1.本实用新型涉及汽车配件领域,尤其是涉及一种汽车后备箱箱盖自动化包边机。
背景技术:
2.随着汽车行业的发展,汽车配件正在不断向高质量和高性能方向发展。汽车配件的模具骨架,需要对其进行包边处理,在骨架的表面贴敷一层毯料,以增加配件的耐磨性,提高其使用寿命。
3.一些不规则模具骨架的现有工艺一般是通过人工手动包边,在包边过程中手动包边的力度不均匀,长时间使用后会导致部分或全部的毯料隆起,并且常规的工装由于生产步骤多,产品需要多次放置,这就导致生产效率低且产品质量稳定性不高。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种汽车后备箱箱盖自动化包边机,可以实现不规则模具骨架的包边自动化,可以使施加的贴合力更加均匀,可以提高产品的生产效率和质量稳定性。
5.为了解决上述技术问题,本实用新型提供了一种汽车后备箱箱盖自动化包边机,包括第一支架;所述第一支架顶部设置有升降机构;所述升降机构底部连接有上包边机构;所述上包边机构正下方设置有下包边机构;所述下包边机构并排设置有二级联动包边机构;所述下包边机构和所述二级联动包边机构上方可滑动安装有加热机构;所述二级联动包边机构包括第三气缸组件和第四气缸组件。
6.进一步地,所述第一支架顶面固定有第一安装板;所述升降机构固定在第一安装板上;所述升降机构包括第一气缸组件;所述第一气缸组件活塞杆与第一连接件铰接;所述第一连接件下部与所述上包边机构固定连接;所述第一连接件上设置有圆柱腔体。
7.进一步地,所述上包边机构包括第二安装板;所述第二安装板底面四角固定有多个上定位杆;所述上定位杆底部中心设置有定位孔;所述第二安装板正下方固定有上模;所述上模下部设置有多个真空吸盘;所述上模左右两侧安装有多个第二气缸组件。
8.进一步地,所述第一支架上固定有第三安装板;所述第三安装板上固定有第二支架;所述加热机构滑动安装在所述第二支架上;所述加热机构包括烘箱;所述烘箱顶部与底部各设置有多个加热管。
9.进一步地,所述二级联动包边机构固定在第三安装板上;所述二级联动包边机构与第三安装板呈一固定角度设置。
10.进一步地,所述第三气缸组件缸体固定在第三安装板顶面。
11.进一步地,所述第三气缸组件活塞杆上连接有第一移动块;所述第一移动块底面滑动安装于所述第三安装板顶面;所述第一移动块左右两侧固定有多个第四气缸组件;所述第四气缸组件活塞杆上连接有第二移动块;所述第二移动块上固定有第一包边装置;所述第一包边装置左右两侧设置有第五气缸组件;所述第五气缸组件活塞杆上设置有压块。
12.进一步地,所述第三安装板上固定有第三支架;所述下包边机构固定在第三支架上;所述下包边机构包括下模;所述下模左右两侧设置有第二包边装置;所述第二包边装置包括第六气缸组件;所述第六气缸组件固定在所述第三安装板上。
13.进一步地,所述下模左右两侧设置有多个下定位杆;所述下定位杆固定在第三支架上;所述下定位杆顶部中心设置有定位销。
14.进一步地,所述第一安装板上固定有锁模销。
15.本实用新型汽车后备箱箱盖自动化包边机设计的二级联动包边机构,不仅使包边装置对不规则汽车配件施加的贴合力更加均匀,而且联动机构在竖直平面内产生两个呈90
°
方向的力,一个方向力实现了包边动作,另一个方向的推力使得毯料与骨架贴合的更加紧密,这样本实用新型的自动化包边机实现了不规则模具骨架的包边自动化,使施加的贴合力更加均匀,提高了产品的生产效率和质量稳定性。
附图说明
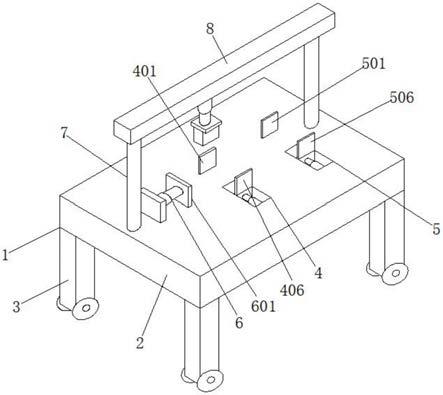
16.图1是本实用新型的汽车后备箱箱盖自动化包边机一实施例的结构示意图;
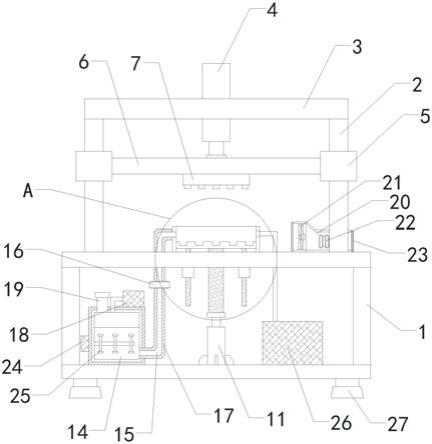
