上方,所述熔覆激光头用于在固定于所述水冷铜合金工装上的开垦刀的刃口表面熔敷耐磨涂层,所述耐磨涂层为铁基合金涂层,所述铁基合金涂层具有碳化钒硬质相弥散分布的马氏体组织。
9.上述的开垦刀的耐磨涂层制备装置,其中,所述铁基合金涂层采用粒度范围为53μm~180μm的铁基合金粉末。
10.上述的开垦刀的耐磨涂层制备装置,其中,所述铁基合金粉末除fe外其余组分的重量百分比为:c为2.0~2.5%、v为6~8%、cr为5.0~6.5%、si <0.9%、辅料为4.0%,所述铁基合金粉末经所述熔敷激光头激光扫描熔敷后,形成弥散分布vc硬质相的马氏体组织。
11.上述的开垦刀的耐磨涂层制备装置,其中,所述熔敷激光头扫描一次熔敷宽度为
15mm~20mm、厚度为1.0mm~1.5mm的铁基合金涂层。
12.上述的开垦刀的耐磨涂层制备装置,其中,所述熔敷激光头使用 16mm*6mm的矩形光斑扫描熔敷,所述熔敷激光头的激光功率为4.5kw。
13.上述的开垦刀的耐磨涂层制备装置,其中,所述熔敷激光头安装在机械手上,沿所述待加工开垦刀的刃口摆动,且所述熔敷激光头的轴线始终垂直于所述待加工开垦刀的圆弧部的表面。
14.上述的开垦刀的耐磨涂层制备装置,其中,所述进水口接头和出水口接头分别为带单向阀的快速接头。
15.为了更好地实现上述目的,本发明还提供了一种开垦刀的耐磨涂层制备方法,其中,包括如下步骤:
16.s100、将待加工开垦刀的尾部直线部固定在水冷铜合金工装的支撑体上,所述开垦刀的头部圆弧部用压板固定在水冷铜合金工装的铜合金胎具上,所述开垦刀的圆弧部与所述铜合金胎具的圆弧顶面紧密贴合;
17.s200、将所述水冷铜合金工装安装在工作台上,所述水冷铜合金工装在所述工作台带动下可纵横运动;
18.s300、将带单向阀的进水口接头和出水口接头分别与所述铜合金胎具的进水管和回水管连接,开通冷却水泵冷却所述铜合金胎具;
19.s400、启动工作台,将固定了所述待加工开垦刀的水冷铜合金工装移动到熔敷工位;
20.s500、将激光熔敷头安装在机械手上,对准所述待加工开垦刀的刃口,开启所述激光熔敷头,所述激光熔敷头沿所述待加工开垦刀的刃口摆动,且所述熔敷激光头的轴线始终垂直于所述待加工开垦刀的刃口表面,配合工作台的移动直至在所述待加工开垦刀的刃口处熔敷完成铁基合金涂层;以及
21.s600、关闭所述激光熔敷头并停止送粉,启动纵横运动的工作台,将熔敷完成的开垦刀和水冷铜合金工装横向移动到拆卸工位取下加工完成的开垦刀。
22.本发明的技术效果在于:
23.本发明的开垦刀具有较高的韧性和高的硬度,耕地过程中与石块相撞也不会断裂,具有优异的耐磨性能和抗冲击性能,其耐磨涂层的制备非常适合开垦刀等入土部件强化,提高耐磨性能,延长使用寿命一倍以上。
24.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
25.图1为本发明一实施例的开垦刀结构示意图;
26.图2为图1的附视图;
27.图3为图2的a
‑
a剖视图;
28.图4为本发明一实施例的开垦刀耐磨涂层组织结构示意图;
29.图5为本发明一实施例的开垦刀耐磨涂层制备装置结构示意图;
30.图6为图5的b
‑
b剖视图。
31.其中,附图标记