17.图2是本实用新型中汽车后备箱箱盖自动化包边机升降机构和上包边机构一实施例的结构示意图;
18.图3是本实用新型中汽车后备箱箱盖自动化包边机下包边机构一实施例的结构示意图;
19.图4是本实用新型中汽车后备箱箱盖自动化包边机二级联动包边机构一实施例的结构示意图;
20.图5是本实用新型中汽车后备箱箱盖自动化包边机a处一实施例的结构示意图。
21.图中标号说明:1、第一支架;2、第二支架;3、第三支架;4、升降机构;5、上包边机构;6、下包边机构;7、加热机构;8、二级联动包边机构;9、控制面板;101;第三安装板;401、第一安装板;402、第一气缸组件;403、第一连接件;404、圆柱腔体;405、锁模销;501、第二安装板;502、上定位杆;503、定位孔;504、上模;505、真空吸盘;506、第二气缸组件;601、下模;602、第二包边装置;603、第六气缸组件;604、下定位杆;605;定位销;701、烘箱;702、加热管;801、第三气缸组件;802、第一移动块;803、第四气缸组件;804、第二移动块;805、第一包边装置;806、第五气缸组件;807、压块。
具体实施方式
22.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
23.如图1所示一种汽车后备箱箱盖自动化包边机,包括第一支架1、第二支架2、第三支架3、升降机构2、上包边机构5、下包边机构6、加热机构7和二级联动包边机构8。在该实施例中,以操作面板所在的第一支架1竖直面为前侧,第一支架1上与操作面板9相对的另一面为后侧,操作人员面向操作面板9,左手边为左侧,右手边为右侧。
24.第一支架1顶部设置有升降机构2,升降机构2底部与上包边机构5连接,上包边机构5正下方设置有下包边机构6,下包边机构6并排设置有二级联动包边机构8,下包边机构6和所述二级联动包边机构8上方可滑动安装有加热机构7。
25.第一支架1顶面固定有第一安装板401,升降机构2固定在第一安装板401上,升降机构2包括第一气缸组件402,第一气缸组件402活塞杆与第一连接件403铰接,第一连接件403下部与上包边机构5固定连接,这样上包边机构5可以在第一气缸组件402的动力下实现上下的往复运动。上包边机构5包括第二安装板501,第二安装板501正下方固定有上模504,上模504下部设置有多个真空吸盘505,真空吸盘505可以将骨架吸附在上模504。在包边完成真空吸盘505停止工作时,骨架会贴附在上模504,因此在上模504左右两侧安装有多个第二气缸组件506,第二气缸组件506可以将包边后的骨架从上模504上顶出。第一支架1上固定有第三安装板101,第三安装板101上固定有第二支架2,加热机构7滑动安装在第二支架2上,加热机构7包括烘箱701,烘箱701可以在第一支架1内部构成的容腔里往复运动,烘箱701顶部与底部各设置多个加热管702,可以同时对烘箱701上方的骨架和烘箱701下方的毯料进行加热,常规的加热方式一般是骨架和毯料分别用不同的设备加热,而此种加热方式更为方便。第三安装板101上设置有二级联动包边机构8,因为骨架在下模601上固定时需要被包边的侧面不是垂直于水平面的,所以为了二级联动包边机构8的推力能垂直于被包边面,使骨架与毯料贴合的更加紧密,二级联动包边机构8与第三安装板101呈一固定角度设置,该角度为骨架在下模601上固定时被包边面与竖直平面的夹角。