32.1开垦刀
33.11刀体
34.12刃口
35.13直线部
36.14圆弧部
37.15耐磨涂层
38.16vc硬质相
39.17马氏体组织涂层基体
40.2水冷铜合金工装
41.21支撑体
42.22铜合金胎具
43.23压板
44.24进水口接头
45.25出水口接头
46.3熔敷激光头
具体实施方式
47.下面结合附图对本发明的结构原理和工作原理作具体的描述:
48.参见图1
‑
图3,图1为本发明一实施例的开垦刀1结构示意图,图2为图 1的附视图,图3为图2的a
‑
a剖视图。本发明的开垦刀1,可作为农业机械专用刀具,该开垦刀1包括刀体11和设置在所述刀体11一侧的刃口12,所述刀体11的尾部为直线部13,所述刀体11的头部为圆弧部14,所述刃口12 位于所述圆弧部14的一侧,所述刃口12上包覆有耐磨涂层15,所述耐磨涂层15为铁基合金涂层,且具有碳化钒硬质相弥散分布的马氏体组织涂层基体 17。
49.参见图4,图4为本发明一实施例的开垦刀1耐磨涂层15组织结构示意图。本实施例的所述耐磨涂层15为马氏体组织涂层基体17的含高硬度球状 vc硬质相16,所述马氏体组织涂层基体17的硬度为hrc60~65,所述马氏体组织涂层基体17中呈球形弥散分布的vc硬质相16的维氏硬度为hv2800。
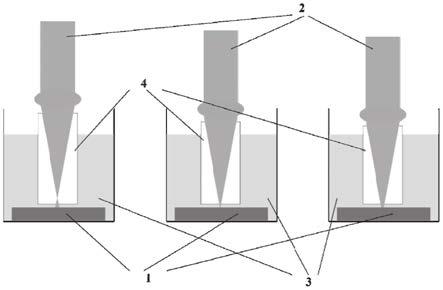
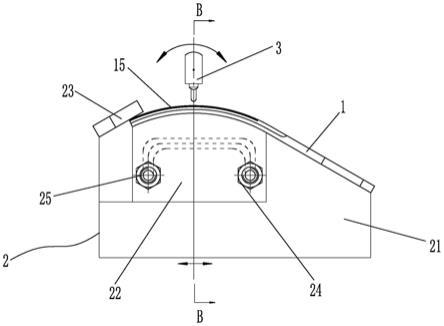
50.参见图5及图6,图5为本发明一实施例的开垦刀耐磨涂层制备装置结构示意图,图6为图5的b
‑
b剖视图。本发明的开垦刀耐磨涂层制备装置,可用于上述开垦刀1的耐磨涂层15的制备,该装置包括:水冷铜合金工装2,包括支撑体21和安装在所述支撑体21上的铜合金胎具22,所述铜合金胎具22上设置有进水口接头24和出水口接头25,所述进水口接头24和出水口接头25分别优选为带单向阀的快速接头,可以快速插拔且不漏水,所述铜合金胎具22内设置有进水管和回水管,所述进水管和回水管分别通过所述进水口接头24和出水口接头25与冷却水泵连接,所述铜合金胎具22的顶面与开垦刀1的圆弧部14适配,所述支撑体21的顶面与所述开垦刀1的直线部13适配;以及熔敷激光头3,对应设置于所述铜合金胎具22上方,所述熔覆激光头用于在固定于所述水冷铜合金工装2上的开垦刀1的刃口12表面熔敷耐磨涂层15,所述耐磨涂层15为铁基合金涂层,所述铁基合金涂层具有碳化钒硬质相弥散分布的马氏体组织。该熔敷激光头3可安装在机械手上或其他可控制伸缩的夹具上对开垦刀1的刃口12进行涂覆,沿所述待加工开垦刀1的刃口 12摆动,且所述熔敷激光头3的轴
线始终垂直于所述待加工开垦刀1的圆弧部14的表面。
51.其中,所述铁基合金涂层采用粒度范围为53μm~180μm的铁基合金粉末。所述铁基合金粉末除fe外,其余组分的重量百分比优选为:c为2.0~2.5%、 v为6~8%、cr为5.0~6.5%、si<0.9%、辅料为4.0%,所述铁基合金粉末经所述熔敷激光头3激光扫描熔敷后,形成弥散分布vc硬质相16的马氏体组织涂层基体17。所述熔敷激光头3扫描一次熔敷宽度为15mm~20mm、厚度为1.0mm~1.5mm的铁基合金涂层。所述熔敷激光头3优选使用16mm*6mm 的矩形光斑扫描熔敷,所述熔敷激光头3的激光功率优选为4.5kw。
52.本发明的开垦刀1的耐磨涂层15制备方法,包括如下步骤:
53.步骤s100、将待加工开垦刀1的尾部直线部13用螺钉固定在水冷铜合金工装2的支撑体21上,所述开垦刀1的头部圆弧部14用压板23固定在水冷铜合金工装的铜合金胎具22上,所述开垦刀1的圆弧部14与所述铜合金胎具 22的圆弧顶面紧密贴合;
54.步骤s200、将所述水冷铜合金工装2安装在工作台上,所述水冷铜合金工装2在所述工作台带动下可纵横运动;
55.步骤s300、将带单向阀的进水口接头24和出水口接头25分别与所述铜合金胎具22的进水管和回水管连接,开通冷却水泵冷却所述铜合金胎具22;
56.步骤s400、启动纵横运动的工作台,将固定了所述待加工开垦刀1的水冷铜合金工装移动到熔敷工位;
57.步骤s500、将高效率激光熔敷头安装在机械手上,对准所述待加工开垦刀1的刃口12,并垂直开垦刀1的圆弧部14表面,开启所述激光熔敷头,所述激光熔敷头沿所述待加工开垦刀1的刃口12摆动,且始终垂直于所述待加工开垦刀1的刃口12,达到设定弧度,熔敷第一道宽15~20mm、厚1.0~1.5mm 的含vc硬质相16铁基合金涂层,工作台纵向运动15mm,机械手带动激光熔敷头沿开垦刀1的圆弧部14反向转动至开垦刀1端部起始位置,熔敷第二道宽15~20mm、厚1.0~1.5mm的含vc硬质相16铁基合金涂层,即配合工作台的移动直至在所述待加工开垦刀1的刃口12处熔敷完成铁基合金涂层;以及
58.步骤s600、关闭所述激光熔敷头并停止送粉,启动纵横运动的工作台,将熔敷完成的开垦刀1和水冷铜合金工装2横向移动到拆卸工位取下加工完成的开垦刀1。
59.之后,水冷铜合金工装2继续安装下一把待加工开垦刀1。可设置多个水冷铜合金工装2,分别设置于预备、熔敷和拆卸工位上,可以循环进行准备、熔敷和拆卸工作,快速制备开垦刀1铁基合金耐磨涂层15。
60.本发明采用高效率激光熔敷技术和水冷铜合金工装2,熔敷激光头3的高效率的激光线扫描固定于水冷铜合金工装2上的开垦刀1刃口12部位,在刃口12表面熔敷低成本的含vc硬质相16的铁基合金材料,在开垦刀1的刃口 12上形成具有碳化钒硬质相弥散分布的马氏体组织涂层基体17的铁基合金涂层。得到的涂层基体为马氏体组织的含高硬度球状vc硬质相16的耐磨涂层 15,基体硬度达到hrc60~65,在马氏体组织中呈球形弥散分布的vc硬质相16,维氏硬度达hv2800。高效率激光线扫描可以一次熔敷宽15~20mm、厚1.0~1.5mm的含vc硬质相16铁基合金涂层,一个来回不到1分钟就可以完成一把开垦刀1的刃口12耐磨涂层15的制备,铁基合金粉末经激光线扫描熔敷后,可以快速在开垦刀1刃口12部位制备弥散分布vc硬质相16的铁基合金涂层,而且避免了涂层强化制备导致的开垦刀1刃口12变形,得到的耐磨涂层15具有弥散分布vc硬质相16的马氏体组织,具有优异的耐磨性能和抗冲击性
能,非常适合开垦刀1等入土部件强化,提高耐磨性能,大大延长了开垦刀1的使用寿命。
61.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。