二级联动包边机构8包括第三气缸组件801,第三气缸组件801缸体固定在第三安装板101顶面,第三气缸组件801活塞杆上连接有第一移动块802,第一移动块802底面滑动安装于第三安装板101顶面,第一移动块802左右两侧固定有多个第四气缸组件803,第四气缸组件803活塞杆上连接有第二移动块804,第二移动块804上固定有第一包边装置805,第一包边装置805实现骨架后侧的包边,第一包边装置805上设置有第五气缸组件806,第五气缸组件806活塞杆上设置有压块807,压块807可以将下模601上的毯料压紧,防止毯料移动。第三气缸组件801提供给第一包边装置805一个前后方向的推力,第四气缸组件803提供给第一包边装置805一个上下方向的推力,上下方向的推力使包边装置向骨架侧面贴合,前后方向的推力使毯料与骨架贴合的更紧,这样提高了毯料与骨架间的贴合力,提高了产品的质量和性能,延长了产品的使用寿命。第三安装板101上固定有第三支架3,下包边机构6固定在第三支架3上,下包边机构6包括下模601,下模601左右两侧设置有第二包边装置602,第二包边装置602包括第六气缸组件603,第六气缸组件603固定在第三安装板101上,第六气缸组件603活塞杆的运动实现骨架左右两侧的包边。第二安装板501左右两侧固定有多个上定位杆502,上定位杆502底部中心设置有定位孔503,下模601左右两侧设置有多个下定位杆604,下定位杆604固定在第三支架3上,下定位杆604顶部中心设置有定位销605,定位销605与定位孔503的配合使上模504与下模601将骨架定位,防止在包边时骨架产生移动。第一安装板401上固定有锁模销405,第一连接件403上设置有圆柱腔体404,锁模销405工作时插入圆柱腔体404,可对升降机构2进行锁定,防止误操作引起意外事故的发生。
26.工作流程如下:
27.在执行包边流程前,升降机构2位于初始位置,第一气缸组件402处于收缩状态,第一气缸组件402活塞杆处于最上面位置,烘箱701位于远离下包边机构6的位置,二级联动包边机构8的气缸都处于收缩状态,位于远离下包边机构6的位置。
28.执行包边流程,首先将骨架放在上模504上,真空吸盘505工作,将骨架吸附在上模504上,然后将毯料放在下模601对应的位置上,第五气缸组件806使压块807压住毯料的边
缘。骨架吸附和毯料放置完毕后,在骨架和毯料进行包边贴合部位涂覆热熔胶,热熔胶涂覆完毕后,烘箱701在第二支架2上滑动到骨架正下方,烘箱701开始工作,对涂覆在毯料和骨架表面的热熔胶进行加热,烘箱701顶部的加热管702对骨架上的热熔胶进行加热,烘箱701底部的加热管702对毯料上的热熔胶进行加热,当热熔胶加热到设置时长时,烘箱701停止加热,在第二支架2上滑动远离下包边机构6。烘箱701离开后,升降机构2开始工作,在第一气缸组件402提供的动力下,上包边机构5向下运动,当骨架运行到设定位置,贴合到下模601上的毯料时,第一气缸组件402停止运动,此时上定位杆502的定位孔503与下定位杆604的定位销605相配合,使骨架定位,防止在执行包边时骨架发生移动,影响包边效果。骨架定位完毕后,第六气缸组件603开始运动,使得第二包边装置602将骨架左右两侧的毯料贴合在骨架上,同时二级联动包边机构8也开始工作,使第一包边装置805将骨架后侧的毯料贴合在骨架上,完成包边操作。二级联动包边机构8与第三安装板101呈一固定角度,在工作时,第四气缸组件803活塞杆带动第二移动块804向上运动,使得第二包边装置602将毯料骨架贴合,第三气缸组件801活塞杆推动第一移动块802向下包边机构6方向运动,使得毯料和骨架在第三气缸组件801的推力下贴合的更加紧密。
29.当包边机在不工作时,第三安装板101上的锁模销405插入第一连接件403的圆柱腔体404,可对升降机构2进行锁定,防止误操作引起意外事故的发生。
30.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。